


- 14.61 KB
- 1页
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
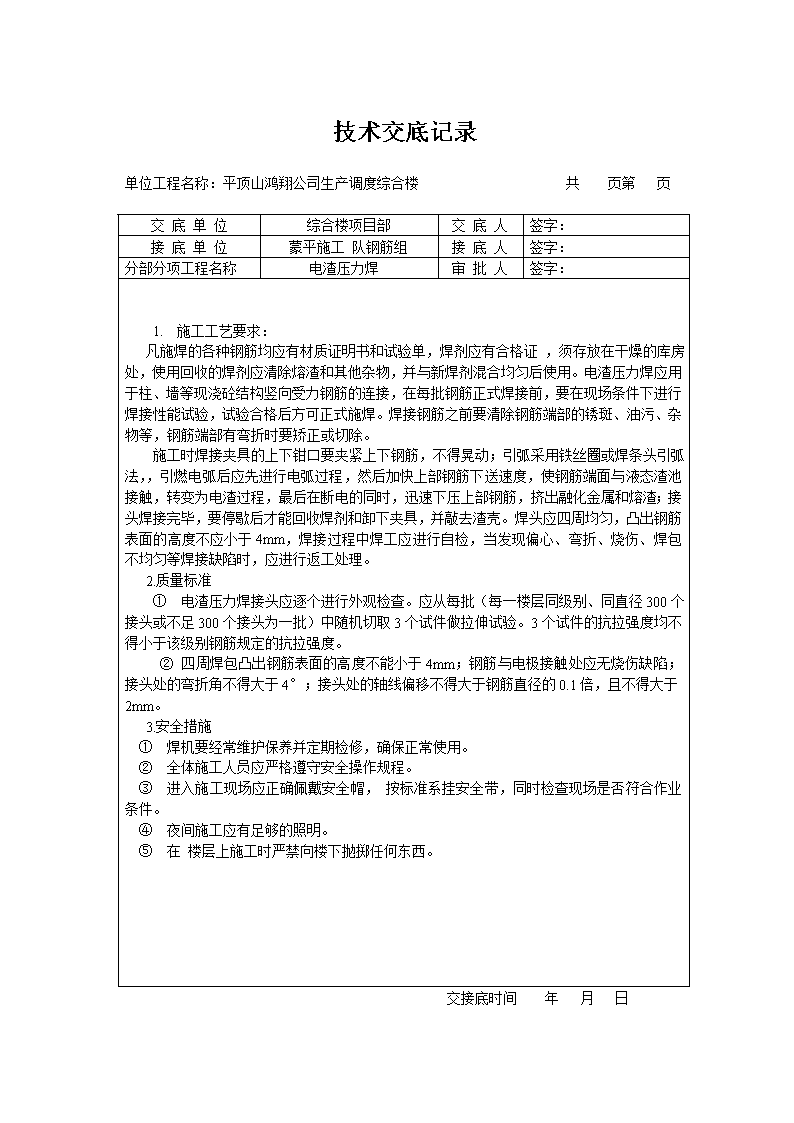
技术交底记录单位工程名称:平顶山鸿翔公司生产调度综合楼共页第页交底单位综合楼项目部交底人签字:接底单位蒙平施工队钢筋组接底人签字:分部分项工程名称电渣压力焊审批人签字:1.施工工艺要求:
凡施焊的各种钢筋均应有材质证明书和试验单,焊剂应有合格证,须存放在干燥的库房处,使用回收的焊剂应清除熔渣和其他杂物,并与新焊剂混合均匀后使用。电渣压力焊应用于柱、墙等现浇砼结构竖向受力钢筋的连接,在每批钢筋正式焊接前,要在现场条件下进行焊接性能试验,试验合格后方可正式施焊。焊接钢筋之前要清除钢筋端部的锈斑、油污、杂物等,钢筋端部有弯折时要矫正或切除。
施工时焊接夹具的上下钳口要夹紧上下钢筋,不得晃动;引弧采用铁丝圈或焊条头引弧法,,引燃电弧后应先进行电弧过程,然后加快上部钢筋下送速度,使钢筋端面与液态渣池接触,转变为电渣过程,最后在断电的同时,迅速下压上部钢筋,挤出融化金属和熔渣;接头焊接完毕,要停歇后才能回收焊剂和卸下夹具,并敲去渣壳。焊头应四周均匀,凸出钢筋表面的高度不应小于4mm,焊接过程中焊工应进行自检,当发现偏心、弯折、烧伤、焊包不均匀等焊接缺陷时,应进行返工处理。
2.质量标准
①电渣压力焊接头应逐个进行外观检查。应从每批(每一楼层同级别、同直径300个接头或不足300个接头为一批)中随机切取3个试件做拉伸试验。3个试件的抗拉强度均不得小于该级别钢筋规定的抗拉强度。
②四周焊包凸出钢筋表面的高度不能小于4mm;钢筋与电极接触处应无烧伤缺陷;接头处的弯折角不得大于4°;接头处的轴线偏移不得大于钢筋直径的0.1倍,且不得大于2mm。
3.安全措施
①焊机要经常维护保养并定期检修,确保正常使用。
②全体施工人员应严格遵守安全操作规程。
③进入施工现场应正确佩戴安全帽,按标准系挂安全带,同时检查现场是否符合作业条件。
④夜间施工应有足够的照明。
⑤在楼层上施工时严禁向楼下抛掷任何东西。交接底时间年月日