


- 82.50 KB
- 8页


- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'技术交底记录表RecordofTechnologyExplanation项目名称Project产品名称Productname锅炉钢结构交底人Explainer交底时间Explanationdate2012年4月20日YearMonthDate参加交底人员Explanationpersonnelattended:技术交底内容Contentoftechnicalexplanation1概述1.1本要求适用于浙能舟山六横电厂2×1000MW超超临界机组锅炉钢结构的制造及供货。1.2本次制作范围为锅炉炉架钢结构钢柱、梁、撑,包括材料采购、制作、除锈、油漆、检验、包装。1.3未尽事宜应符合本工程的《浙能舟山六横电厂2×1000MW超超临界机组锅炉钢结构施工设计及制造技术协议》,巴威标准和施工详图设计总说明等有关文件。2材料2.1原材料的入厂检验和复验应满足JB/T3375-2002《锅炉用材料入厂检验》的规定。2.2 本工程所用钢材材质主要为Q345B及Q235B,大板梁部分材料采用ASTMA572(GR50)。设计所采用的国产Q235钢和Q345钢其质量标准、力学性能和化学成分应分别符合国家标准《碳素结构钢》(GB/T700)和《低合金高强度结构钢》(GB/T1591-2008)的规定。所采用的ASTMA572(50级)材料,其质量标准、力学性能和化学成分应完全满足ASTM要求,并满足常温冲击的合格保证。2.3板材无损检测按《承压设备无损检测第三部分超声检测》(JB/T4730.3-2005)。2.4如发生材料代用问题,应征得买方同意后才能办理代用手续。2.5柱翼板和腹板:板厚≥40mm时,要求逐张100%超声波无损探伤,合格等级为III级,端部磁粉检验合格,并确保没有夹渣、裂纹和分层。2.6大板梁的翼板和腹板,正火状态供货,板厚≥40mm
时,采用钢厂出厂的探伤板,合格等级为II级,端部磁粉检验合格,并确保没有夹渣、裂纹和分层。大板梁的支座加劲肋,正火状态供货,100%超声波无损探伤,合格等级为III级,并确保没有夹渣、裂纹和分层。2.7其余焊接H型钢梁、垂撑,板厚≥40mm时,要求逐张100%超声波无损探伤,合格等级为III级,并确保没有夹渣、裂纹和分层。2.8高强度螺栓采用扭剪型高强度螺栓,强度级别10.9s,甲方负责高强度螺栓的采购,技术要求应符合《钢结构用扭剪型高强度螺栓连接副》(GB/T3632-3633)和《钢结构高强度螺栓连接的设计、施工验收规范》(JGJ82)的标准。2.9高强度螺栓摩擦面的抗滑移系数值,Q345材料μ≥0.50。2.10地脚螺栓材料采用Q235-B,螺母采用20号钢,地锚框材质为Q235-A。3加工制作3.1按巴威提供的构件清单和图纸数量制造钢结构。3.2锅炉钢结构制造按《钢结构制造技术条件》JB/T1620-93和北京巴威公司标准《承重钢结构制造技术条件》B&WB02007(3版)。3.3钢结构的油漆包装技术条件按《锅炉油漆包装技术条件》(JB1615),所有金属表面在出厂前进行净化和油漆。凡需要油漆的部件,在油漆前必须对金属表面按有关技术规定进行清扫,喷砂除锈处理,将污物和铁锈清除干净,清洁度达到最新版GB8923标准“涂装前钢材表面锈蚀等级和除锈等级”中规定的Sa2.5级,表面处理后的粗糙度控制在40-70μm。3.4设备涂刷油漆的环境条件(特别注意,未达到油漆环境条件,不得施工):温度条件:一般油漆时环境温度不低于5℃;钢铁温度不能低于空气露点温度3℃;涂油漆的钢铁表面的温度不能高于50℃,除非油漆本身可以在高于50℃的条件下施工。湿度条件:当暴露在雨雪天或雾天或者当相对湿度在金属表面上由于金属温度和周围环境温度的变化引起油漆冷凝时,不能刷漆。在刷漆前和刷漆时以及刷漆后的24小时,所有表面应完全保持干燥状态。灰尘:涂刷表面涂层场地无流动灰尘。3.5对喷砂处理后停留最长时间的要求:喷砂处理完成后8小时之内应该完成底漆工作,涂底漆前不能形成锈霜。在进行二遍油漆前,应当对第一遍油漆进行检查,达到要求后,方可进行下次油漆工作,检查要有记录。油漆之间要有足够的时间进行干燥。
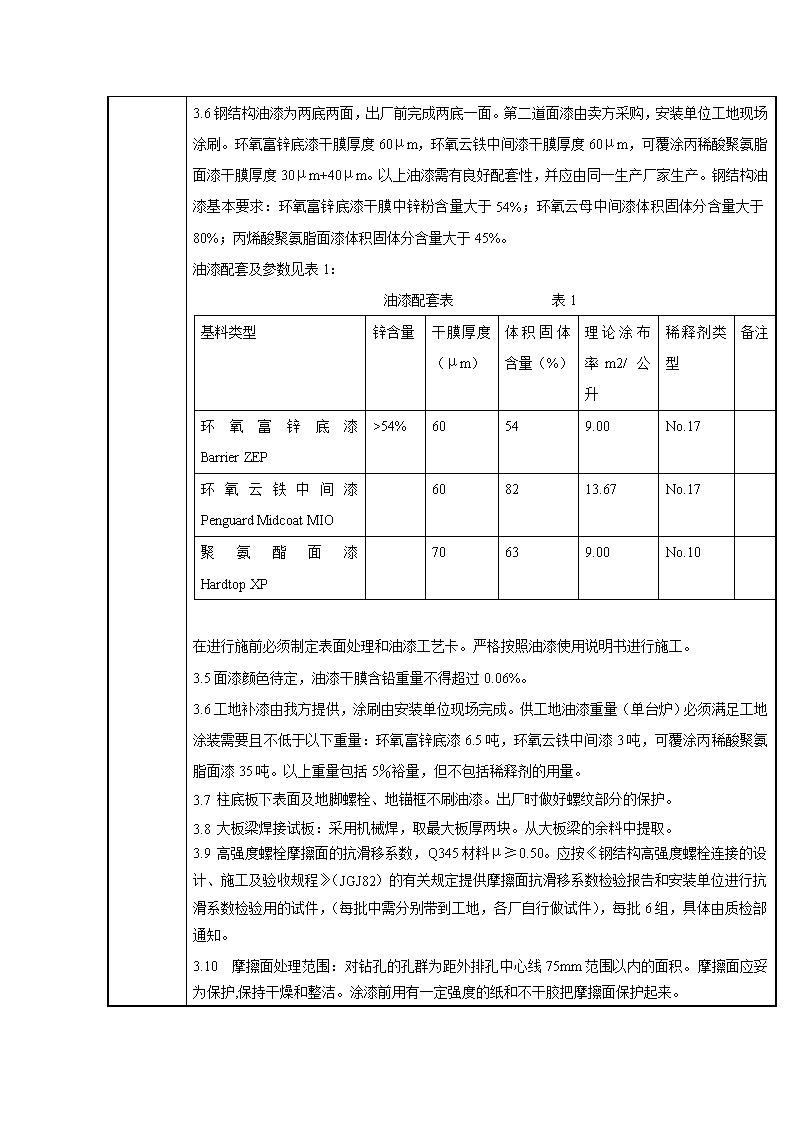
3.6钢结构油漆为两底两面,出厂前完成两底一面。第二道面漆由卖方采购,安装单位工地现场涂刷。环氧富锌底漆干膜厚度60μm,环氧云铁中间漆干膜厚度60μm,可覆涂丙稀酸聚氨脂面漆干膜厚度30μm+40μm。以上油漆需有良好配套性,并应由同一生产厂家生产。钢结构油漆基本要求:环氧富锌底漆干膜中锌粉含量大于54%;环氧云母中间漆体积固体分含量大于80%;丙烯酸聚氨脂面漆体积固体分含量大于45%。油漆配套及参数见表1:油漆配套表表1基料类型锌含量干膜厚度(μm)体积固体含量(%)理论涂布率m2/公升稀释剂类型备注环氧富锌底漆BarrierZEP>54%60549.00No.17 环氧云铁中间漆PenguardMidcoatMIO 608213.67No.17 聚氨酯面漆HardtopXP 70639.00No.10 在进行施前必须制定表面处理和油漆工艺卡。严格按照油漆使用说明书进行施工。3.5面漆颜色待定,油漆干膜含铅重量不得超过0.06%。3.6工地补漆由我方提供,涂刷由安装单位现场完成。供工地油漆重量(单台炉)必须满足工地涂装需要且不低于以下重量:环氧富锌底漆6.5吨,环氧云铁中间漆3吨,可覆涂丙稀酸聚氨脂面漆35吨。以上重量包括5%裕量,但不包括稀释剂的用量。3.7柱底板下表面及地脚螺栓、地锚框不刷油漆。出厂时做好螺纹部分的保护。3.8大板梁焊接试板:采用机械焊,取最大板厚两块。从大板梁的余料中提取。3.9高强度螺栓摩擦面的抗滑移系数,Q345材料μ≥0.50。应按《钢结构高强度螺栓连接的设计、施工及验收规程》(JGJ82)的有关规定提供摩擦面抗滑移系数检验报告和安装单位进行抗滑系数检验用的试件,(每批中需分别带到工地,各厂自行做试件),每批6组,具体由质检部通知。3.10 摩擦面处理范围:对钻孔的孔群为距外排孔中心线75mm范围以内的面积。摩擦面应妥为保护,保持干燥和整洁。涂漆前用有一定强度的纸和不干胶把摩擦面保护起来。
3.11柱底板和柱端面应铣平,并保证端面接触大于75%,钢结构应分层进行预拼装,保证100%穿孔率。3.12焊缝错位:翼板和腹板拼缝错开200mm以上,梁,柱子的拼缝与筋板错开100mm以上,与螺栓孔错开120mm以上。3.13设计是焊接H型钢的构件,必须采用自动埋弧焊焊接H型钢;设计是轧制H型钢的构件不得用焊接H型钢替代。3.14钢结构需要分层预拼装,每一层和上一层构架(如:一层和二层、二层和三层、三层和四层、四层和五层、五层和六层,依次类推)完工后的预拼装,各作为一个停止点(其中包括每层柱子的试装)。每一层柱子与上一层柱子的试装时,除了每一层与上一层的柱子,相应的斜拉撑及次梁也应同时进行装配试装。具体轴线以项目的策划为准。3.15钢结构出厂时,所有构件和包装箱按层分颜色刷色标,色标参照项目的策划书。3.16 大板梁制造尺寸偏差参见B&WB13047-05。板梁拼接不得在跨中进行。顶板主梁(含大板梁)上拱弯曲为0~19mm。3.17每一根板梁(H≥2m)制造完工后,油漆前为一个检验停止点。3.18叠梁结构的大板梁在停止点检查等待验收时,叠梁的所有无损探伤检验、焊接检查试板试验等检验均已完成,上梁下梁应在叠加直立(正放)状态下进行。3.19叠梁的上梁与下梁以及构架分层试装的螺栓穿孔率须达100%3.20对于柱子及高度H≥2m的板梁构件,要在其产品上打原材料库号(或复检编号)钢印,且须是统一的编号。3.21 对厚度不小于32mm的低合金钢板或厚度不小于36mm的碳素钢板,其对接焊缝均应进行消除应力热处理。未热处理前,不允许采用冷矫正。3.22 当采用火焰矫正时,钢材的加热温度不得超过900℃,且一部位进行热矫次数不宜超过二次。对低合金钢材料在未冷却到400℃以下时,不得用水急冷。3.23所有主梁、次梁与联接杆件腹板连接时,二次设计时其每端安装间隙均取1.5mm;工厂加工时应考虑到设计预留间隙。3.22主梁与柱的连接主要采用刚接连接(采用柱外带悬臂梁段与中间梁段的拼接连接),即将悬臂梁段翼缘与柱工厂开坡口全熔透焊接,悬臂梁段腹板与柱工厂角焊缝连接,主梁与柱外悬臂梁段的工地拼接采用全部高强度螺栓摩擦型等强连接。3.24H型钢和高度不小于2m的板梁,厚度不小于32mm的低合金钢板或不小于36mm的碳素钢板,应进行各项无损检验。
A、在拼接焊缝坡口2倍板厚加30mm的区域内作超声波检查或坡口表面作磁粉检查。B、板梁的翼板、腹板和H型钢的全焊透对接焊缝,100%超声波探伤。C、翼板与腹板的四条角焊缝应作磁粉探伤检查,每条焊缝长度不小于全长的20%。D、板梁腹板的“T”字型接头处上下200mm范围必须进行100%超声波探伤。E、每根梁应抽验2只托架,对每只托架中的一条外侧与梁角接的焊缝进行100%磁粉探伤检查。3.25本项目焊条的选择和使用见下表及说明;严禁错用焊材:焊条选用规定母材材质焊材名称焊条牌号备注Q235B焊条(φ3.2mm)E4315、E4316 Q345B焊条(φ3.2mm)E5015、E5016 Q235B焊剂和焊丝F4A0-H08A Q345B焊剂和焊丝F5011-H08MnA 说明:3.25.1当两种材质不同母材相焊时,一般焊材选用与较低强度母材相匹配。3.26 所有工地坡口焊接,均在工厂开好坡口。3.27 制作时请注意正反件。3.28编号统一编写在定位标志端。每个杆件的相邻两面都需编号。4检查、验收及发货4.1编号、包装及标志按照巴威的《包装储运规定》和《包装技术交底》执行。4.2钢结构出厂时,所有构件和包装箱按层分颜色刷色标。分层颜色由卖方制定并通知买方。4.3柱和大梁裸装出厂,小梁捆扎出厂,长度小于1m的节点板装箱出厂。4.4发往现场的高强螺栓应有良好的防潮密封包装,包装时应放置干燥剂,并保证:在长途陆运中不产生破损、变质、污染、腐蚀、散乱、遗失;满足大量的吊装、卸货以及长期露天堆放的需要,满足在现场气候条件长久贮存的要求,防止雨雪、受潮、生锈、腐蚀、受震以及机械和化学等引起的损坏。确保现场的螺栓使用状态符合规范要求。4.5对高强螺栓应实行分批发货,并对使用期限进行规定,同时还应对超过规定期限的螺栓使用方法进行明确要求。4.6第一节柱要标示1米标高线及柱底板的十字中心线,所有柱要明确标示其中心线,并标明柱的方向。4.7柱底板上表面以下不需要油漆。5技术资料
5.1有关图纸、技术资料的修改,必须以甲方的正式书面通知为准,甲方向乙方提供修改通知单,由乙方根据该通知单对设计图、技术文件进行修改;如乙方发现图纸问题应及时书面通知甲方,经甲方确认后再进行施工。5.2工程开始后及结束时,应提供相应的记录及资料。5.3每层制造完成7天内,需提交资料:每层试装记录,不合格项的处理或质量问题的汇总报告,板梁须提供拼接图。承制产品产成后一个月内卖方向买方提供整台锅炉钢结构《产品质量证明书》5套,其格式按附表要求填写,同时还须提供以下质量资料:1)原材料质量资料(包括材料复验报告、钢厂质量证明书等);2)焊接资料(包括焊工钢印记录、焊接试板报告、焊材入厂复验报告及焊材厂质量证明书等);3)无损探伤报告;4)热处理资料(包括热处理记录和仪表曲线记录、热处理工艺卡);5)大板梁、立柱检查记录。5.4终版资料的发放终版资料的发放(每台炉)表7序号资料名称资料格式和份数资料提供时间直发锅炉用户发至北京巴威公司蓝图U盘蓝图U盘1供用户最终图纸清单16211每层施工图完成后2安装图16211每层施工图完成后3制造图5211每层施工图完成后4节点计算书11买方会签前5每层构件重量清单11每层施工设计会签后一周内6钢架重量汇总11顶板层会签后两周内
7产品质量证明书51承制产品产成后一个月内8每层构件发货清单16发货前9产品质量检测报告或数据资料51承制产品产成后一个月内说明:1.序号1供用户最终图纸清单格式见附表;2.供用户最终图纸清单、安装图及制造图中各有3套按国家标准装订成册,其中2套供用户,1套供北京巴威公司(两炉共用1套)。3.序号5“每层构件重量清单”包括该层总重、各杆件的分项重量、规格及节点板的重量、规格和该层所用高强度螺栓的规格和数量等。4.序号6“钢架重量汇总”包括整台锅炉钢架总重、每层重量、每种规格材料的重量(杆件)、节点用板及连接角钢分项重量、高强螺栓重量等。5.5.发至北京巴威公司的资料均发往工程部。联系人:万国平联系电话:010-68862244-4104邮编:1000435.6 制作时严格遵守国家有关的安全规定,执行公司三合一体系关于职业健康与环境方面的要求,不得违规操作。6有关本项目执行的标准、规范6.1AISC美国钢结构学会标准6.2GB50017钢结构设计规范6.3GB50011建筑抗震设计规范6.4GB50009建筑结构荷载规范6.5UBC97美国建筑统一标准6.6JGJ82钢结构高强度螺栓连接的设计、施工及验收规程6.7GB50205钢结构工程施工质量验收规范6.8JB/T1620锅炉钢结构制造技术条件6.9JGJ81建筑钢结构焊接技术规程6.10JB/T1615锅炉油漆和包装技术条件6.11JB/T6046碳钢、低合金钢焊接构件焊后热处理方法
6.12JB/T4730承压设备无损检测6.13GB、JB、ASTM材料的有关标准6.14GB8923涂装前钢材表面锈蚀等级和除锈等级6.15GB/T22395锅炉钢结构设计规范'