


- 149.00 KB
- 8页

- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'表C1-3技术交底记录工程名称燕大星苑A标段4#、5#、6#、7#楼交底部位筏板基础工程编号日期2010-4-11钢筋直螺纹加工与连接一、施工准备1、材料及主要机具:(1)、钢筋应符合国家标准《钢筋混凝土用热扎带肋钢筋》(GB1499)的要求及《钢筋混凝土用余热处理钢筋》(GB13014)的要求。(2)、套筒与锁母材料应采用优质碳素钢或合金结构钢,其材质应符合GB699的规定。(3)、工具设备:切割机、套丝机、普通扳手、量规。钢筋直螺纹套筒连接根据《钢筋机械连接通用技术规程》JGJ107—96的规定,分为A、B两级。钢筋直螺纹套筒连接主要用于地下室工程的各种梁主筋的连接。二、直螺纹接头技术要求采用直螺纹套筒连接的钢筋接头,相邻钢筋之间应互相错开,间距为35d(d为钢筋直径),有接头的受力钢筋截面积占受力钢筋总截面积的百分率应符合下列规定:1、受拉区的受力钢筋接头百分率不宜超过50%;2、在受拉区的钢筋受力较小部位,A级接头百分率不受限制;3、接头宜避开有抗震要求的框架梁端和柱端的箍筋加密区,当无法避开时,接头应采用A级接头,且接头百分率不应超过50%;4、受压区构件中钢筋受力较小部位,A级和B级接头百分率不受限制;5、接头距钢筋弯曲点不得小于钢筋直径的10倍;6、不同直径钢筋连接时,一次连接钢筋直径规格不宜超过二级。三、工艺流程工艺流程:钢筋滚压直螺纹套筒连接,是采用专门的滚压机床对钢筋端部进行滚压,一次成型直螺纹,其工艺流程如下:
表C1-3技术交底记录钢筋剥肋滚压成型加保护套加保护套机械加工套筒施工现场连接1、加工前准备:(1)凡参与接头施工的操作工人、技术和质量管理人员,均应参加技术培训;操作工人应经考核合格后持证上岗。(2)钢筋先调直后下料,切口端面要与钢筋轴线垂直,不得有马蹄形或挠曲,不得用气割下料。(3)厂家提供套的筒应有产品合格证;两端螺纹孔应有保护盖;套筒表面应有规格标记。2、直螺纹丝头加工: (1)按钢筋规格调整好滚丝头内孔最小尺寸及涨刀环,调整剥肋挡块及滚压行程开关位置,保证剥肋及滚压螺纹的长度。 (2)加工钢筋螺纹时,采用水溶性切削润滑液;当气温低于0℃时,应掺入15%-20%亚硝酸钠,不得用机油作润滑液或不加润滑液套丝。(3)操作工人应逐个检查钢筋丝头的外观质量,检查牙型是否饱满,有无断牙、秃牙缺陷,已检查合格的丝头盖上保护帽加以保护。2.1操作工艺2.1.1钢筋滚压直螺纹连接钢筋滚压直螺纹连接,是采用专门的滚压机床对钢筋端部进行滚压,螺纹一次成型。钢筋通过滚压螺纹,螺纹底部的材料没有被切削掉,而是被挤出来,加大了原有的直径。螺纹经滚压后材质发生硬化,强度约提高6%~8%,使螺纹对母材的削弱大为减少,其抗拉强度是母材实际抗拉强度的97%~100%,强度性能十分稳定1)加工要求
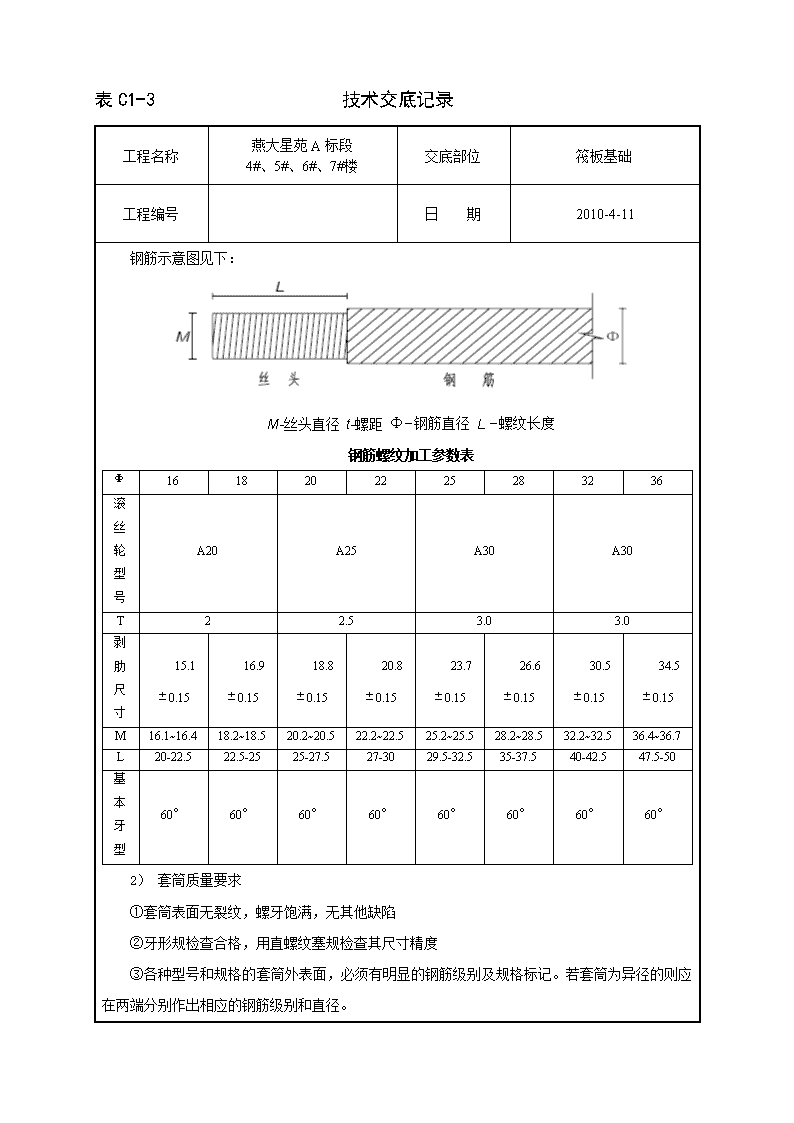
表C1-3技术交底记录钢筋示意图见下:M-丝头直径t-螺距Φ-钢筋直径L-螺纹长度钢筋螺纹加工参数表Φ1618202225283236滚丝轮型号A20A25A30A30T22.53.03.0剥肋尺寸15.1±0.1516.9±0.1518.8±0.1520.8±0.1523.7±0.1526.6±0.1530.5±0.1534.5±0.15M16.1~16.418.2~18.520.2~20.522.2~22.525.2~25.528.2~28.532.2~32.536.4~36.7L20-22.522.5-2525-27.527-3029.5-32.535-37.540-42.547.5-50基本牙型60°60°60°60°60°60°60°60°2)套筒质量要求①套筒表面无裂纹,螺牙饱满,无其他缺陷②牙形规检查合格,用直螺纹塞规检查其尺寸精度③各种型号和规格的套筒外表面,必须有明显的钢筋级别及规格标记。若套筒为异径的则应在两端分别作出相应的钢筋级别和直径。
表C1-3技术交底记录④套筒两端头的孔必须用塑料盖封上,以保持内部洁净,干燥防锈。3)直螺纹量规技术要求牙形规、螺纹卡和直螺纹塞规,采用工具钢T9(GB1298-86)制成,其化学成分和硬度见下表化学成分淬火后硬度HRCCMnSiSP620.85~0.94≤0.40≤0.35≤0.30≤0.0352.1.2工艺操作要点1)钢筋切割钢筋应先调直并用无齿锯切去端头30mm,保证切口断面与钢筋轴线垂直。如钢筋头部弯曲过大,则不能使用机械加工,严禁用气割下料。2)钢筋螺纹加工①加工钢筋螺纹的丝头、牙形、螺距等必须与套筒牙形、螺距一致,且经配套的量规检验合格。②加工钢筋螺纹时,应采用水溶性切削润滑液;当气温低于0℃时,应掺入15~20%亚硝酸钠,不得用机油作润滑液或不加润滑液套丝。③操作工人应逐个检查钢筋丝头的外观质量并做出操作者标记。④经自检合格的钢筋丝头,应对每种规格加工批量随机检10%,且不少于10个,并填写钢筋螺纹加工检验记录,如有一个丝头不合格,即应对该加工批全数检查,不合格丝头应重加工,经再次检验合格方可使用。⑤已检验合格的丝头,应加以保护加戴保护帽,按规格分类堆放整齐待用。2.1.2.3钢筋连接①连接钢筋时,钢筋规格和套筒的规格必须一致,钢筋螺纹的型式、螺距、螺纹外径和套筒匹配。并确保钢筋和套筒的丝扣应干净、完好无损。②滚压直螺纹接头的连接,应用管钳或扳手进行施工。
表C1-3技术交底记录③连接钢筋时,应对准轴线将钢筋拧入套筒。④接头拼接完成后,应使两个丝头在套筒中央位置互相顶紧,套筒每端不得有一扣以上的完整丝扣外露,加长型丝扣的外露丝扣数不受限制,但应有明显标记,以检查进入套筒的丝头长度是否满足要求。⑤接头、连接套筒安装示意:2.2主控项目2.2.1钢筋的品种、规格必须符合设计要求,质量符合国家现行《钢筋混凝土用热轧带肋钢筋》(GB/T1499-1998)和《钢筋混凝土用余热处理钢筋》(GB13014-91)标准的要求。2.2.2套筒与索母材质应符合GB699规定,且应有质量检验单和合格证,几何尺寸要符合要求。2.2.3钢筋接头型式检验:检验结果应符合现行行业标准《钢筋机械连接通用技术规程》JGJ107-2003中的各项规定。2.2.4钢筋连接工程开始前,应按照技术提供单位的技术文件、工艺标准等对不同规格的钢筋及接头进行工艺检验。2.2.5钢筋接头强度检验:钢筋接头强度必须达到同类型钢材强度值,接头的现场检验按验收批进行,同一施工条件下采用同一批材料的同等级、同形式、同规格接头,以500个为一个验收批进行检验与验收,不足500个也作为一个验收批。
表C1-3技术交底记录在现场连续检验十个验收批,其全部单向拉伸试验一次抽样合格时,验收批接头数量可扩大一倍。对每一验收批,应在工程结构中随机抽取3个试件做单向拉伸试验。当3个试件抗拉强度均不小于设计的强度要求时,该验收批判为合格。如有一个试件的抗拉强度不符合要求,则应加倍取样复验。2.3一般项目2.3.1加工质量检验钢筋丝头质量检验四、接头施工现场检验与验收1、连接钢筋时,应检查连接套出厂合格证,螺纹加工检验记录;2、钢筋连接开始前,应对每批进场钢筋和接头进行工艺检验;3、每种规格钢筋母材进行抗拉强度试验;4、每种规格钢筋接头的试件数量不应少于三根;
表C1-3技术交底记录5、接头的现场检验按验收批进行,同一施工条件下的同一批材料的同等级,同规格接头,以500个为一个验收批进行验收,不足500个也作为一验收批。五、成品保护1、成型钢筋应按总平面布置图指定地点摆放,用垫木垫放整齐,防止钢筋变形、锈蚀、油污。2、安装电线管、暖卫管线或其他设施时不得任意切断和移动钢筋。如有相碰,则与土建技术人员现场协商解决。六、安全措施1、进入现场的钢筋机械在使用前,必须经项目工程部、安全部检查验收合格后方可使用。操作人员需持证上岗作业,并在机械旁挂牌注明安全操作规定。2、钢筋机械必须设置在平整、坚实的场地上,设置机棚和排水沟,防雨雪、防砸、防水浸泡。机械必须接地,操作工必须穿戴防护衣具,以保证操作人员安全。3、钢筋加工机械要设专人维护维修,定期检查各种机械的零部件,特别是易损部件,出现有磨损的必须更换。现场加工的成品、半成品堆放整齐。4、钢筋加工机械处必须设置足够的照明,保证操作人员在光线较好的环境下操作。在进行加工材料时,弯曲机、切断机等严禁一次超量上机作业。5、打磨钢筋的砂轮机在使用前应经安全部门检验合格后,方可投入使用。开机前检查砂轮罩、砂轮片是否完好,旋转方向是否正确。对有裂纹的砂轮严禁使用。6、操作人员必须站在砂轮片运转切线方向的旁侧。七、环保措施1、现场在进行钢筋加工及成型时,要控制各种机械的噪声。将机械安放在平整度较高的平台上,下垫木板。并定期检查各种零部件,如发现零部件有松动、磨损,及时紧固或更换,以降低噪音。浇筑混凝±时不要振动钢筋,降低噪声排放强度。2、钢筋原材、加工后的产品或半产品堆放时要注意遮盖(用苫布或塑料),防止因雨雪造成钢筋的锈蚀。如果钢筋已生片状老锈,钢筋在使用前必须用铁丝刷或砂盘进行除锈。为了减少除锈时灰尘飞扬,现场要设置苫布遮挡,并及时将锈屑清理起来,统一清运到规定的垃圾集中地。3、直螺纹套丝的铁屑装入尼龙口袋送废品回收站回收再利用。技术负责人:交底人:接交人:
表C1-3技术交底记录'