


- 60.50 KB
- 6页
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
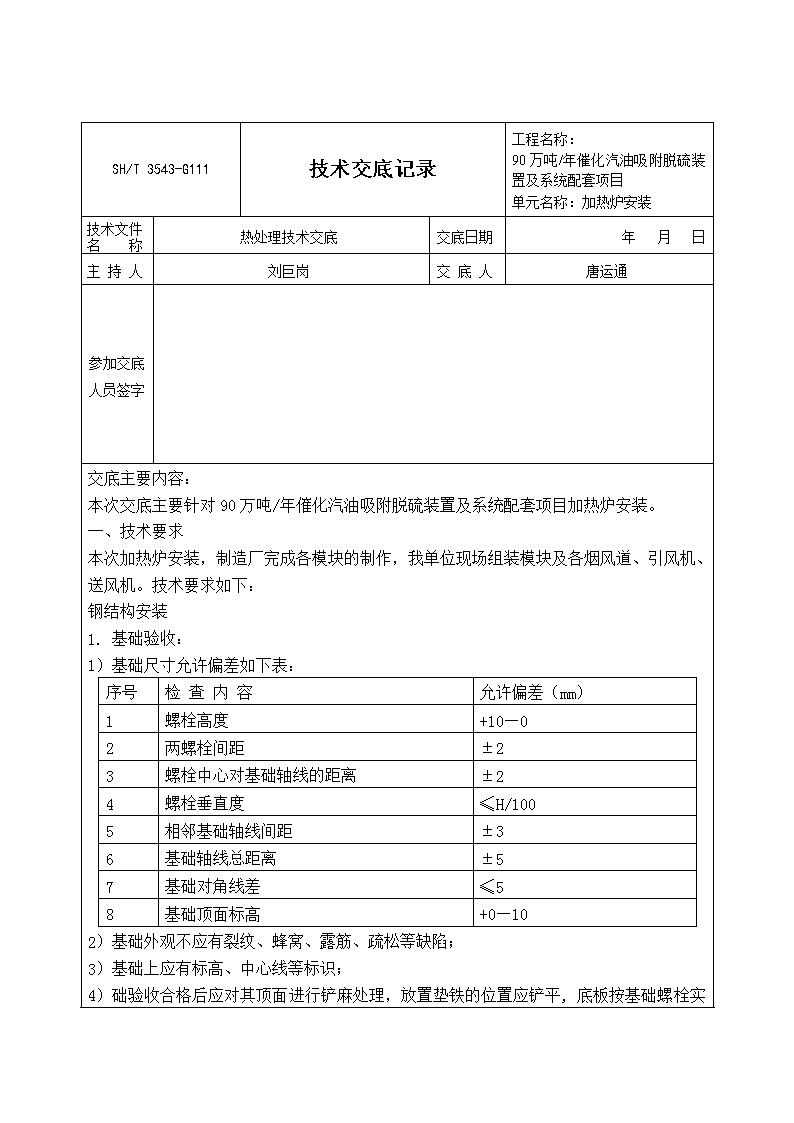
'SH/T3543-G111技术交底记录工程名称:90万吨/年催化汽油吸附脱硫装置及系统配套项目单元名称:加热炉安装技术文件名称热处理技术交底交底日期年月日主持人刘巨岗交底人唐运通参加交底人员签字交底主要内容:本次交底主要针对90万吨/年催化汽油吸附脱硫装置及系统配套项目加热炉安装。一、技术要求本次加热炉安装,制造厂完成各模块的制作,我单位现场组装模块及各烟风道、引风机、送风机。技术要求如下:钢结构安装1.基础验收:1)基础尺寸允许偏差如下表:序号检查内容允许偏差(mm)1螺栓高度+10—02两螺栓间距±23螺栓中心对基础轴线的距离±24螺栓垂直度≤H/1005相邻基础轴线间距±36基础轴线总距离±57基础对角线差≤58基础顶面标高+0—102)基础外观不应有裂纹、蜂窝、露筋、疏松等缺陷;3)基础上应有标高、中心线等标识;4)础验收合格后应对其顶面进行铲麻处理,放置垫铁的位置应铲平,
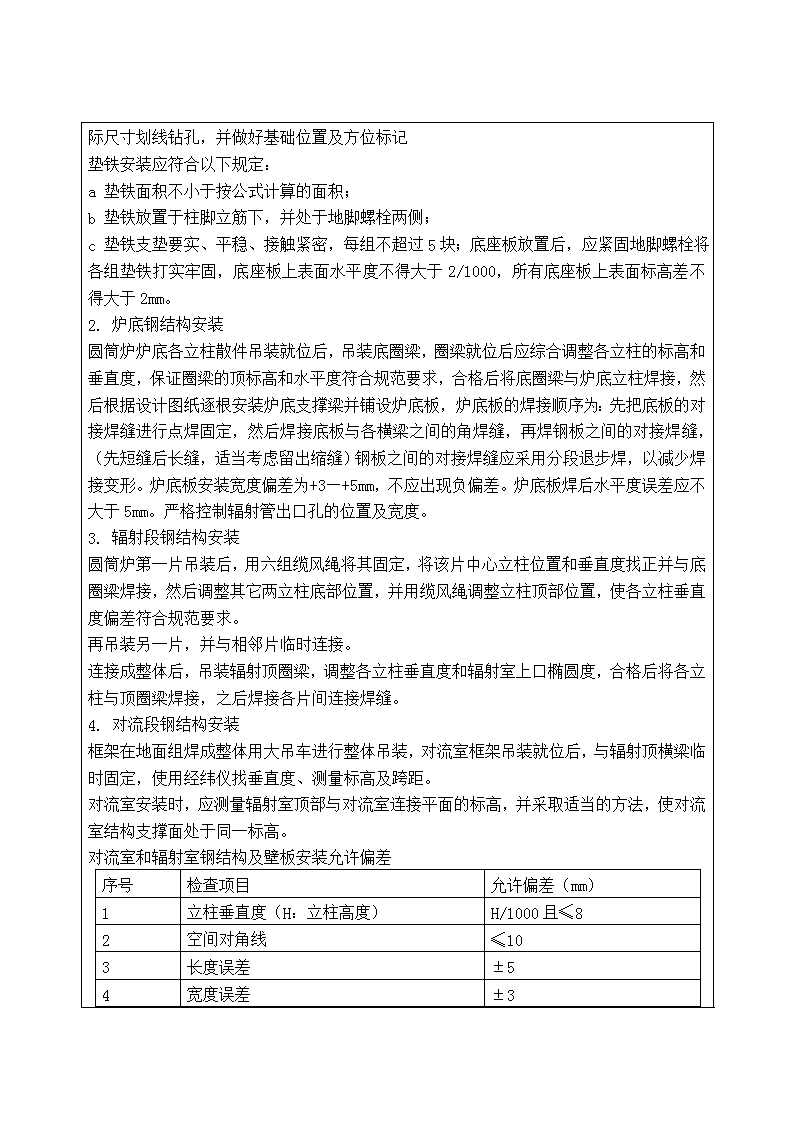
底板按基础螺栓实际尺寸划线钻孔,并做好基础位置及方位标记垫铁安装应符合以下规定:a垫铁面积不小于按公式计算的面积;b垫铁放置于柱脚立筋下,并处于地脚螺栓两侧;c垫铁支垫要实、平稳、接触紧密,每组不超过5块;底座板放置后,应紧固地脚螺栓将各组垫铁打实牢固,底座板上表面水平度不得大于2/1000,所有底座板上表面标高差不得大于2mm。2.炉底钢结构安装圆筒炉炉底各立柱散件吊装就位后,吊装底圈梁,圈梁就位后应综合调整各立柱的标高和垂直度,保证圈梁的顶标高和水平度符合规范要求,合格后将底圈梁与炉底立柱焊接,然后根据设计图纸逐根安装炉底支撑梁并铺设炉底板,炉底板的焊接顺序为:先把底板的对接焊缝进行点焊固定,然后焊接底板与各横梁之间的角焊缝,再焊钢板之间的对接焊缝,(先短缝后长缝,适当考虑留出缩缝)钢板之间的对接焊缝应采用分段退步焊,以减少焊接变形。炉底板安装宽度偏差为+3—+5mm,不应出现负偏差。炉底板焊后水平度误差应不大于5mm。严格控制辐射管出口孔的位置及宽度。3.辐射段钢结构安装圆筒炉第一片吊装后,用六组缆风绳将其固定,将该片中心立柱位置和垂直度找正并与底圈梁焊接,然后调整其它两立柱底部位置,并用缆风绳调整立柱顶部位置,使各立柱垂直度偏差符合规范要求。再吊装另一片,并与相邻片临时连接。连接成整体后,吊装辐射顶圈梁,调整各立柱垂直度和辐射室上口椭圆度,合格后将各立柱与顶圈梁焊接,之后焊接各片间连接焊缝。4.对流段钢结构安装框架在地面组焊成整体用大吊车进行整体吊装,对流室框架吊装就位后,与辐射顶横梁临时固定,使用经纬仪找垂直度、测量标高及跨距。对流室安装时,应测量辐射室顶部与对流室连接平面的标高,并采取适当的方法,使对流室结构支撑面处于同一标高。对流室和辐射室钢结构及壁板安装允许偏差序号检查项目允许偏差(mm)1立柱垂直度(H:立柱高度)H/1000且≤82空间对角线≤103长度误差±54宽度误差±3
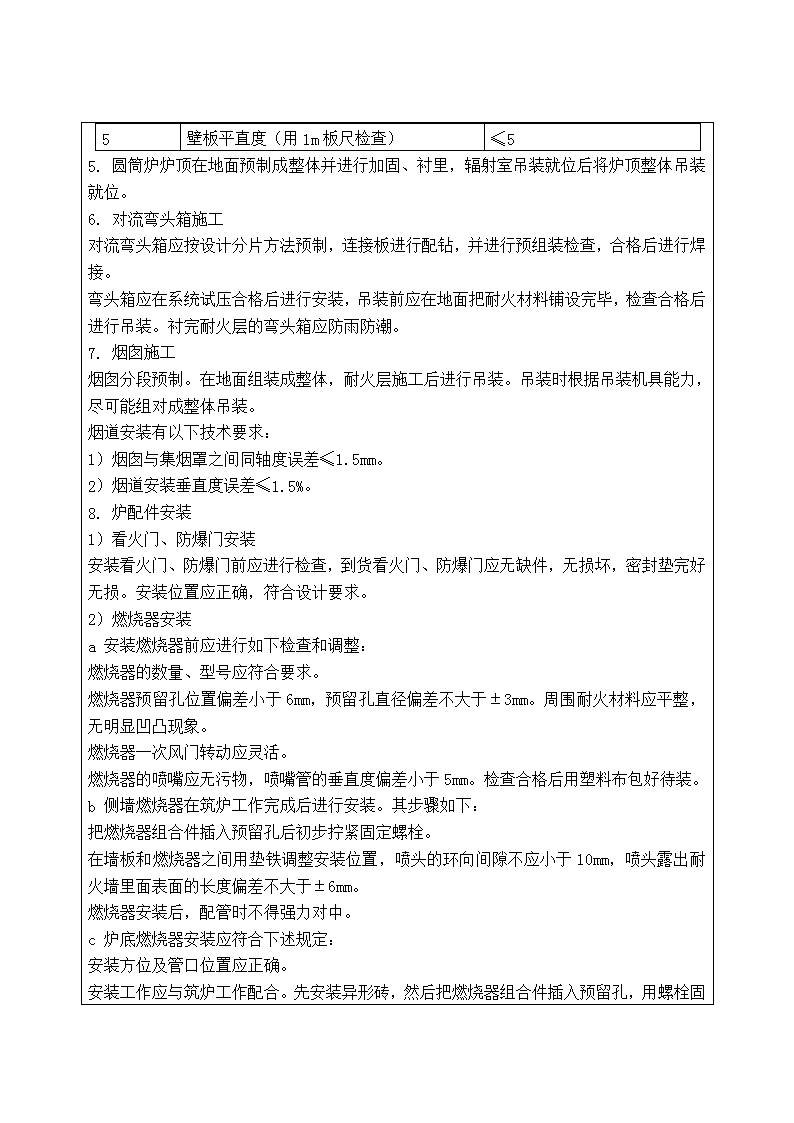
5壁板平直度(用1m板尺检查)≤55.圆筒炉炉顶在地面预制成整体并进行加固、衬里,辐射室吊装就位后将炉顶整体吊装就位。6.对流弯头箱施工对流弯头箱应按设计分片方法预制,连接板进行配钻,并进行预组装检查,合格后进行焊接。弯头箱应在系统试压合格后进行安装,吊装前应在地面把耐火材料铺设完毕,检查合格后进行吊装。衬完耐火层的弯头箱应防雨防潮。7.烟囱施工烟囱分段预制。在地面组装成整体,耐火层施工后进行吊装。吊装时根据吊装机具能力,尽可能组对成整体吊装。烟道安装有以下技术要求:1)烟囱与集烟罩之间同轴度误差≤1.5mm。2)烟道安装垂直度误差≤1.5%。8.炉配件安装1)看火门、防爆门安装安装看火门、防爆门前应进行检查,到货看火门、防爆门应无缺件,无损坏,密封垫完好无损。安装位置应正确,符合设计要求。2)燃烧器安装a安装燃烧器前应进行如下检查和调整:燃烧器的数量、型号应符合要求。燃烧器预留孔位置偏差小于6mm,预留孔直径偏差不大于±3mm。周围耐火材料应平整,无明显凹凸现象。燃烧器一次风门转动应灵活。燃烧器的喷嘴应无污物,喷嘴管的垂直度偏差小于5mm。检查合格后用塑料布包好待装。b侧墙燃烧器在筑炉工作完成后进行安装。其步骤如下:把燃烧器组合件插入预留孔后初步拧紧固定螺栓。在墙板和燃烧器之间用垫铁调整安装位置,喷头的环向间隙不应小于10mm,喷头露出耐火墙里面表面的长度偏差不大于±6mm。燃烧器安装后,配管时不得强力对中。c炉底燃烧器安装应符合下述规定:安装方位及管口位置应正确。
安装工作应与筑炉工作配合。先安装异形砖,然后把燃烧器组合件插入预留孔,用螺栓固定。燃烧器的异形砖外侧与炉底耐火衬里之间的膨胀间隙应符合设计要求。通过燃烧器面板凸面高速燃烧器的位置。油枪导管在燃烧器中心,偏差不大于3mm,油枪垂直度允许应不小于5mm。3)人孔安装人孔在炉墙板安装焊接后安装,安装人孔应保证安装位置正确,焊接牢固严密。人孔衬里可与筑炉一起进行。钢结构的质量是保证砌筑衬里质量的基础,因此在衬里施工前应对钢结构做全面检查验收,工序交接手续办完后,方可进行施工,主要检查内容及允许偏差如下表:序号项目偏差1墙板长度L≥15m±5mmL<15m±3mm2墙角对角线之差|A1—A2|≤10mm3墙板宽度≥10m±5mm<10m±3mm4墙板挠度或弯曲度S≤5mm5炉顶板、底板长度、宽度±10mm不平度5mm余热回收系统安装主要包括烟道、风道、空气预热器、鼓风机、引风机、蝶阀等的安装。炉管的预制安装炉管的预制在预制场进行,预制前应进行调直,机加工坡口,并将坡口两侧各20mm范围内的水,油及其它污物清除干净,打磨出金属光泽。1.辐射炉管的预制(1)辐射炉管的预制要在专门胎具上进行组焊预制。专用胎具根据炉管设计情况进行制作,保证炉管组对的共面性、中心距的正确性和平行度要求,充分的支承以便于组对焊接施工。本工程炉子的辐射段:方形炉炉管的胎具做成平的即可,圆形炉炉管的胎具要按炉管的设计尺寸制作拱形胎具。方形炉炉管胎具采用一套胎具三排,分三点支承,要保证三排胎具在同一平面内,胎具要有足够的刚性和稳定性。(2)为了便于安装和保证工期,炉管的预制和安装应分片进行。方形炉按片预制,圆形炉分四片预制。预制时先两根预制成U型,而后再组装成片。(3)炉管的切割、坡口加工等要符合工艺管线的施工要求。(4)焊好的焊缝需严格按设计及有关规范的要求进行热处理和无损检验。
(5)每片炉管预制完后在下胎具前,在内侧距上下弯头各3m处设两道加固,加固采用槽钢,用U型管卡将炉管与槽钢固定在一起,同时裸露的管口要进行封堵保护,下胎具后放在平整的场地上妥善保存。2.辐射管安装辐射管可在炉膛侧墙和端墙筑炉后吊装,也可在筑炉前安装。考虑在施工中吊装工作的连续性,减少工期、节约吊装台班,本装置辐射管采用在筑炉前吊装,临时固定,但在吊装后应对炉管加强防护(用编织袋包裹),防止筑炉施工中损伤炉管。吊管前炉膛检查:(1)炉膛钢框架及辐射室钢结构组装焊接完,经检查合格;(2)炉膛几何尺寸符合设计要求;(3)炉底定位管位于炉膛中心,管中心距符合设计要求,管中心连线位于同一直线上。(4)炉管运输:根据安装现场需要,用拖车分片运至安装现场。(5)吊装就位:炉管在吊装时应平稳,不得撞击炉壁。吊装时按预制时的分片情况分片吊装,炉管安装就位后,先用吊钩、挂钩固定好(每片连接处挂钩不固定),再将临时加固拆除,进行各片之间的连接工作,拆除加固时千万不要损伤炉管。3.对流炉管预制现场预制时,将两根炉管与对流室的连接弯头组对成U型。4.对流炉管的安装对流管安装应根据吊车的吊装能力,尽可能多的在对流钢结构吊装前安装焊接。对于剩下的对流管要在对流室钢结构安装完且筑炉衬里后进行穿管,穿管时应从下往上,穿管时不得撞击管板、衬里和折流板,同时不得损坏钉管和钉头。穿完后再分层从上而下逐排组对焊接弯头。施工完一排后应进行焊道的热处理及无损检测,合格后再进行下一排的安装。安装管子后应检查管子的安装位置,管子到两侧钢架的距离应相等、均匀,符合设计要求,5.转油线转油线的施工应在辐射及对流管安装后进行,对现场各尺寸进行实测,以避免强行组对,转油线上的仪表管嘴应在转油线安装前开孔完,以避免熔渣掉入炉管内,同时转油线支架的施工应严格按图纸要求进行。6炉管的试压1.试压前必须具备:所有的辐射管和对流管及中间转油线路安装完毕,焊缝的探伤和热处理检验合格,与炉管有关的支吊架安装完毕。2.
试压时,整台加热炉的管线连在一起,整体试压,试验压力应符合设计及有关的规范要求。试压用水要采用洁净水,上水及升压需借助炉子的外围工艺管道。上水点应设在辐射管出口处,以便于管内空气能顺利地排出。在每个回路的高点(对流室入口处),应设临时放空,待管内空气排净后,关闭临时放空阀,进行升压,升到试验压力后,停压10小时进行全面检查,确认不降压、无泄漏、发汗现象,无异常变形,建设单位现场代表检查确认后,即为合格。3.液压试验合格后,排水地点应选在室外合适地点;要放尽管内存水,用压缩空气吹干管内存水和杂物。4.管道系统试压完毕后,应及时填写管道强度、严密性试验记录,办理好会签手续。二、质量保证措施1.0建立质保体系2.0强化质量管理,提高职工的质量意识,坚持质量第一的观点,正确处理施工质量和施工进度的关系。3.0施工前对图纸进行会审,图纸不清、任务不明、交底不清、标准不明者不能施工。4.0充分发挥以项目经理为主的工艺管线专业质量保证体系的作用,确保其正常运转。5.0加强质量信息反馈,及时作出决策和改进措施,以实现全过程的控制。6.0认真做好自检、互检、专检。7.0严格执行质量奖罚制度,实行质量否决权,做到“三定一高”,即定期检查,定期整改,定期总结评比;一高是高标准。8.0推行全面质量管理,开展QC小组活动,应用TQC思想和方法指导施工,优化管理。三.HSE措施1.0在施工过程中,必须十分注意安全,作到安全第一。2.0建立安全管理组织体系。3.0凡患有心脏病、高血压,低血压及睡眠不足者,不准登高作业。4.0碳弧气刨时,应控制火花飞溅,防止被飞散的金属熔渣烫伤。气刨时把应放在绝缘架上,碳弧气刨时用电流较大,应防止焊机过载和过长时间工作而烧毁焊接设备。5.0焊接工作结束后,应将焊钳放在线路隔绝的地方,并圈好电缆线,及时切断电源,检查周围场地。6.0焊工在登高作业时,应将焊条保温筒扎紧在固定地方,作业时下面不得有其他人员,在作业过程中,禁止抛焊条头等物,下面不得放置任何易燃易爆物。7.0高处大面积焊接和动火必须采取一定隔离措施。记录人:日期:年月日审核人:日期:年月日'
您可能关注的文档
- 58窗台板、暖气罩安装分项工程质量技术交底卡
- 9灯具安装工程技术交底记录
- jdg线管敷设技术交底
- sgbz-0362窗台板、暖气罩安装技术交底
- 【技术交底】镀锌钢管暗敷设
- 20室内采暖管道安装分项工程质量技术交底卡
- 二号车行横通道仰拱施工技术交底
- 4-半硬质阻燃型塑料管暗敷设安装技术交底
- 空气压缩机安全技术交底
- 56大理石、花岗石干挂分项工程质量技术交底卡
- d 散热器安装工程技术交底
- 墙面抹灰技术交底 2
- sgbz-0358木窗帘盒、金属窗帘杆安装技术交底
- 外墙水泥砂浆抹面技术交底
- 墙体砌筑技术交底
- 外墙防水安全技术交底3.3
- sgbz-0501暖卫管道安装基本技术交底
- 天坪寨瓦斯隧道施工监理技术交底定稿