


- 116.50 KB
- 12页
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'8钢筋制作施工工艺标准1适用范围本标准给出了施工现场钢筋制作施工工艺的技术要求、工艺流程和质量标准,适用于施工现场的钢筋制作。不适用于预应力钢筋的制作。2编制依据的标准、规范GB50300-2001建筑工质量验收统一标准GB50204-2002混凝土结构工程施工质量验收规范GB701-1997低碳钢热轧圆盘条GB13013-1991钢筋混凝土用热轧光圆钢筋GB1499-1998钢筋混凝土用热轧带肋钢筋GB13014-1991钢筋混凝土用余热处理钢筋GB13788-2000冷轧轧带肋钢筋JGJ104-97建筑工程冬期施工规程JGJ33-2001建筑机械使用安全技术规程JGJ46-1998施工现场临时用电安全技术规范3术语GB50204一2002《混凝土结构工程施工质量验收规范》确立的以及下列术语和定义适用于本标准。1热轧钢筋热轧钢筋是经热轧成型并自然冷却的成品钢筋,分为热轧光圆钢筋和热轧带肋钢筋两种。2余热处理钢筋余热处理钢筋是经热轧后立即穿水,进行表面控制冷却,然后利用芯部余热自身完成回火处理所得的钢筋。3冷轧带肋钢筋冷轧带肋钢筋是热轧圆盘条经冷轧或冷拔减径后在其表面冷轧成三面有肋的钢筋。-11-
4冷拔钢丝冷拔钢丝是用热轧圆盘条经多次拉拔制成,包括冷拔低碳钢丝和冷拔低合金钢丝。5冷轧扭钢筋冷轧扭钢筋是由普通低碳钢热轧圆盘条经冷轧扭工艺制成,其表面呈连续螺旋形的钢筋4施工准备4.1技术准备1熟悉施工图纸,进行钢筋翻样并出具钢筋配料加工单;2制作前应做好技术、安全交底。4.2材料准备1根据设计要求,工程所用钢筋种类、规格必须符合要求,钢筋进场应有出厂合格证和出厂检验报告。钢筋进场后,应按规定见证取样进行复试。当加工过程中发生脆断等特殊情况时,还需做化学成分检验。2钢筋应平直、无损伤,表面不得有裂纹、油污、颗粒状或片状老锈。3应按施工进度要求,制定周密的钢筋供应计划,按所需的规格、型号分批运至施工现场。4.3施工机具准备1主要机械:钢筋除锈机、钢筋调直机、钢筋切断机、钢筋弯曲机、对焊机及电弧焊机。2主要工具:钢筋加工操作台、钢筋扳子、石笔、尺子、钢卷尺、直尺和量角器等。4.4作业条件准备1检查钢筋的出厂合格证,按规定进行复试,并经检验合格后。2钢筋的规格、数量、几何尺寸经检验合格。3钢筋配料加工申请单已下达,已进行技术、安全交底。4钢筋外表面的铁锈,应在绑扎前清除干净,锈蚀严重的钢筋不得使用。5钢筋加工场地及设施按施工组织设计要求搭设安装完毕,经验收和试运转符合规定的要求。4.5其他条件准备1依据施工进度计划和作业特点,优化配置人力资源,制定劳动力需求计划。优化配料方案,减少材料浪费。2向施工操作作业队进行技术和安全交底,并下达施工任务书,任务书内容包括作业任务、施工进度要求、验收标准及安全措施等。-11-
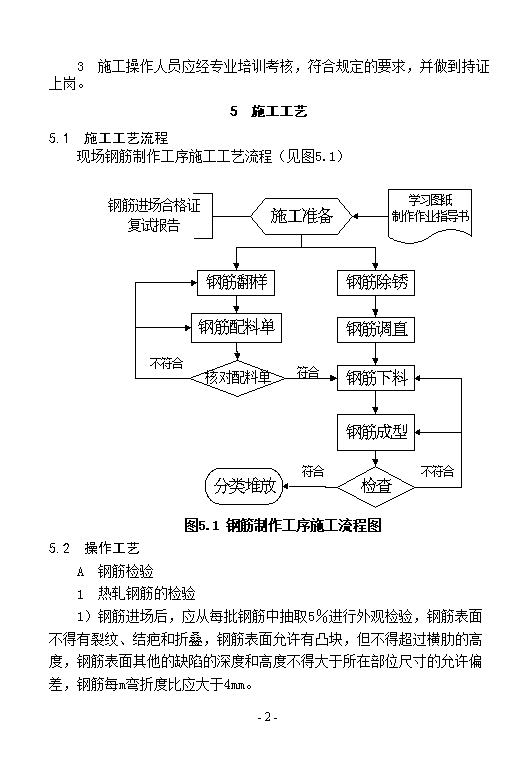
3施工操作人员应经专业培训考核,符合规定的要求,并做到持证上岗。5施工工艺5.1施工工艺流程现场钢筋制作工序施工工艺流程(见图5.1)图5.1钢筋制作工序施工流程图5.2操作工艺A钢筋检验1热轧钢筋的检验1)钢筋进场后,应从每批钢筋中抽取5%进行外观检验,钢筋表面不得有裂纹、结疤和折叠,钢筋表面允许有凸块,但不得超过横肋的高度,钢筋表面其他的缺陷的深度和高度不得大于所在部位尺寸的允许偏差,钢筋每m弯折度比应大于4mm。-11-
2)钢筋进场时,应按现行国家标准《钢筋混凝土用热轧带肋钢筋》GB1499等的规定作力学性能检验,其质量必须符合有关标准的规定。检查数量:按进场的批次和产品的抽样检验方案确定。检验方法:检查产品合格证、出厂检验报告和进场复验报告。3)对有抗震要求的框架结构,其纵向受力钢筋的强度应满足设计要求,当设计无具体要求时,对一、二级抗震等级,检验所得的强度实测值应符合下列要求:钢筋的抗拉强度实测值与屈服强度实测值的比值不应小于1.25;钢筋的屈服强度实测值与强度标准值的比值不应大于1.3。检查数量:按进场的批次和产品的抽样检验方案确定。检验方法:检查进场复验报告。4)当发现钢筋脆断、焊接性能不良或力学性能显著异常等现象时,应对该批钢筋进行化学成分检验或其他专项检验。检验方法:检查化学成分等专项检验报告。2冷轧带肋钢筋检验冷轧带肋钢筋进场时,应按《冷轧轧带肋钢筋》GB13788-2000的有关规定进行抽样检验,合格后方准使用。3冷拔钢丝检验冷拔钢丝应进行外观检查、直径检查和力学性能检查。外观检查:对甲级冷拔低碳钢丝和低合金钢丝,应逐盘检验,钢丝表面不得有裂纹和影响力学性能的锈蚀及机械损伤。直径检查:用相同材料盘条冷拔成相同直径的钢丝,以每5t为一批,从每批冷拔钢丝中抽取5%(但不少于5盘)的盘数,测量钢丝的直径,其两个垂直方向直径平均值的允许偏差不得超过±0.10mm(φb5)和±0.08mm(φb4)。-11-
力学性能试验:对甲级钢丝和低合金钢丝,从每盘任一端截取500mm以上后再取2个试样,进行抗拉强度、伸长率和反复弯曲试验,并按其抗拉强度确定该盘钢丝的组别。钢丝的伸长率和反复弯曲次数应符合表5.1的要求。表5.1冷拔钢丝的力学性能钢丝种类钢丝直径(mm)抗拉强度σb(Mpa)伸长率δ100(%)反复弯曲(180º)次数Ⅰ组Ⅱ组不小于冷拔低碳钢丝(φb)甲级56506003447006502.54乙级3~555024冷拔低合金钢丝580044B钢筋代换1钢筋代换时必须充分理解设计意图和代换材料的性能,并严格遵守《混凝土结构设计规范》的有关规定,钢筋代换,应征的设计、监理单位的同意。并应有同意进行钢筋代换的确认记录。2当施工中遇有钢筋的品种和规格与设计要求不符时,可参照以下原则进行钢筋代换:1)等强度代换:当构件受强度控制时,钢筋可按强度相等原则进行代换。n2≥n1·d21·fy1/d22·fy2式中n2――代换钢筋根数n1――原设计钢筋根数d1――代换钢筋直径d2――原设计钢筋直径fy2――代换钢筋抗拉强度设计值fy1――原设计钢筋抗拉强度设计值a、设计强度相同、直径不同的钢筋代换:n2≥n1·d21/d22b、直径相同、强度设计值不同的钢筋代换:n2≥n1·fy1/fy2-11-
2)等面积代换:当构件按最小配筋率配筋时,钢筋可按面积相等原则进行代换。3)当构件受裂缝宽度或挠度控制时,代换后应进行裂缝宽度或挠度验算。C钢筋除锈1钢筋表面的油渍、漆污和用锤击时能剥落的浮皮、铁锈等应在使用前清除干净。2钢筋除锈可通过两种途径:一是在钢筋冷拉或钢丝调直过程中除锈,二是利用电动除锈机对钢筋局部进行除锈。此外还可采用钢丝刷、砂盘手工除锈。3在除锈过程中发现钢筋表面的氧化铁皮鳞落现象严重并已损伤钢筋截面,或在除锈后钢筋表面有严重的麻坑、斑点伤蚀截面时,应降级使用或剔除不用。D钢筋调直1钢筋调直一般采用钢筋调直机进行调直,对局部弯曲可采用人工调直。2采用钢筋条直机调直冷拔低碳钢丝和细钢筋时,要根据钢筋的直径选用调直模和传送压辊,并要正确掌握调直模的偏移量和压辊的压紧程度。3采用冷拉方法拉直钢筋时其调直冷拉率:Ⅰ级钢筋不宜大于4%,Ⅱ、Ⅲ级钢筋不宜大于1%。对不准采用冷拉钢筋的结构,钢筋调直冷拉率不得大于1%。4经调直的钢筋应平直,无局部曲折。冷拔低碳钢丝经调直机调直后,其表面不得有明显擦伤,抗拉强度不得低于设计要求。E钢筋配料1钢筋翻样:钢筋配料前应根据设计图纸和相关的标准图进行翻样,应绘制出钢筋加工简图,钢筋加工简图中的各部分尺寸应经过计算,并符合设计要求。-11-
2钢筋下料长度的计算钢筋因弯曲或弯钩会使其外包尺寸发生变化,在配料时不能直接根据设计图纸中的尺寸下料,必须了解对混凝土保护层、钢筋弯曲、弯钩等的规定,再根据图中尺寸计算出其下料长度。各种钢筋下料长度如下:1)直钢筋下料长度=构件长度-保护层厚度+弯钩增加值2)弯起钢筋下料长度=直段长度+斜段长度-弯曲调整值+弯钩增加长度3)箍筋下料长度=箍筋周长+箍筋调整值弯曲调整值见表5.2所示。表5.2钢筋弯曲调整值钢筋弯曲角度30º45º60º90º135º钢筋弯曲调整值0.35d0.5d0.85d2d2.5d注:d为钢筋直径弯钩增加长度见表5.3所示。表5.3半圆弯钩增加长度参考表钢筋直径(mm)≤68~1012~1820~2832~36一个弯钩长度(mm)406d5.5d5d4.5d箍筋调整值如表5.4所示表5.4箍筋调整值箍筋量度方法箍筋直径(mm)4~56810~12量外包尺寸40506070量内皮尺寸80100120150~1703钢筋配料计算时应注意的问题:1)设计图纸中未注明的细节问题,一般可按构造要求处理。-11-
2)配料计算时,要考虑钢筋的形状和尺寸在满足设计要求的前提下要有利于加工安装。3)箍筋及末端有弯钩的钢筋配料时,弯钩平直段的长度应符合设计要求。F钢筋切断1钢筋切断下料应以钢筋配料单为依据,钢筋配料单应计算出各种钢筋的下料长度。钢筋下料长度中应按设计要求考虑搭接连接时的搭接长度、焊接连接时的焊接余量以及机械连接时钢筋端头的加工长度。具体的要求仅相关工艺标准。2钢筋切断一般采用钢筋切断机或手动液压切断机进行。4将同规格钢筋根据不同长度长短搭配,统筹排料,一般应先断长料,后断短料,减少断头,减少损耗。5断料时应避免用短尺量长料,防止断料过程中产生累积误差,为此,可在工作台上标出尺寸刻度线并设置控制断料尺寸用的挡板。6在切断过程中,如发现钢筋有劈裂、缩头或严重的弯头等必须切除,如发现钢筋的硬度与该钢种有较大的出入时,应及时向有关人员反映,查明原因。7钢筋的断口不得有马梯形或起弯等现象,钢筋的长度应力求准确其允许偏差为±10mm。G钢筋连接钢筋连接的形式应符合设计要求,钢筋连接可分别采用搭接、闪光对焊、电渣压力焊、套筒冷挤压及螺纹套筒连接。搭接连接时的搭接长度应符合设计和规范的要求,闪光对焊、电渣压力焊、套筒冷挤压及螺纹套筒连接等可按相关工艺标准执行。H钢筋的弯曲成型1钢筋弯曲成型前,对形状复杂的钢筋应根据钢筋配料单上标明的尺寸,用石笔将各弯曲点的位置划出。划线时应注意:1)根据不同的弯曲角度扣除弯曲调整值,其扣法是从相邻两段长度中各扣一半。弯曲调整值见表5.2所示。2)钢筋端部带半圆弯钩时,该段长度划线时应增加0.5d(d为钢筋直径)。-11-
3)划线工作已从钢筋中点开始向两边进行,两边不对称的钢筋,也可从钢筋一端开始划线,划到另一端有出入时则应重新调整。2钢筋弯曲成型一般采用钢筋弯曲机械进行,在缺乏机具设备的条件下,也可采用手摇扳手弯制细钢筋(φ6~φ10),采用卡盘与横口扳手弯制粗钢筋(φ12以上)。钢筋在弯曲机上成型时,对于Ⅰ级钢筋心轴直径应是钢筋直径的2.5倍,对于Ⅱ、Ⅲ级钢筋末端需作90或135弯折时,Ⅱ级钢筋的弯折直径不宜小于钢筋直径的4倍,Ⅲ级钢筋的弯折直径不宜小于钢筋的5倍。成型轴宜加偏心轴套,以便适应不同直径的钢筋弯曲需要。为了使弯弧一侧的钢筋保持平直,挡铁轴宜做成可变挡架或固定挡架。1)箍筋弯曲成型箍筋弯曲成型可在弯箍机上进行,也可用卡盘手工完成。2)曲线形钢筋成型时,可在原有钢筋弯曲机的工作盘中央,放置一个十字架和钢套,另外再工作盘四个插孔内插上短轴和成型钢套(和中央钢套相切)。插座板上的挡轴钢套尺寸,可根据钢筋曲线形状选用。3)螺旋形钢筋成型,一般可用手摇滚筒成型,由于钢筋有弹性,滚筒直径应比螺旋钢筋内径略小。5.3关键要求1施工现场所用的钢筋质量应符合国家现行有关标准的要求,钢筋的品种级别、规格应和设计图纸相一致。2钢筋进场时,应按现行国家标准的规定抽取试件作力学性能试验,其质量必须符合本标准第8.5.2.A――钢筋检验的规定。3材料代用应符合本标准第8.5.2.B――钢筋代换的规定。4应认真阅读图纸,仔细核对配料单中钢筋的规格、形状和数量。5加工制作严格按配料单所示的尺寸和形状进行,应严格控制钢筋的弯折角度和几何尺寸。6加工成型的钢筋应按构件进行编号,将不同规格、不同形状的钢筋分别捆绑堆放,并挂牌标志,以免混乱。7加工成型钢筋的几何尺寸、弯折角度符合设计要求。-11-
5.4季节性施工要求1雨季施工应保证钢筋加工棚不漏水。2冬期施工应符合《建筑工程冬期施工规程》(JGJ104-1997)的有关规定3冬期施工时应及时清除钢筋绑扎部位的积雪、冰霜,并注意防滑。4对在负温条件下使用的钢筋,施工过程中要加强管理和检验,钢筋在运输、加工过程中要注意防止产生撞击、刻痕等缺陷。5钢筋在负温条件下进行冷拉、冷弯时,其环境温度不宜低于-20℃,且冷拉后的钢筋应逐根进行外观检查,其表面不得有缺陷和局部颈缩。6质量控制6.1主控项目1受力钢筋的弯钩和弯折应符合规定1)Ⅰ级(HPB235)钢筋末端需作180º弯钩,其弯弧内直径不应小于钢筋直径的2.5倍,弯钩的弯后平直段长度不应小于钢筋直径的3倍,2)Ⅱ(HRB335)、Ⅲ(HRB400)级钢筋末端作135º弯钩时,其弯弧内直径不应小于钢筋直径的4倍,弯钩的弯后平直段长度应符合设计要求。3)钢筋作不大于90º的弯折时,弯折处弯弧内直径不应小于钢筋直径的5倍。检查数量:按每一工作班同一类型钢筋、同一加工设备抽查不应少于3件。检查方法:钢尺检查。2除焊接封闭式箍筋外,箍筋的末端应作弯钩,弯钩形式应符合设计要求。当设计无具体要求时,应符合下列规定:1)箍筋弯钩的弯弧内直径应满足有关规定外,尚不应小于受力钢筋直径。2)箍筋的弯折角度:对于一般结构,不应小于90º,对于有抗震要求的结构应为135º。3)箍筋弯后平直段长度:对于一般结构,不宜小于箍筋直径的5倍,对于有抗震要求的结构,不宜小于箍筋直径的10倍。检查方法:按每一工作班同一类型钢筋、同一加工设备抽查不应少于3件。-11-
检查方法:钢尺检查。6.2一般项目1钢筋调直宜采用机械方法,也可采用冷拉方法,当采用冷拉方法条直钢筋时,Ⅰ级(HPB235)级钢筋的冷拉率不宜大于4%,Ⅱ(HRB335)、Ⅲ(HRB400)级钢筋的冷拉率不宜大于1%。检查数量:按每工作班同一类型钢筋、统一加工设备抽查不应少于3件。检验方法:观察、钢尺检查。2钢筋加工的形状、尺寸应符合设计要求,其偏差应符合表5.1的规定。检查数量:按每一工作班同一类型钢筋、同一加工设备抽查不应少于3件。检查方法:钢尺检查。表6.1钢筋加工的允许偏差项目允许偏差(mm)受力钢筋顺长度方向全长的净尺寸±10弯起钢筋的弯折位置±20箍筋内净尺寸±57成品保护7.1加工成型的钢筋应挂牌标识,应将不同规格、不同形状的钢筋分别捆绑堆放。7.2不得踩踏已加工成型的钢筋。7.3不得污染钢筋。8应注意的质量问题8.1钢筋加工成型时应注意弯折角度,尽可能一次弯折到位,不应反复弯折。8.2加工成型的钢筋应堆放整齐,防止受压变形。9环保及安全措施9.1环保措施-11-
1根据《中华人民共和国环境保护法》及地方标准,根据工程特点,编制具体的环保措施。2搬运钢筋时要轻搬轻放,严禁随意抛掷钢筋,防治噪声污染。3钢筋头等下脚料应及时清理,集中堆放。4现场机具应有防油污染措施。9.2安全措施1根据《中华人民共和国安全生产法》、《建筑施工安全检查标准》(JGJ59-99)及地方标准,根据工程特点,编制具体安全措施。2钢筋机械的操作应符合《建筑机械使用安全技术规程》(JGJ33-2001)。3应有相应的安全技术操作规程,特种作业人员应进行培训后持证上岗。4各类操作人员应进行职业健康安全教育培训,培训合格后方可上岗操作。5配备必要的安全防护装备(防滑鞋、手套、工具袋等)并正确使用。6施工机械应有防护装置,应有可靠接地。7钢筋搬运过程中应注意安全保护,防止钢筋碰伤挤伤人。10质量记录本标准应形成以下质量记录:A2004钢筋加工检验批质量验收记录表C1401钢材出厂合格证、进场抽样复试报告汇总表C1402钢筋物理性能试验报告C1403钢筋焊接性能检验报告04-B1019施工技术交底记录以上记录按陕西省建筑工程质量验收配套表格中的表样填写。当建设工程监督单位另有要求时,可按规定执行。-11-'