


- 50.00 KB
- 7页
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'文件号平面法兰插条式连接复合风管对接口冷桥及漏风处理工艺标准修改状态0版本号2011共7页编制审核批准平面法兰插条式连接复合风管对接口冷桥及漏风处理工艺标准1.主题内容和适用范围本标准适用于各种采用新型复合风管的低、中、高压空调系统。2.施工准备施工前准备一整套专用施工工具,制作工作平台,确保材料工具、工作环境整洁干燥。对施工人员进行现场技术交底、安全交底。分解风管施工图,根据图纸及现场情况做好测量工作,确定风管各管段的位置,将风管系统拆解为直风管、弯头、变径、三通、四通等等;确定各风管所需封堵块的合理规格尺寸和数量,对个别的缺口尺寸还要对封堵块进行微割;在划线过程中应精确计算、合理地划线、切割下料是降低材料损耗的关键。3.调试工艺7
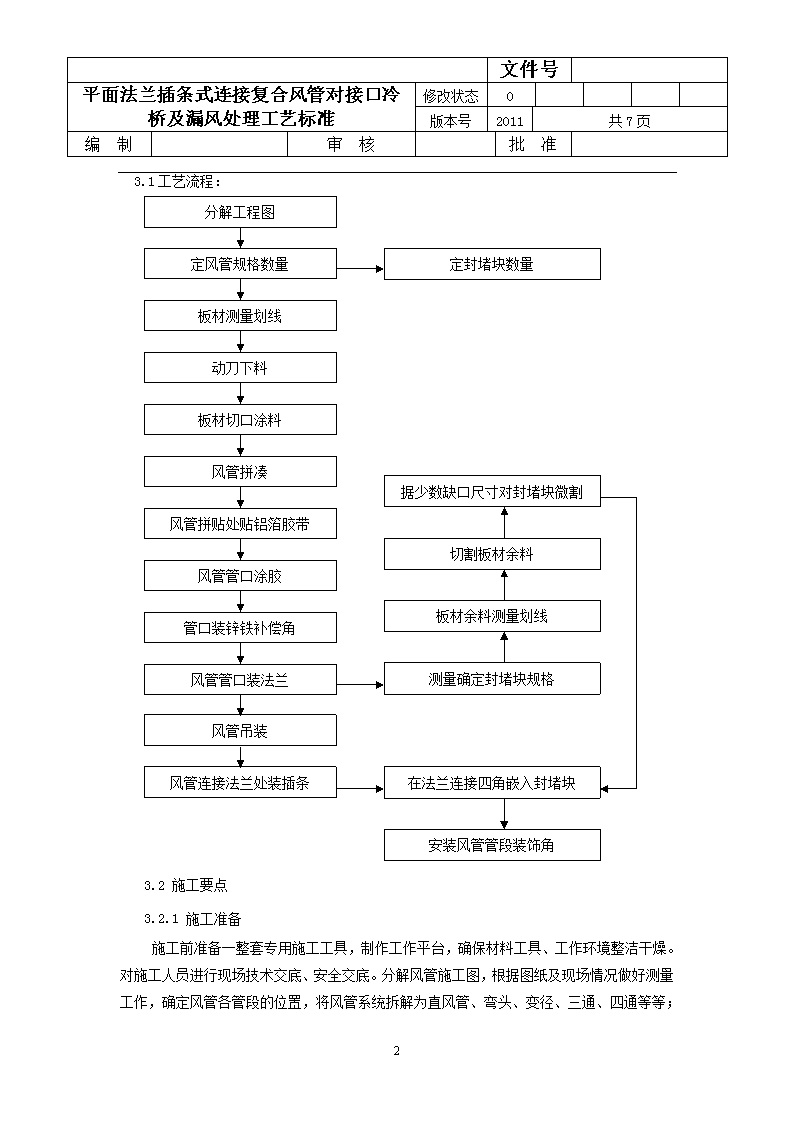
文件号平面法兰插条式连接复合风管对接口冷桥及漏风处理工艺标准修改状态0版本号2011共7页编制审核批准定封堵块数量据少数缺口尺寸对封堵块微割安装风管管段装饰角在法兰连接四角嵌入封堵块切割板材余料板材余料测量划线测量确定封堵块规格风管吊装风管连接法兰处装插条风管管口装法兰管口装锌铁补偿角风管管口涂胶风管拼贴处贴铝箔胶带风管拼凑板材切口涂料动刀下料板材测量划线定风管规格数量分解工程图3.1工艺流程:3.2施工要点3.2.1施工准备施工前准备一整套专用施工工具,制作工作平台,确保材料工具、工作环境整洁干燥。对施工人员进行现场技术交底、安全交底。分解风管施工图,根据图纸及现场情况做好测量工作,7
文件号平面法兰插条式连接复合风管对接口冷桥及漏风处理工艺标准修改状态0版本号2011共7页编制审核批准确定风管各管段的位置,将风管系统拆解为直风管、弯头、变径、三通、四通等等;确定各风管所需封堵块的合理规格尺寸和数量,对个别的缺口尺寸还要对封堵块进行微割;在划线过程中应精确计算、合理地划线、切割下料是降低材料损耗的关键。3.2.2封堵小块的制作安装1.板材测量划线一般复合板材供货尺寸为4000×1200×20㎜及2000×1200×20㎜(长×宽)两种,根据工程实际所需封堵小块的规格20×20×16㎜(长×宽×高)进行放样划线,在不计损耗的情况下一块2000×1200㎜规格的板材可以制作成7500个封堵小块。而现场制作风管本体过程中往往会余下相当的余料,平面法兰连接处冷桥处理的施工仅仅利用余料制作的封堵块便足够满足风管缺口的数量了。制作风管本体划线、切割过程要精确计算测量,拼装风管注意不要歪曲变形,避免使风管法兰连接处的四角规格误差太大,便于封堵块的统一切割制作,板材余料划线时检查是否正确,板材有否损坏。2.动刀下料检查刀具刀片安装是否牢固。检查刀片伸出高度是否符合要求。直刀刨刀片伸出高度应能切断板材,不伤桌面地毯;将板材放置在工作台上,方铝合金靠尺平行固定在恰当位置。手持刀具,将刀具基准边靠紧方铝合金靠尺,刨面压紧板材,刀具基准线对准放样线,向前推或向后拉刀具,直刀刨将板材切断;单刀刨将板材切边;切割时刀具要紧贴靠尺以保证切口平直并防止切割尺寸误差。3.镶嵌封堵小块在风管管段装饰角安装之前,将切割成小块的封堵板材镶嵌到风管法兰连接处的缺口处,镶嵌的时候不可大力或者用锤子敲打,以免封堵材料碎裂,影响效果。这样缺口就被填充的十分饱满,无需再进行打胶和其他处理,降低了工作量和工作强度。而且便于检修的时候进行拆卸。4.风管管段装饰角的装配封堵块镶嵌完毕后,在法兰接口处安装复合风管专用的辅件,风管管段装饰角。安装装饰角与镶嵌封堵应为同一人操作,安装装饰角前要求必须先嵌入封堵小块,该施工步骤不会遗漏镶嵌封堵小块的工序。很好的消除了原来传统的打胶、贴铝箔等做法复杂繁琐的操作步骤,克服了容易发生遗漏点的通病。4.材料及机具4.1材料要求4.1.17
文件号平面法兰插条式连接复合风管对接口冷桥及漏风处理工艺标准修改状态0版本号2011共7页编制审核批准复合风管选用的保温材料(挤塑、酚醛、玻纤等),都具有材质轻、防潮、导热系数低、良好的阻燃性能能优点。4.1.2辅助材料1.PVC连接件:平面PVC接口法兰(20mm)、U型PVC法兰(20mm)、90°直角PVC法兰(20mm)、工字型胶质插条、封口胶角,PVC连接件的燃烧性能应达到难燃B1级等级。2.铝合金连接件:U型铝质法兰(20mm)、H型铝质法兰(20mm)、F型铝质法兰(20mm)、铝质保护碟(垫片)、连接加固卡。3.锌铁补偿角、圆形固定支撑、吊码、专用胶水、密封胶、铝箔胶带,制作支吊架的各种型钢与辅件应经防腐处理。4.1.3辅材配比见表4.1.3。表4.1.3风管制作安装辅材配比表品名规格单位数量平面法兰4米/条米1.2U型法兰4米/条米0.1890°直角法兰4米/条米0.16工字型胶质插条4米/条米0.68铝箔胶带10米/卷卷0.16锌铁补偿角个个3.6封口胶角个个1.8专用胶水公斤公斤0.17密封胶支支0.18F型铝质法兰6米/条米吊码个个原型固定支撑米米连接加固卡个个铝质保护碟(垫片)个个自制封堵块20×20×16㎜(长×宽×高)个根据实际需求说明:1.此表仅供参考,且以1平方米板材为计算基础。2.参照图纸应考虑5~10%的损耗率。4.2施工机具4.2.1主要施工机具见表6.3.1。7
文件号平面法兰插条式连接复合风管对接口冷桥及漏风处理工艺标准修改状态0版本号2011共7页编制审核批准7
文件号平面法兰插条式连接复合风管对接口冷桥及漏风处理工艺标准修改状态0版本号2011共7页编制审核批准表4.2.1主要施工机具主要机具数量备注刨刀双刀刨两把、单刀刨两把直刀刨双刀刨和单刀刨主要是用来切割“V”型槽口,直刀刨用来切割板材。铝合金方钢尺两把用于在板材上划线,以保证下料的准确性。铝合金方钢角尺两把用于在板材上划线,以保证下料的准确性。折弯机一台用来加工弯头或三通等特殊管段时,用来制作弯曲的一面。塑料刮板两个用来将粘贴的铝箔胶带压平整,使风管外观更趋完美。手枪钻拉铆枪各一把-铝合金切割机一台-砂轮切割机一台-4.2.2其他施工机具1.工作台(2.5米~4米长、1.2米~1.5米宽)2.长、短密封胶枪、裁刀、3米卷尺和毛刷3.木锤、圆周规5.安全环保措施5.1认真贯彻“安全第一,预防为主”的方针,根据国家有关规定、条例,结合施工单位实际情况和现场的具体情况,组成安全员为主的安全生产管理网络。规范安全技术交底制度,将交底落实到每个作业人员。5.2施工现场的临时用电严格按照《施工现场临时用电安全技术规范》的有关规范规定执行,电气设备和电气线路必须绝缘良好,场内架设的电力线路必须规范设置。5.3采用电动工具和机械设备时,应保证线路绝缘并带漏电保护器。(额定漏电动作电流值应符合临电规范)5.4切割封堵铝箔复合板时,无关人员应远离工作平台,操作人员应佩戴好操作手套,防止被划伤。5.57
文件号平面法兰插条式连接复合风管对接口冷桥及漏风处理工艺标准修改状态0版本号2011共7页编制审核批准组装风管应用冲尖撬正,严禁用手指触摸。高空安装风管必须搭设双梯,所有工具应放入工具袋内。5.6在施工过程中严格遵守国家和地方政府下发的有关环境保护的法律、法规和规章,加强对现场工程材料监督管理,加强对建筑生产垃圾的控制处理,保持施工场地整洁文明。5.7利用风管本体制作切割的余料作为封堵快的制作材料,即节约了材料成本,也大大减少了废料的排放。5.8风管粘合所使用的胶粘剂为风管专用胶,挥发的气体低于国家有关规定的要求。减少玻璃胶的使用量,从而减少了有害气体的挥发。5.9封堵铝箔复合板切割后,剩余的余料应统一堆放。废弃的材料应根据当地相关要求进行无危害统一处理。7'
您可能关注的文档
- 工艺工法qc变电站铝合金门窗工程施工工艺标准
- 工艺工法qc坡道施工工艺标准及施工要点
- 工艺工法qc大桥工程混凝土连续箱梁满堂支架现浇施工工艺标准
- 工艺工法qc变电站工程墙体及抹灰工程施工工艺标准
- 工艺工法qc变电站砖砌电缆沟施工工艺标准
- 工艺工法qc塑钢门窗安装施工工艺标准及施工要点
- 工艺工法qc外墙真石漆施工工艺标准及施工要点
- 工艺工法qc外墙涂料墙面施工工艺标准及施工要点
- 工艺工法qc城镇道路工程路基土方开挖施工工艺标准
- 工艺工法qc广场地面(含细石混凝土、透水砖)工艺标准及施工要点
- 工艺工法qc屋面防水工程施工工艺标准及施工要点
- 工艺工法qc建筑工程内墙涂料墙面施工工艺标准
- 工艺工法qc建筑工程内墙贴瓷砖墙面施工工艺标准
- 工艺工法qc室外水泥砂浆抹灰工程施工工艺标准
- 工艺工法qc干粘石抹灰工程施工工艺标准
- 工艺工法qc地漏及卫生器具安装施工工艺标准
- 工艺工法qc干粘石墙面施工工艺标准及施工要点
- 工艺工法qc成都大型客运站工程墙体钢筋施工工艺标准