


- 12.70 MB
- 19页

- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'风力发电机组塔架法兰的组装和焊接施工工法1前言风电塔筒系圆锥筒形焊接结构件,分段制造,每段高度在十几米至三十几米,每段节间采用连接法兰连接,顶部安装风力发电机。风电塔筒制造难点在于解决各段连接法兰之间的平面度、平行度与焊接变形之间的矛盾。本工法总结了甘肃白银平川捡财塘45MW风电特许项目发电机组30套塔筒制造过程中,对法兰组装精度控制和焊接变形控制的成功经验,可在今后类似工程的施工中加以推广应用。1.塔筒概述 风电塔筒就是风力发电的塔杆,在风力发电机组中主要起支撑作用,同时吸收机组震动。 海风风电塔筒风电塔筒的生产工艺流程一般如下:数控切割机下料,厚板需要开坡口,卷板机卷板成型后,点焊,定位,确认后进行内外纵缝的焊接,圆度检查后,如有问题进行二次较圆,单节筒体焊接完成后,采用液压组对滚轮架进行组对点焊后,焊接内外环缝,直线度等公差检查后,焊接法兰后,进行焊缝无损探伤和平面度检查,喷砂,喷漆处理后,完成内件安装和成品检验后,运输至安装现场。2工法特点2.0.1流水线作业形式,胎膜具的合理设计,大大提高了法兰组装精度。2.0.2具备可操作性,减轻劳动强度,提高劳动效率,满足现代化工程需要,提高制造单位竞争优势,体现了标准工艺的先进性和科学性。3适用范围本工法适用于各类风电塔筒制造过程中的法兰组装和焊接,对塔筒整体制造19
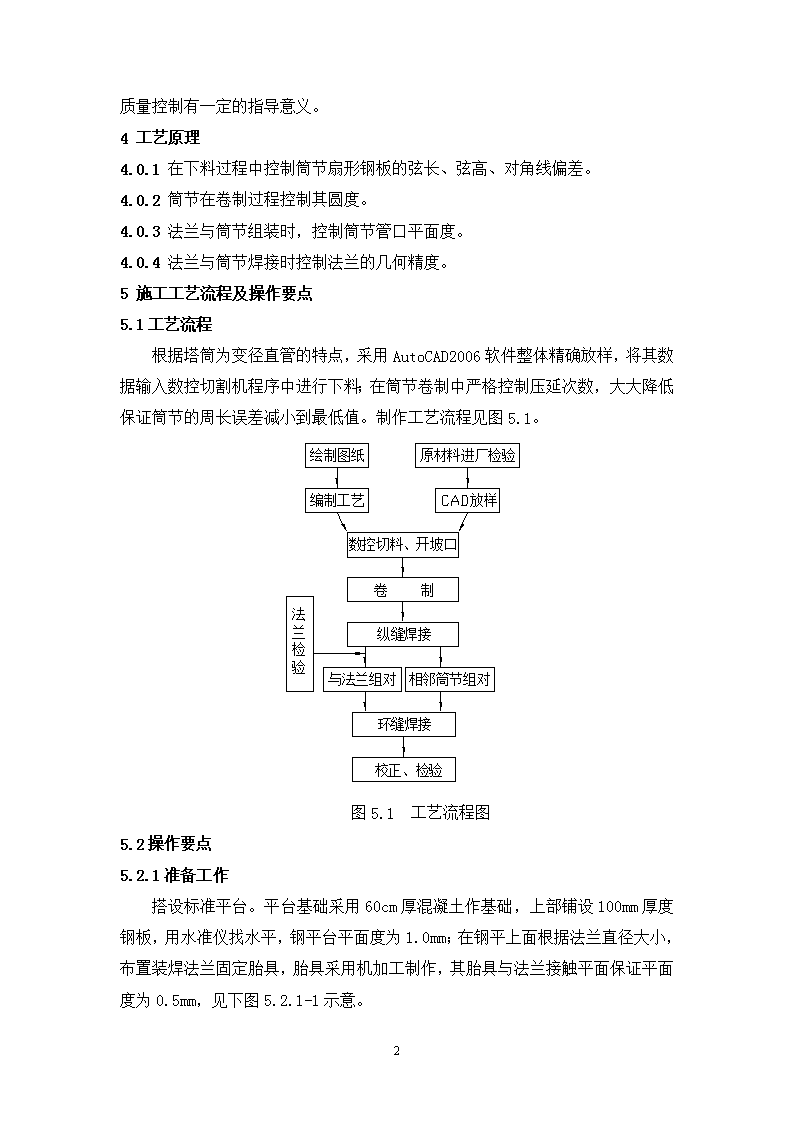
质量控制有一定的指导意义。4工艺原理4.0.1在下料过程中控制筒节扇形钢板的弦长、弦高、对角线偏差。4.0.2筒节在卷制过程控制其圆度。4.0.3法兰与筒节组装时,控制筒节管口平面度。4.0.4法兰与筒节焊接时控制法兰的几何精度。5施工工艺流程及操作要点5.1工艺流程根据塔筒为变径直管的特点,采用AutoCAD2006软件整体精确放样,将其数据输入数控切割机程序中进行下料;在筒节卷制中严格控制压延次数,大大降低保证筒节的周长误差减小到最低值。制作工艺流程见图5.1。图5.1工艺流程图5.2操作要点5.2.1准备工作搭设标准平台。平台基础采用60cm厚混凝土作基础,上部铺设100mm厚度钢板,用水准仪找水平,钢平台平面度为1.0mm;在钢平上面根据法兰直径大小,布置装焊法兰固定胎具,胎具采用机加工制作,其胎具与法兰接触平面保证平面度为0.5mm,见下图5.2.1-1示意。19
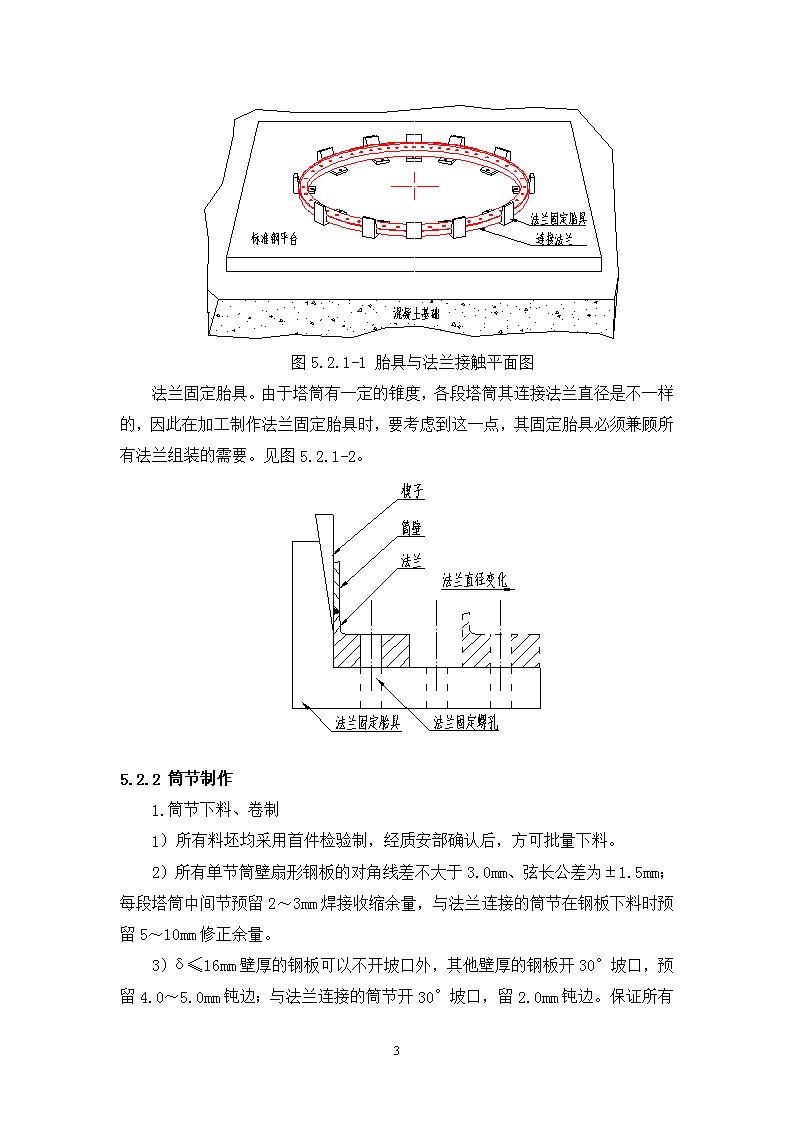
图5.2.1-1胎具与法兰接触平面图法兰固定胎具。由于塔筒有一定的锥度,各段塔筒其连接法兰直径是不一样的,因此在加工制作法兰固定胎具时,要考虑到这一点,其固定胎具必须兼顾所有法兰组装的需要。见图5.2.1-2。5.2.2筒节制作1.筒节下料、卷制1)所有料坯均采用首件检验制,经质安部确认后,方可批量下料。2)所有单节筒壁扇形钢板的对角线差不大于3.0mm、弦长公差为±1.5mm;每段塔筒中间节预留2~3mm焊接收缩余量,与法兰连接的筒节在钢板下料时预留5~10mm修正余量。3)δ≤16mm壁厚的钢板可以不开坡口外,其他壁厚的钢板开30°坡口,预留4.0~5.0mm钝边;与法兰连接的筒节开30°坡口,留2.0mm钝边。19
保证所有切割面切割后光滑,避免出现缺肉情况,清理切割飞溅及氧化皮等。4)按滚压线进行筒节卷制,卷制过程中注意清理板面及卷板机上下辊,防止因氧化铁等杂物压伤板材;对接后进行打底焊,打底焊采用CO2气体保护焊,其焊缝应规整、均匀,焊后及时清理焊接飞溅等;开坡口管节在管内壁打底焊,不开坡口的管节在管外壁打底焊。5)相邻筒节的组对,纵缝错位180°。环缝对接前应进行管口平面度修整,满足技术要求后方能对接,对接时控制环缝间隙均匀,并检查管节对接的素线长度、对角线偏差值满足要求,以保证上下管口的平面度、同轴度。6)纵、环缝焊接按照焊接工艺评定执行。2.法兰与相邻筒节(见图5.2.2-1)图5.2.2-1法兰与相邻筒节1)将法兰固定在标准平台胎具内。用工艺螺栓使之与胎具固定牢靠、紧密,检查法兰颈的平面度。2)吊入筒节与法兰颈对接。对接前应检查筒节的圆度、管口平面度和周长,保证筒节与法兰周长差不大于3.0mm;对接时在筒内钢平台上焊接挡块,通过楔子微调其少量错台和不圆度,并保证其对接间隙均匀,且不大于2.0mm。见上图4-2~3。3)组对后进行CO2气体保护打底焊,打底焊采取等距分段打底法,即断续、对称焊接,直至整条环缝打底完成,其焊19
缝应规整、均匀,焊后及时清理焊接飞溅等。3.相邻段筒节法兰1)根据塔筒制造质量要求,连接法兰只允许内凹,而不允许内翘,见下图5.2.2-2要求。为控制焊接变形,法兰与筒节焊接前,先将相邻法兰组合,用工艺螺栓把紧,注意把紧螺栓的松紧度,随时把紧螺栓。2)为保证法兰焊接后满足塔架制造技术条件要求,连接法兰把紧时加厚度为3.0~3.5mm垫片进行焊接变形控制,垫片数量至少为12个,按法兰内圆圆周均布;顶法兰把紧时加厚度2.0mm垫片进行焊接变形控制,垫片数量至少为8个,按法兰内圆圆周均布;法兰把紧应对称、均匀施力,同时法兰外缘结合严密。(见图5.2.2-3)。图5.2.2-2图5.2.2-34.分段筒节与法兰节1)组装方法。分段筒节与法兰节采取平卧组装,在可调式防窜滚轮台架上进行;组装前认真测量管口周长,用激光找中仪检查组装端口的平面度公差,用角磨机进行修整,使端口平面度控制在1.5mm以内;用水准仪调平分段筒节轴线,检查法兰节端面与分段筒节轴线的垂直度、螺栓孔位置度满足要求;为了平面度控制方便、快捷,在两端口处设置平行基准面,用激光找中仪测距,使两平行基准面平行度为0.5mm19
;基准平行面可以制作成滑移式轨道,以满足不同长度的分段节测量需要,同时也便于与法兰接触,直观的反映出法兰平行度误差,便于校正。具体见图5.2.2-4示意。图5.2.3-42)法兰节与分段筒节自然状态下组装,避免强行组装;通过管口内米支撑调节圆度,控制法兰节组装变形及对接错边量,并保证组装焊缝间隙均匀在2.0mm以内。3)组装后进行CO2气体保护打底定位焊,其打底方法同上所述。定位焊后,对单段筒节两端法兰的平面度、圆度以及两法兰端面的平行度、同轴度进行检验,如不符合规定要求,进行调整直至符合规定要求。5.2.3焊接1.焊接前对焊缝坡口及焊缝周围进行清理。2.塔筒焊接。焊道打底采用CO2气体保护焊,以减少热应力变形。正式焊接均采用埋弧自动焊。根据板厚及坡口大小,严格按照成熟的焊接工艺评定参数、焊层道数、电压、电流及焊接速度等参数操作。3.通过参考基准平行面,密切关注端面法兰变形情况,可以快捷的分析导致变形的应力点,为调整和控制变形提供依据。每条(道)环缝要一次焊接完成,保证受热均匀,避免产生新的应力变形。5.2.4检验1.严格按照塔筒制造技术协议进行检验。检查法兰焊接变形,分段塔筒两端连接法兰焊接变形控制在0mm~-1.5mm;顶部法兰焊接变形控制在0mm~-0.5mm。2.由于法兰在采购订货时的厚度为+3/+1,因此,对于局部微量超差,可用角磨机或自制动力头铣面机找正。6材料与设备6.1材料19
塔筒材料应符合相关技术参数。甘肃白银平川捡财塘45MW风电特许项目发电机组30套塔筒主要材料见表6.1。表6.1塔筒主材表编号项目技术参数和规格备注1塔体材料S355J2G3(1.0570)EN10025-3.1B/EN10204中国钢材Q345D31J@-20℃2法兰材料S355NL-Z25EN10025-3.1B/EN10204中国钢材Q345E-Z2531J@-40℃3法兰成型工艺环形锻造4法兰剖面形状倒L字型6.2设备塔筒制造施工中的设备配置见表6.2-1~表6.2-2表6.2-1塔筒制造施工的设备配置表序号设备名称规格型号单位数量1卷板机30×3000台12龙门吊MQ40/42台13龙门吊QM2×5/22台14汽车吊QY25台15可控硅焊机ZX7-630台26全自动逆变埋弧焊机MZ-1000型台57逆变焊机ZX5-400台88数控切割机SQG-4000型套29载重汽车8T台110焊剂烘烤箱80×80×100(cm3)台111焊剂筛选机台112碳弧刨枪JG-2只213可调式防窜滚轮架ZT-30套214可调式防窜滚轮架ZT-50套115空压机12m3台116角向磨光机φ125台1517磁力钻角向磨光机台1表6.2-2塔筒检测设备配置表序号设备名称规格型号数量主要技术性能1数字超声波探伤仪PXUT/2301工作频率0.5-20MHz2激光几何测量系统Easy-LaserD600+1测量距离40m、泛泰克斯3X射线探伤仪XXQ-3005G1最大穿透板厚70mm4磁粉探伤仪DA-400S119
5交流微型磁粉探伤仪CJX-220E1220V2.6A6湿膜测厚仪TI-1827磁性涂层测厚仪CTG-102测量范围0-1000μm误差±(1-3)%H内置打印机8涂层测厚仪SCS-32测量范围0-1000μm9裂纹测探仪L-S3210恒温自动洗片机HK-Ⅳ111X光底片干燥箱FXJP212大型金相显微镜XJG-05型113抛光机P—1114万能材料试验机WE-601最大夹持板厚30mm,宽度80mm15冲击试验机JB-30A1冲击能量30kg·m,冲击速度5m/s16硬度测试仪HR-1501负荷级数60,100,150kg17硬度测试仪HB-3001负荷级数250,750,1000,3000kg18化学测试设备1套19表面粗造度测试仪TH0202精度0.002mm英国产20温湿度仪WE-1330521涂层附着力画格器CATES1500122水准仪AT-G36S3级(拓普康公司TOPCON)7质量控制7.1制造过程中主要质量控制1.材料采购时审查法兰、钢板等的理化报告,以及钢板厚度、法兰几何尺寸。2.法兰制造和探伤符合图纸和技术协议,检验法兰加工面精度、孔节圆直径偏差、厚度偏差和其他尺寸记录。3.下料后扇形钢板的弦长。4.钢板卷制后的圆度。5.法兰与相邻筒壁装焊后尺寸,变形、焊后余量预留情况。6.检验单节筒壁直缝焊接质量;检验分段筒壁环缝焊接质量,以及几何尺寸控制情况。7.法兰与分段筒壁装焊后尺寸,以及焊接变形控制、整体几何尺寸情况。7.2检验控制19
在实际制造前,应根据用户、设计和本单位三方技术协议和质量控制大纲,编制切实可行的检验计划,检验计划必须涵盖和贯穿材料的采购、下料、卷制、焊接、组装等制造全过程。主要控制见图7.2-1~图7.2-3。8安全措施8.0.1筒节端口打磨修正时,应注意周围环境,无关人员应远离工作平台。8.0.2筒节与法兰组装时,锤击楔子时应注意伤手和划伤管壁,同时应注意用龙门吊固定内米支撑,防止滑落伤人。8.0.3吊装塔筒时,应设立安全警戒线,使人与塔筒保持安全距离。8.0.4焊接塔筒外环缝时,应将工器具放置在操作平台工具袋内,不得随身携带,以防跌落伤人。8.0.5采用电动工具和机械设备时,应保证线路绝缘并带漏电保护器(额定漏电动作电流值应符合临电规范)。8.0.6临时用电应符合《施工现场临时用电安全技术规范》的有关规定。图7.2-119
图7.2-2图7.2-39环保措施9.0.1严格执行国家有关法规、法令,保证国家和地方有关环境保护的法律法规及合同条款在施工期得到有效执行。强化建设“三同时”检查力度。定期检查工区环境保护设施(工程)与主体工程是否同时设计,污染处理设施的设计是否合理,做到心中有数,及时发现。9.0.2加强对雇员的环境保护教育,提高环境保护意识,杜绝“先破坏、后治理”的思想。9.0.2通过排污申报登记、监督检查等措施,对环保措施落实情况进行全方位监管,及时掌握污染情况,防止施工弃碴(如焊渣等)等阻碍施工区内的河、沟渠等水道,造成水土流失加剧。9.0.319
工地施工现场和生活区布置足够的临时卫生设施。及时清理生产、生活垃圾,并将其运至指定的地点,进行掩埋处理,以保持施工现场和生活区的环境卫生。9.0.4严格控制施工噪声,在晚21时30分至第二日7时前,禁止进行用大锤敲打等板金作业。10经济效益分析目前我国风电装机容量达260万千瓦,预计到2010年我国风电装机容量将达到500万千瓦,2015年达到1000万千瓦,2020年达到3000万千瓦。由此,2010年具备2兆瓦级机组塔筒1000套的制造生产能力,2015年具备3~5兆瓦级机组塔筒的2000套的制造生产能力。市场前景非常乐观,发展潜力巨大。法兰组装平台、塔筒对装胎架的使用对提高工效有明显作用。在对装胎架上筒节组对检验合格后马上就可以进行环缝焊接,不用再吊装挪动。塔筒法兰组装、焊接变形与总拼后整体塔筒直线度,即与控制连接法兰平行度和平面度之间的矛盾,一直是塔筒制造质量和制造功效的瓶颈,本工法较好的解决了这一矛盾,使塔筒制造效率得到很大的提高。国投甘肃白银平川捡财塘45MW风电场风力发电机组30套塔架的制作中,经过工艺措施的改进,塔筒生产强度由的每月生产5~6套增加到每月11套,并且制造质量优良,特别是在对法兰组装精度控制和焊接变形控制方面,取得了好的成绩,保证了出厂产品100%的合格率。且缩短了工期,取得了很大的经济效益,经与合同部共同核算,该工艺在本工程中取得了效益280万元。在国投酒泉第一风电有限公司的瓜州北大桥东风电厂33套塔架的制作中,由于采用了我分局在甘肃白银平川捡财塘风力发电机组塔架制作的成功工艺,塔筒生产强度每月达12套,并且制造质量优良,特别是在对法兰组装精度控制和焊接变形控制方面,同样取得了好的成绩,保证了出厂产品100%的合格率。且缩短了制造工期,取得了很大的经济效益,经与合同部共同核算,该工艺在本工程中取得了效益430万元。在本工法中,包含了一项工艺发明专利,在以后的风电塔筒制造中,将会发挥更大的作用,产生更大的经济效益。11应用实例11.0.1应用工程名称:45MW风电特许项目风力发电机组塔架。地点:甘肃白银平川捡财塘。19
开竣工时间:2007年11月至2008年6月。11.0.2瓜州北大桥东风电厂33套塔架的制作地点:甘肃酒泉。开竣工时间:2009年7月至2009年11月。甘肃白银平川捡财塘45MW风电特许项目发电机组33套、瓜州北大桥东风电厂33套共7000吨的塔筒制造,塔筒系圆锥筒形焊接结构件,分段制造。制造在下料,卷制、对装、焊接、总装、防腐工艺过程中采用流水线作业形式,胎膜具的合理设计,大大提高了法兰组装精度,缩短了对装操作时间。该工艺具备可操作性,减轻劳动强度,提高劳动效率,满足现代化工程需要,提高制造单位竞争优势,体现了标准工艺的先进性和科学性。实景效果照片:图11-1~2。19
图11.1水电三局白银风电设备制造厂图11.2塔筒制造中的数控下料19
图11.3进行法兰平面度的检查图11.4纵缝焊接19
图11.5节间法兰埋弧自动焊接图11.6塔筒节间组装专用工装平台19
图11.7塔筒节间组装图11.8组装完成待整体焊接19
图11-9防腐前整体组装验收图11.10防腐后的塔筒外观19
图11.11防腐后的塔筒内壁图11.12风电机组安装19
图11.13白银风电筒制造首件验收会场图11-14投运后的白银捡财塘风电机组19'
您可能关注的文档
- 变截面曲线桥贝雷梁支架施工工法
- 板式无碴轨道ca砂浆施工工法
- 21-50公路曲线预应力混凝土连续箱梁导梁吊架悬臂灌筑施工工法
- 奈普顿聚合物泥浆(泥浆粉)在旋挖钻机泥浆护壁灌注桩中的施工工法
- 大型储罐的施工工法
- 简支变连续梁砂筒临时支座的施工工法1
- 现浇混凝土板梁施工工法
- 深水条件下大面积水下开挖施工工法2
- 清水混凝土防火墙施工工法
- 边坡预应力高强钢筋锚杆施工工法
- 5.合成高分子防水卷材冷粘法施工工法
- 工艺工法qc黑龙江铁路工程路基基床表层级配碎石填筑施工工法(中铁)
- 聚丙烯纤维混凝土施工工法_secret
- 建筑工程系列:石质渠段渠坡混凝土衬砌施工工法
- 玻璃-穿孔铝板双层幕墙施工工法
- 官地水电站大坝rcc施工工法
- 地下室钢筋砼墙体清水砼模板工程施工工法
- 工程建设施工工法编写与应用[1]