


- 75.25 KB
- 5页
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
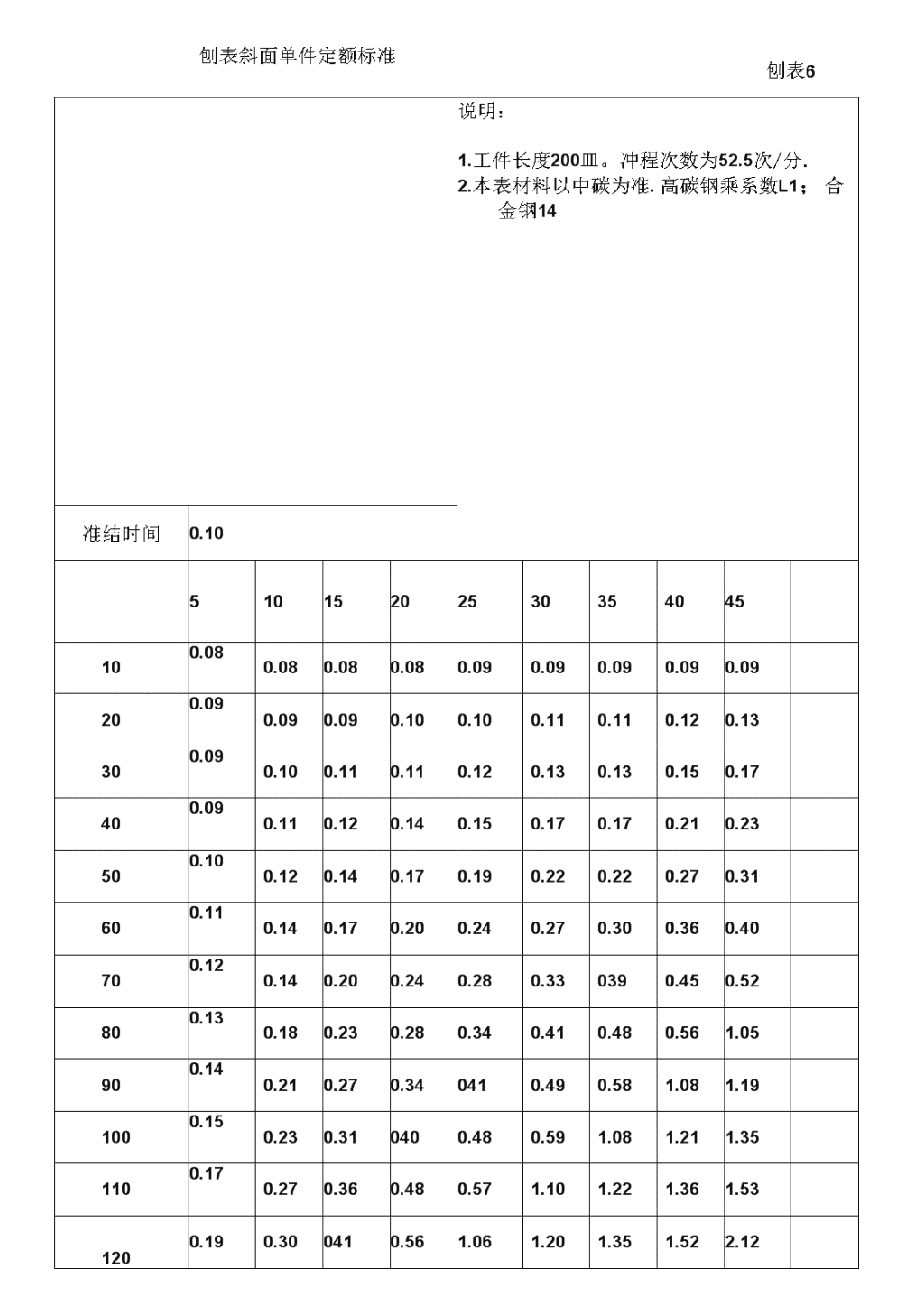
'刨表斜面单件定额标准
说明:1.工件长度200皿。冲程次数为52.5次/分.2.本表材料以中碳为准.高碳钢乘系数L1;合金钢14准结时间0.1051015202530354045100.080.080.080.080.090.090.090.090.09200.090.090.090.100.100.110.110.120.13300.090.100.110.110.120.130.130.150.17400.090.110.120.140.150.170.170.210.23500.100.120.140.170.190.220.220.270.31600.110.140.170.200.240.270.300.360.40700.120.140.200.240.280.330390.450.52800.130.180.230.280.340.410.480.561.05900.140.210.270.340410.490.581.081.191000.150.230.310400.480.591.081.211.351100.170.270.360.480.571.101.221.361.531200.190.300410.561.061.201.351.522.12刨表6刨表斜面单件定额标准
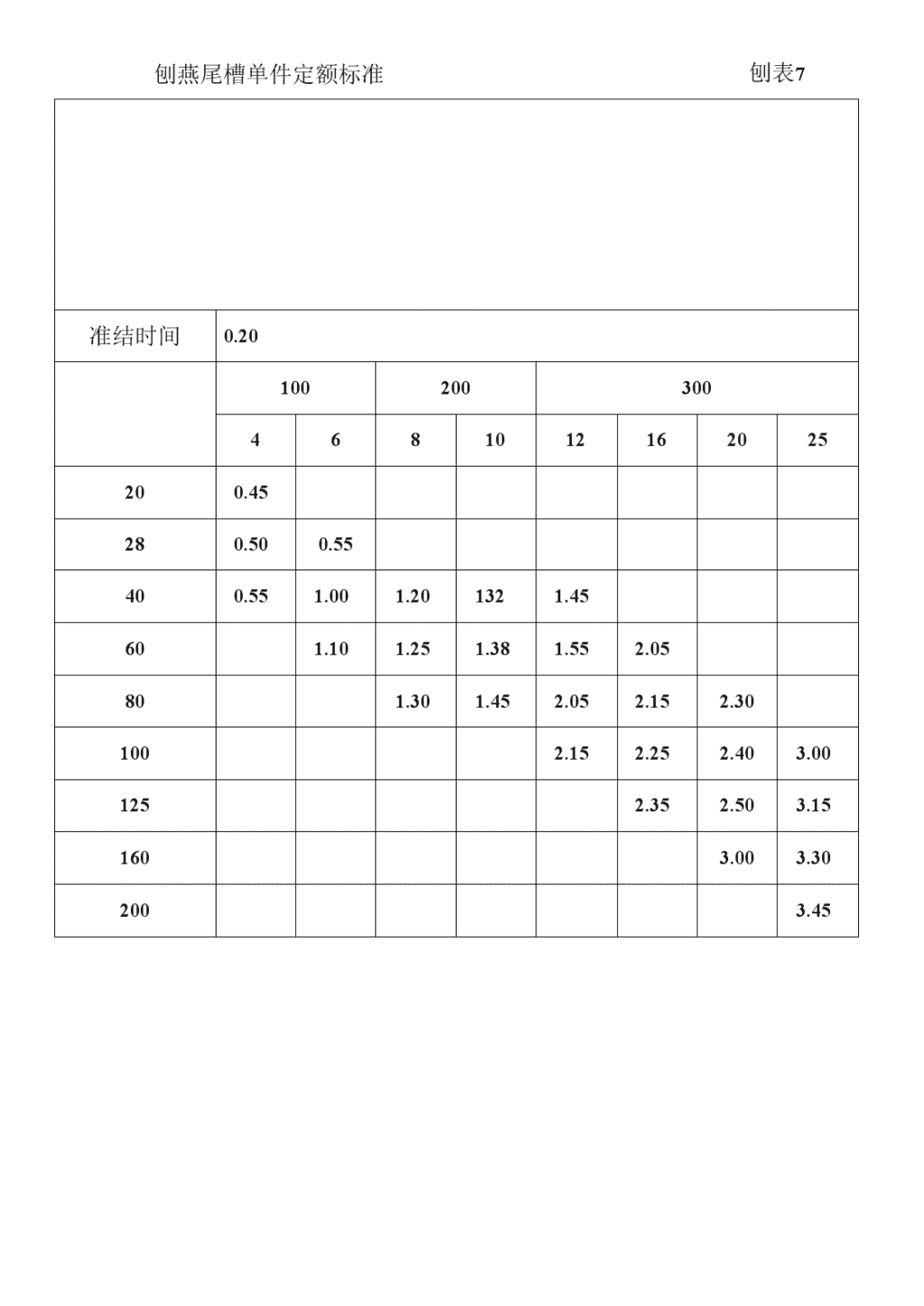
准结时间0.201002003004681012162025200.45280.500.55400.551.001.201321.45601.101.251.381.552.05801.301.452.052.152.301002.152.252.403.001252.352.503.151603.003.302003.45刨燕尾槽单件定额标准刨表7
说1.表内工时包括刨槽.刨燕尾和刨清角槽的时间.2.本表工时按规定60。燕尾槽制定,小于60。者可适当增加工时.3.本表工时按低碳钢制定,铸铁乘系数0.8;高碳钢1.24.加工要求;留磨量,光洁度V5六.车床车床定标准说明L加工。30以下的工件,采用高速钢刀,加工,30以上的工件,采用硬质合金刀.2.加工余量在工作5mm以内的,一般采用粗车2,精车1刀,加工余量在5-10mm的,一般采用粗车3刀,若加工余量超过此规定,则按吃刀深t计算走刀次数.3.除表16除外,加工材料都以中碳钢为准,有色金属系数0.7;铸铁0.8;高碳钢l.l;CrWMnl.3;Crl2,高速钢和不锈钢154,批量修正系数:5一・・20件为0.85;20…・・100件为0.75.查表举例:1)车外元。40X502)车螺纹M35X203)车内孔。25X50车表40.15托入法车表60.16杆入法车表50.17托入法4)调头车端面车表2车表100.01+0.02=0.03合计准结0.10准结0・07(按50%)准结0・07(按50%)准结0.24车床准结时间标准车表1序号工作内容时间(分/秒)1接受任务,熟悉签纸工艺2.00——6.002检查毛胚尺寸0.30---1.003借还工具2.00---4.004车锥体时调整尾座3.00---4.005车锥体时调整小拖板1.00---3.00
6上顶尖(一端)0.307安装中心架或跟刀架6.00••一10.008更换夹头3.00••一10.009安装23把刀具2.0010安装花盘和角铁15.00--20.0011变换转速及进给量0.1212车螺纹时更换齿轮(不包括计算挂轮)3.00--5.0013填写工时记录,交验工件2.00--4.0014三爪正反变换3.0015四爪正反变换4.00'
您可能关注的文档
- 用水定额标准x
- 《劳动标准》劳动定额标准部分[1]2
- 土地开发整理项目预算定额标准课程.ppt
- 土地开发整理项目预算定额标准培训.ppt
- 农业及农村生活用水定额标准
- DB4201∕T 638-2020 武汉市公共机构能耗定额标准(武汉市)
- 工厂物料损耗定额标准
- 工时定额标准
- 冶金部劳动定额标准
- 基本医疗保险门诊特殊疾病病种定额标准
- GB∕T 40498-2021 公共机构能耗定额标准编制通则
- 焊接材料消耗定额标准2
- 农业及农村生活用水定额标准(年值)
- DB23∕T 2733—2020 黑龙江省公共机构能耗定额标准(黑龙江省)
- DB37∕T 2671-2019 教育机构能源消耗定额标准(山东省)
- DB37∕T 2672-2019 党政机关能源消耗定额标准(山东省)
- DB37∕T 2673-2019 医疗机构能源消耗定额标准(山东省)
- DB37∕T 3781-2019 政务服务中心能源消耗定额标准(山东省)