


- 764.00 KB
- 13页
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'焊接材料消耗定额标准Q/HZMB103-79二零零四年十月
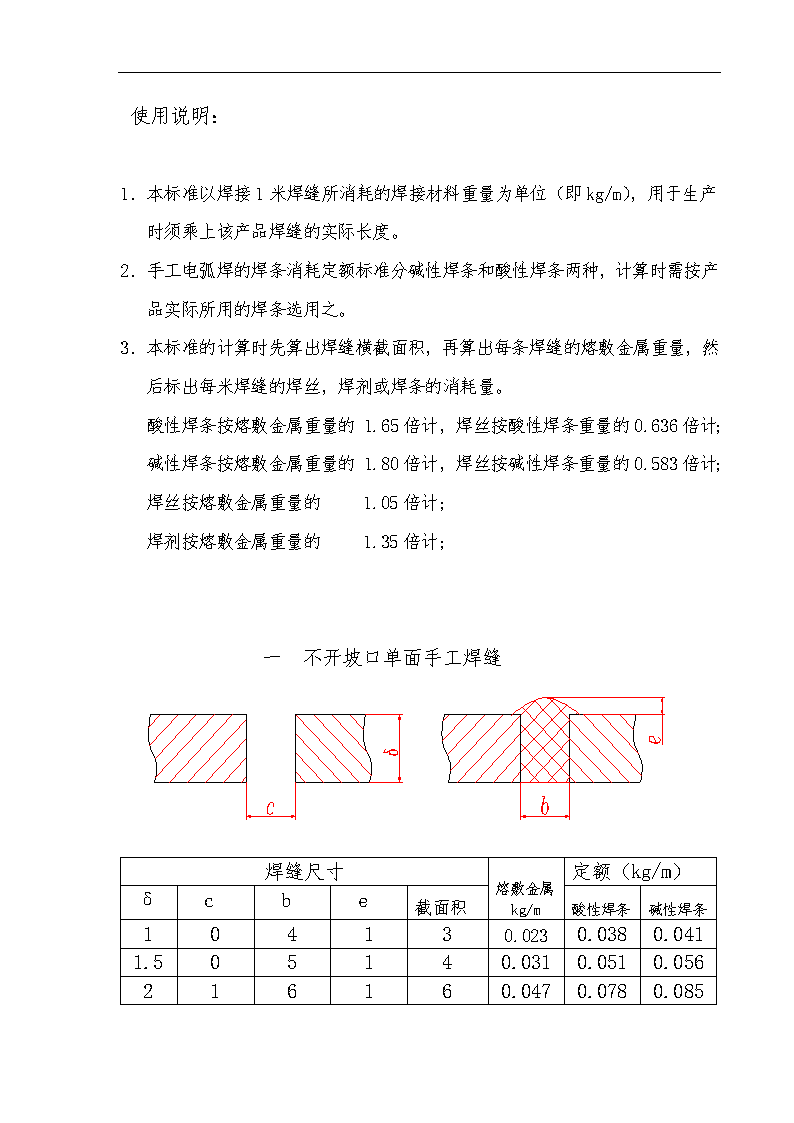
使用说明:1.本标准以焊接1米焊缝所消耗的焊接材料重量为单位(即kg/m),用于生产时须乘上该产品焊缝的实际长度。2.手工电弧焊的焊条消耗定额标准分碱性焊条和酸性焊条两种,计算时需按产品实际所用的焊条选用之。3.本标准的计算时先算出焊缝横截面积,再算出每条焊缝的熔敷金属重量,然后标出每米焊缝的焊丝,焊剂或焊条的消耗量。酸性焊条按熔敷金属重量的1.65倍计,焊丝按酸性焊条重量的0.636倍计;碱性焊条按熔敷金属重量的1.80倍计,焊丝按碱性焊条重量的0.583倍计;焊丝按熔敷金属重量的1.05倍计;焊剂按熔敷金属重量的1.35倍计;一不开坡口单面手工焊缝焊缝尺寸熔敷金属kg/m定额(kg/m)δcbe截面积酸性焊条碱性焊条104130.0230.0380.0411.505140.0310.0510.056216160.0470.0780.085
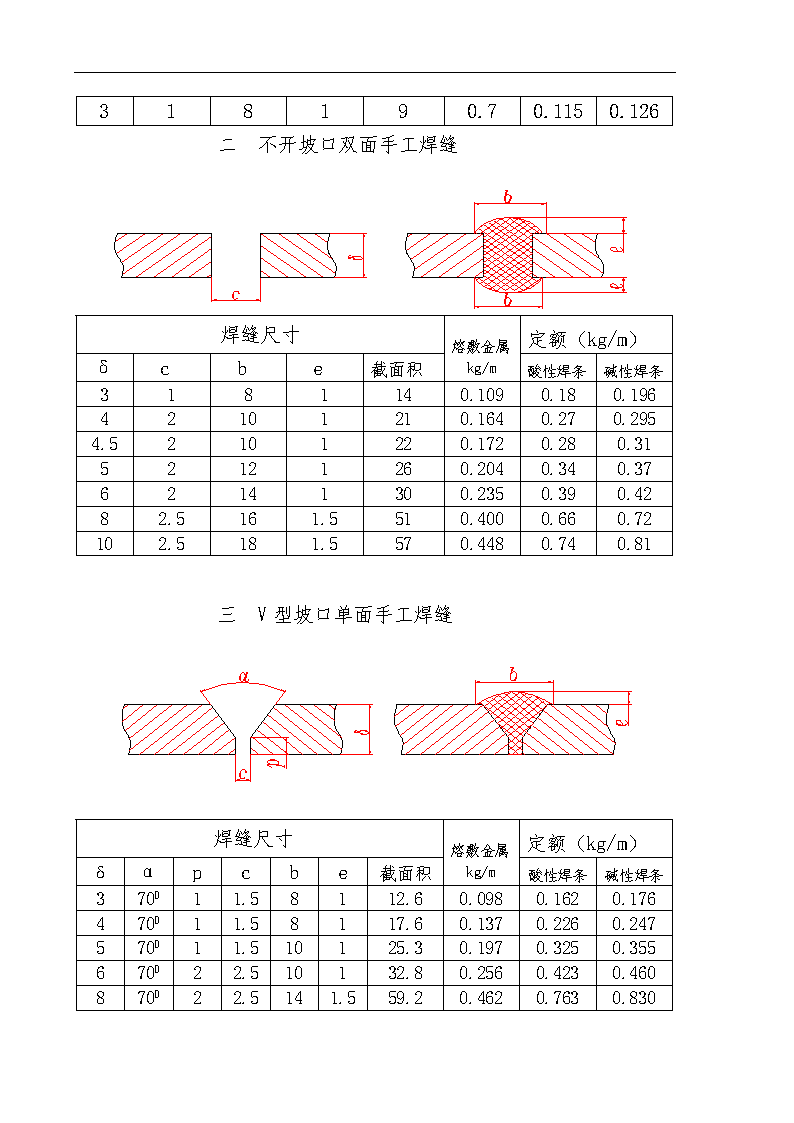
318190.70.1150.126二不开坡口双面手工焊缝焊缝尺寸熔敷金属kg/m定额(kg/m)δcbe截面积酸性焊条碱性焊条3181140.1090.180.19642101210.1640.270.2954.52101220.1720.280.3152121260.2040.340.3762141300.2350.390.4282.5161.5510.4000.660.72102.5181.5570.4480.740.81三V型坡口单面手工焊缝焊缝尺寸熔敷金属kg/m定额(kg/m)δαpcbe截面积酸性焊条碱性焊条370011.58112.60.0980.1620.176470011.58117.60.1370.2260.247570011.510125.30.1970.3250.355670022.510132.80.2560.4230.460870022.5141.559.20.4620.7630.830
1065022.5161.585.80.6701.1101.2101265022.5181.51180.9201.5241.6601465023201.51761.3702.2602.470四V型坡口双面手工焊缝焊缝尺寸熔敷金属kg/m定额(kg/m)δαpcbb1e=e1截面积酸性焊条碱性焊条570022108128.30.2210.3650.398670022108135.20.2740.4520.49487002214101.565.20.5100.8410.920106502216101.586.70.6760.1201.220五对称双面X型坡口手工焊缝焊缝尺寸熔敷金属kg/m定额(kg/m)δαpcbe截面积酸性焊条碱性焊条126502312183.80.6651.081.181465023141104.40.831.371.491660023151.5134.51.051.731.892060023161.5185.51.452.392.612260023171.5215.51.682.773.022560023191.5265.52.073.423.722860023211.53212.504.124.503060023221.5359.52.804.625.05
3260023231.54023.195.165.743660023261.54933.846.356.914065023282610.64.767.858.564660023312810.66.3110.411.355060023342905.67.0611.6512.75六单面U型坡口手工焊缝焊缝尺寸熔敷金属kg/m定额(kg/m)δbe截面积酸性焊条碱性焊条12161.51481.161.922.0914161.51801.412.342.5416201.52191.722.843.10242222823.004.955.40262424293.365.556.0518201.52552.003.303.60202223022.373.924.28222223412.674.404.80282424733.726.156.70302425194.086.757.35
七不开坡口丁字接头单面手工焊缝焊缝尺寸熔敷金属kg/m定额(kg/m)δke截面积焊丝酸性焊条碱性焊条22140.03120.03280.05150.056233180.06250.06560.1030.113441120.09360.09830.1550.169551180.140.1470.230.252661.5270.210.2210.3470.378771.5350.2750.2890.4540.495881.5440.3440.3610.5680.62991.5540.4240.4450.700.76310101.5650.510.5360.8430.9211111.5770.6040.6340.9971.08712121.5900.7030.7381.161.2713131.51040.820.8611.351.4814141.51190.930.9771.530.6815151.51351.061.1131.751.91
16161.51521.191.251.972.1418181.51891.481.5542.442.6720201.52301.81.892.973.24222222862.232.3423.684.02242423362.642.7724.364.75252523632.832.9724.675.1282824483.53.6755.776.3303025104.04.26.67.2注:双面焊定额加倍.δ1≥δ.八单面V型坡口角度手工焊缝(双面焊)焊缝尺寸熔敷金属kg/m定额(kg/m)δbek截面积酸性焊条碱性焊条481323.20.1810.2990.3265913300.2340.3860.4216111338.70.3020.500.5448141.5572.70.5670.9351.0210171.55100.70.7851.301.4112201.55134.51.051.731.8914231.551741.362.242.4516261.572311.802.973.24
203227349.12.724.54.9223427410.33.25.285.76253827515.64.026.657.25284227633.54.938.158.9304627721.35.629.310.1九油缸缸底焊缝焊丝定额dd外d1H焊缝长度(m)焊丝重量(Kg)每米焊丝定额(Kg)aφ63φ83φ6730.2360.1140.4840º20.120.49115º20.10.4140ºφ89φ6720.2450.180.7130ºφ7120.2520.130.510ºφ80φ102φ8420.2930.150.510ºφ1070.3010.230.770ºφ100φ121φ10420.3540.170.460ºφ127φ1040.3630.240.670ºφ1050.3650.260.7120ºφ1090.3710.190.510ºφ110φ133φ11420.3880.220.5540º0.370.94445ºφ125φ146φ12920.4320.20.4590ºφ152φ1290.4420.340.770º0.410.92415º
φ159X20φ1290.4530.681.4915ºφ140φ168X18φ14430.490.460.9330º20.410.830ºφ168φ14620.4940.360.720ºφ164φ14420.4840.30.6050ºφ16820.490.491.0015ºφ160φ194X21φ16420.5630.71.230º0.841.4915ºφ1680.5690.661.150ºφ180φ219X24φ18420.6341.041.630º1.261.9815ºφ1860.6370.931.460ºφ200φ245X28φ20420.7061.532.170º1.882.6615ºφ2060.7091.41.980º1.722.4215ºφ230φ273X28φ23420.7971.581.980º1.932.4215ºφ2360.81.441.800º1.762.2015ºφ2380.8031.311.630º1.591.9815ºφ250φ299X30φ25420.8692.242.580º2.753.1615ºCG1-30型气割机切割规范割嘴编号切割厚度mm氧气压力MPa乙炔压力MPa切割速度mm/min005~100.20~0.30>0.03600~450010~20480~380120~300.25~0.35400~320230~50350~280350~700.3~0.4>0.04300~240470~90260~200590~1200.4~0.5210~170钢板常用材料:A3、A3F、B3F、20、35、45、16Mn、16MnCu、15MnV
常用厚度:5、6、8、10、12、14、16、18、20、22、25、28、30、32、36、40、46、50、60碳当量计算公式(国际焊接学会):Ceq=C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15(%)当Ceq>0.4%时,焊接接头淬硬倾向大,易出现冷裂纹,需预热.Ito-Bessyo计算预热温度公式:T0= ——T0预热温度(℃)——[C]=[C]X+[C]P ————尺寸碳当量:[C]P=0.005S[C]X(S为板厚) ————成分碳当量:[C]X=C+(Mn+Cr)/9+Ni/18+7Mo/90
钢板最小弯曲半径板材弯曲半径经退火不经退火钢Q235、15、30钢A5、35钢45铜铝0.5t0.8tt ——0.2tt1.5t1.7t0.8t0.8t圆钢最小弯曲半径圆钢直径d681012141618202530最小弯曲半径R468101214注:圆钢在冷弯曲时弯曲半径一般应使R≥d,在特殊情况下允许采用表中的数值钢管最小弯曲半径管子弯曲工垫管外径d弯曲半径R≥备注钢管热弯任意值3d(1)L为管端最短直管长度,一般L=2d,但应≥45mm(2)单位:mm冷弯焊接钢管任意值6d无缝钢管5~20壁厚≤24d壁厚>23d20~355d3d35~60—4d60~140—5d铜管冷弯≤182d铝管>183d钣金展开公式L=(0.5π×R+Y系数×T)×(θ/90)L:钣金展开长度;R:折弯处的内侧半径;T:材料厚度;θ:折弯角度;Y系数:由折弯中线的位置决定的一个常数,与K系数的关系:Y=(π/2)×K。材料Y系数K系数软黄铜(Softbrass)和铜(copper)0.550.35硬黄铜(Hardbrass)和铜、软钢(SoftSteel)、铝(Aluminum)0.640.41
硬铜、青铜(Bronze)、冷轧钢(Hardsteel)、弹簧钢(Springsteel)0.710.45油缸油漆定额换算(以长度1米为计量单位)缸径规格面积(m2)底漆(kg)面漆(kg)稀释剂(kg)Ф50Ф76X150.2390.0290.0580.013Ф63Ф89X160.2790.0340.0680.016Ф80Ф102X140.3200.0390.0780.018Ф107X180.3360.0410.0820.019Ф100Ф114X100.3580.0430.0860.020Ф121X160.3800.0460.0920.021Ф127X170.3990.0480.0960.022Ф110Ф133X150.4180.0510.1020.023Ф127X110.3990.0480.0960.022Ф125Ф159X200.4990.0600.1200.027Ф152X170.4770.0580.1160.026Ф146X180.4580.0550.1100.025Ф140Ф168X180.5280.0640.1280.029Ф164X180.5150.0620.1240.028Ф180X250.5650.0680.1360.031Ф160Ф194X220.6090.0730.1460.033Ф180Ф232X310.7280.0880.1760.040Ф219X240.6880.0830.1660.038Ф200Ф245X280.7690.0930.1860.042Ф230Ф299X300.8570.1030.2060.047Ф250299X300.9390.1130.2260.051Ф280325X301.0210.1230.2460.056Ф300Ф351X301.1020.1330.2660.060Ф320Ф377X341.1840.1420.2840.064Ф360Ф426X381.3380.1610.3220.073Ф400Ф480X451.5070.1810.3620.082Ф465X381.4600.1760.3520.080注:1)底漆及面漆的型号、颜色,根据设计要求确定。
2)稀释剂品种根据漆的品种来选定。3)底漆:0.1~0.12kg/m2;稀释剂:(底漆+面漆)X(0.15~0.18)。结构件底漆:0.1~0.12kg/m2;面漆:0.24kg/m2(两次);稀释剂:(底漆+面漆)X0.3。'
您可能关注的文档
- 场馆机构能源消耗定额标准 DB37_T 3780-2019.pdf
- 万有引力定额标准答案.doc
- DB37T 3781-2019 政务服务中心能源消耗定额标准.pdf
- DB37T 2673-2019 医疗机构能源消耗定额标准.pdf
- 火力发电厂取水定额标准.doc
- 江西省农业灌溉用水定额标准.docx
- 定额标准讲义劳动定额标准.ppt
- 中央本级项目支出定额标准管理暂行办法.doc
- 工时定额标准2010-10-26.doc
- 生产原材料损耗定额标准及奖罚办法.doc
- 船舶建造与维修工程工时定额标准及编制实用手册.docx
- 工时定额标准98489.doc
- 基本医疗保门诊特殊疾病病种定额标准.doc
- 浙江省水利工程维修养护定额标准规范.doc
- 农业及农村生活用水定额标准值.doc
- 水利工程维修养护定额标准.pdf
- 水利工程新定额标准.ppt
- DB12∕T 943-2020 公共机构能耗定额标准.pdf