


- 44.50 KB
- 4页

- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
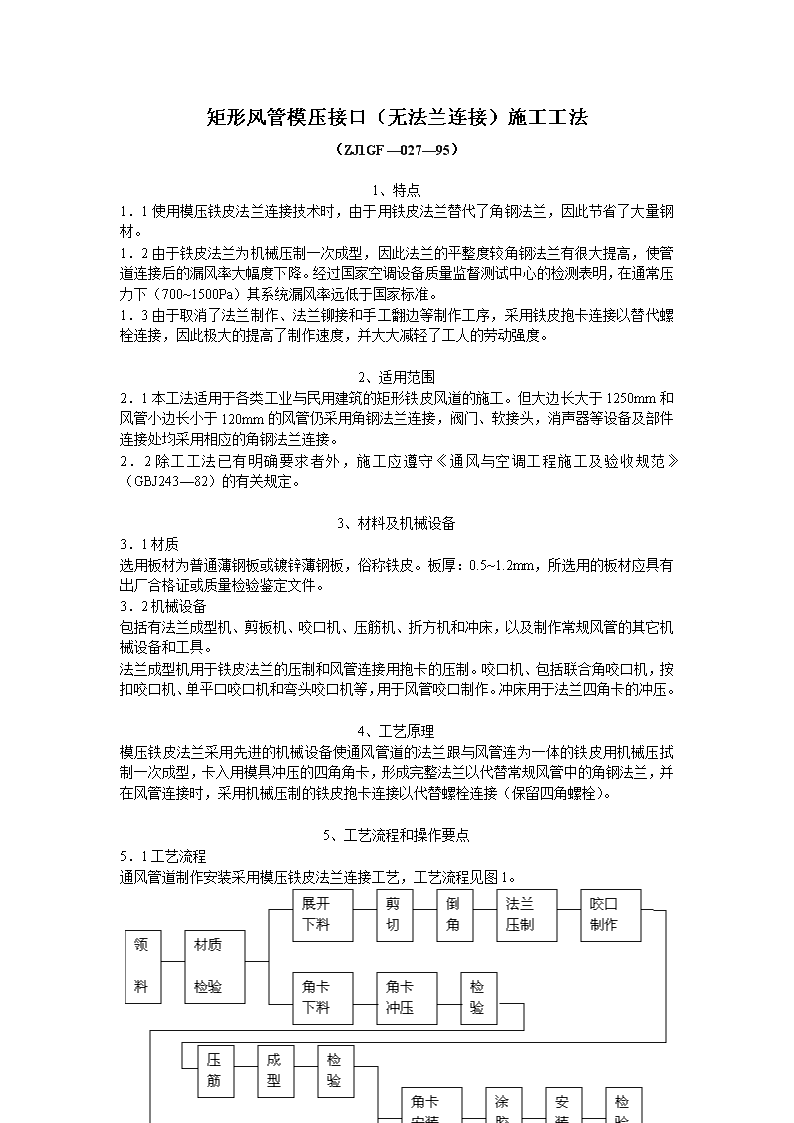
'矩形风管模压接口(无法兰连接)施工工法(ZJ1GF—027—95) 1、特点1.1使用模压铁皮法兰连接技术时,由于用铁皮法兰替代了角钢法兰,因此节省了大量钢材。1.2由于铁皮法兰为机械压制一次成型,因此法兰的平整度较角钢法兰有很大提高,使管道连接后的漏风率大幅度下降。经过国家空调设备质量监督测试中心的检测表明,在通常压力下(700~1500Pa)其系统漏风率远低于国家标准。1.3由于取消了法兰制作、法兰铆接和手工翻边等制作工序,采用铁皮抱卡连接以替代螺栓连接,因此极大的提高了制作速度,并大大减轻了工人的劳动强度。 2、适用范围2.1本工法适用于各类工业与民用建筑的矩形铁皮风道的施工。但大边长大于1250mm和风管小边长小于120mm的风管仍采用角钢法兰连接,阀门、软接头,消声器等设备及部件连接处均采用相应的角钢法兰连接。2.2除工工法已有明确要求者外,施工应遵守《通风与空调工程施工及验收规范》(GBJ243—82)的有关规定。 3、材料及机械设备3.1材质选用板材为普通薄钢板或镀锌薄钢板,俗称铁皮。板厚:0.5~1.2mm,所选用的板材应具有出厂合格证或质量检验鉴定文件。3.2机械设备包括有法兰成型机、剪板机、咬口机、压筋机、折方机和冲床,以及制作常规风管的其它机械设备和工具。法兰成型机用于铁皮法兰的压制和风管连接用抱卡的压制。咬口机、包括联合角咬口机,按扣咬口机、单平口咬口机和弯头咬口机等,用于风管咬口制作。冲床用于法兰四角卡的冲压。 4、工艺原理模压铁皮法兰采用先进的机械设备使通风管道的法兰跟与风管连为一体的铁皮用机械压拭制一次成型,卡入用模具冲压的四角角卡,形成完整法兰以代替常规风管中的角钢法兰,并在风管连接时,采用机械压制的铁皮抱卡连接以代替螺栓连接(保留四角螺栓)。 5、工艺流程和操作要点5.1工艺流程通风管道制作安装采用模压铁皮法兰连接工艺,工艺流程见图1。
图1工艺流程图 5.2操作要点5.2.1展开下料。按照设计要求的风管截面尺寸进行板材下料,采用对角线法划线以提高下料的准确性,且应把水平风管的管长控制在1200mm以内,垂直风管管长控制在2000mm以内。5.2.2剪切。按划线形状用机械剪刀和手工剪刀进行剪切,剪切前必须进行下料的复核,以免有误。剪切时,手离刀口得小于5cm,用力要均匀适当。5.2.3倒角。板材下料后轧口之前,必须用机械或剪刀进行倒角工作。5.2.4法兰压制。法兰压制前,应先调整好法兰成型机的齿轮间隙,然后将铁板在机械的移动定规上压紧固定,再开动机械压制。压好后的法兰应符合表1要求。表1 板厚A(mm)B(mm)下料长度L1(mm)备注0.532.69.8L1=L+86L-风管长L1=下料长1.233.710.7L1=L+985.2.5咬口制作。根据风管的种类选择咬口形式,直风管的制作必须采用联合角咬口。5.2.6压筋。为加强风管刚度,当风管大边长≥630mm时,应进行压筋加固。压筋方式见图2。5.2.7风管成型。即合管,在操作时应使用木锤或有胶皮套的锤子,不得使用铁锤。5.2.8角卡下料。铁皮法兰四角角卡板材厚应为1.2mm,为了保证法半严密,平整和牢固,下料应力求精确。5.2.9角卡冲压。将下好料的角卡放入特制的模具中进行冲压,冲压过程中应放好位置,并注重安全。5.2.10安装角卡。将角卡压入成型的风管四角形成完整法兰,压入时要用力均匀,不得损坏铁皮法兰。上好角卡后,风管法兰应平整、严密。5.2.11涂胶。在铁皮法兰四角与角卡连接的部位涂密封胶,以确保风管严密。涂胶要求均匀,以使接缝平整。5.2.12风管安装。风管安装时应遵守以下规定:(1)风管连接用抱卡板材厚1mm,压制方法与法兰压制相同,压好的抱卡尺寸应满足表2。表2 板厚(mm)A(mm)B(mm)宽度(mm)1.0236.0—6.555(2)连接风管的法兰垫料一般选用8501密封胶条,胶条的尺寸为5×10mm(厚×宽)。安装时垫料应嵌入法兰槽中,不得凸入风管内。安装方式见图3。
(3)水平风管安装时,风管大边长小于400mm的,风管吊架间距不超过3m,大于或等于400mm的,其间距不超过2m。(4)竖向风管安装时,固定件间距不超过4m,每根立管不少于两个固定点。 6、劳动组织与安全措施6.1劳动组织劳动组织应实行班组承包形式,按照程量的多少,工期的长短,组成施工班组。为了保证施工的顺利进行,工长要帮助班长合理安排工程量,排好作业程序,实行流水作业,从下料、剪切、咬口、合管到安装均有专人负责,且根据各段时间工程重点不同,互相支援配合,实行连续作业。同时要求班组做好施工前的各项准备工作。6.2安全措施6.2.1应根据《北京市建筑施工企业安全生产责任制》中的有关规定建立安全责任制。6.2.2应遵照国家有关部委颁发的《建筑安装工程安全技术规程》和中国建筑第一工程局颁发的《建筑安全手册》中规定定的各项安全技术措施执行。6.2.3在进行铁皮法兰压制时,操作人员应在机械两侧操作。机械正面2m内严禁人员走动、停留,以免被风管碰伤。6.2.4风管采用抱卡连接时,手与抱卡至少要保持5cm距离,以免挤伤。 7、质量要求7.1必须满足本工法中所规定的各项技术参数的要求。7.1.1风管展开下料时,尺寸偏差应控制在±1mm以内。7.1.2法兰压制宽度尺寸偏差应控制在±1mm以内。7.1.3成型风管必须做到折角平直,两端面平行,无翘角,表面凹凸不大于3mm。7.1.4冲压好的角卡尺寸偏差应控制在±1mm以内。7.1.5压制好的风管连接用抱卡尺寸偏差应控制在-1mm以内。7.2对于本工法中没有明确规定的必须满足《通风与空调工程施工及验收规范》(GBJ243—82)中的有关规定。 8、效益分析通风管道模压铁皮法兰连接新技术在施工中效益显著,主要有以下几点:8.1采用模压铁皮法兰比采用角钢法兰可节省大量钢材。8.2由于模压铁皮法兰是由机械压制一次成型,因此减少了常规通风管道中角钢法兰制作及铆接这一道极为繁琐的工序,不仅极大的提高了施工进度,也在很大程度上减轻了工人的劳动强度。8.3由于在风管连接过程中使用抱卡,减少了螺栓连接的数量,也相应增快了施工速度,提高了工作效率。8.4根据已往工程安装情况统计,以制作安装每100m2的500×400mm风管为例,采用模压铁皮法兰连接比采用角钢法兰连接可少用11个工日,节省材料费约400元。 9、工程实例1991年至1994年上半年,中建一局四公司在多项工程中采用模压铁皮法兰连接技术,其中以正在施工过程中的中旅大厦最为突出。中旅大厦位于北京三元桥西南侧,是集餐饮、娱乐、办公和居住为一体的综合性建筑,建筑面积60000m2。其中通风管道的制作安装工程量达30000多m2
。我们根据工程任务量大、工期短的特点,采用模压铁皮法兰连接技术,在短短5个月的时间里就完成20000m2风道的制安工作,且质量优良,为北京市质量监督站免检,深受业主的好评。(中建一局四公司安装分公司李松执笔)'