


- 989.50 KB
- 7页

- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'金属材料的热熔施工工法[摘要]建筑安装工程接地系统对电气系统的安全性、可靠性起着重要的作用,由于同材质接地体之间传统的焊接连接方式存在着电气导通率(电流容量)不足及强度较低等缺陷,在北京南站改扩建工程中我们采用了新型的金属材料热熔焊接方式,从而改良了接地系统铜材之间、不同材质接地体之间的连接工艺。[关键词]接地系统、热熔焊接、原理、应用。一、前言在电气系统中,接地系统的连接强度、接地电阻值等技术性能直接影响到整个系统的安全性及可靠性,所以接地系统的选材及工艺要求在整个电气系统的施工中就显得尤为重要。在我国华北、华东及华南等雷电多发区,建筑安装工程接地系统常采用铜质材料作为接地极、接地母线及引上线等,而铜材之间、不同材质接地体之间传统的焊接连接方式存在着电气导通率(电流容量)不足及强度较低等缺陷,在北京南站改扩建工程项目的施工中,我们采用了新型的金属材料热熔焊接方式,从而改良了接地系统铜材之间、不同材质接地体之间的连接工艺。二、特点热熔焊接是一个分子的熔接方法,而且所用的熔接金属的熔点和铜相同,所以热熔焊接具有以下优点:1、不会被起伏的高电流影响。经过测试,当受到高的短路电流时,热熔焊接点的融化远远滞后于一般电气导体;2、熔接位置不会松脱或腐蚀。因连接中不存在机械压力的问题,所以在熔接完成后,该位置就和导体成为不可分割的一个整体;3、因热熔焊接处的导体电阻值趋近于零,所以它的导电能力基本上等于所连接的导体。三、适用范围金属材料的热熔焊接适用于建筑安装工程电气系统中不同材质导体间的连接,主要应用在接地系统中铜材之间、不同材质接地体间的电气连接,大致可以分为以下几种连接形式:1、电缆与电缆的连接2、电缆与接地极之间的连接3、接地极与接地极之间的连接4、电缆与结构钢筋之间的连接5、电缆与板材之间的连接6、型材与板材之间的连接7、板材与板材之间的连接8、铁路轨道信号线之间的连接等四、工艺原理1、放热焊接是通过铝与氧化铜的化学反应(放热反应)产生液态高温铜和氧化铝的残渣,并利用放热反应所产生的高温来实现高性能电气熔接的现代焊接工艺。放热焊接适用于铜、铜和铁及铁合金等同种或异种材料间的电气连接,它无需任何外加的能源或动力。2、反应式页
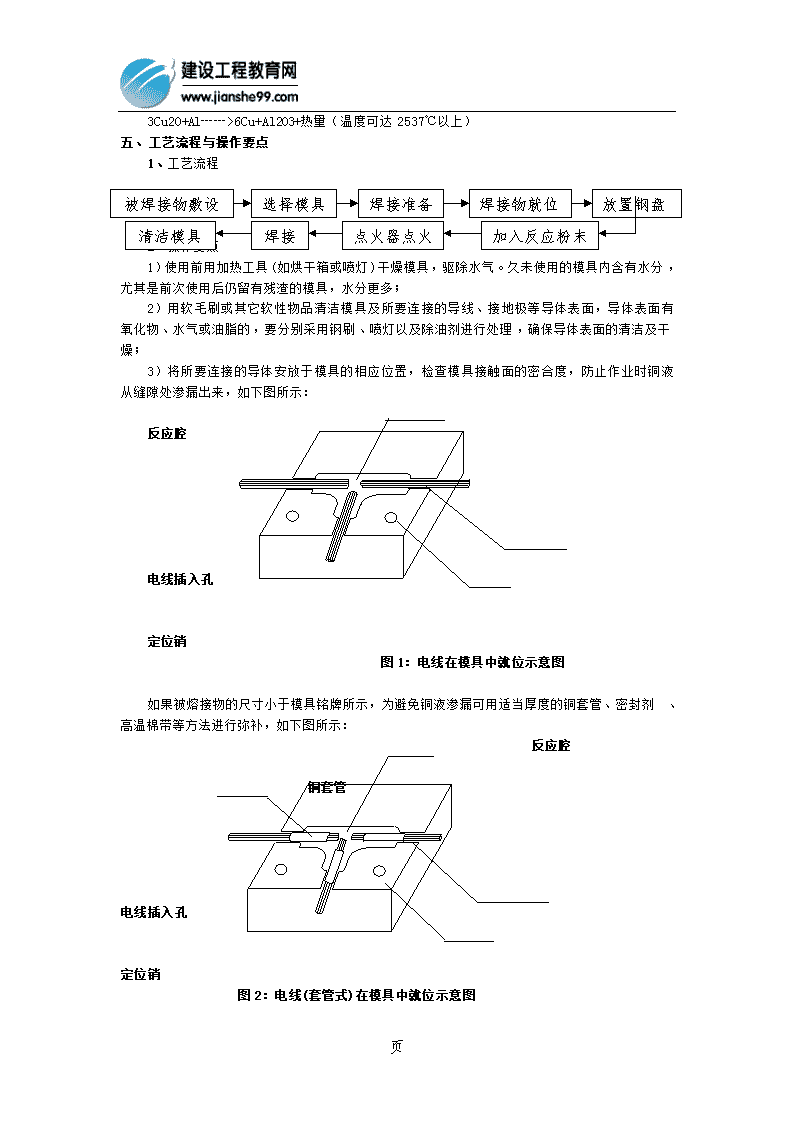
3Cu2O+Al┄┄>6Cu+Al2O3+热量(温度可达2537℃以上)二、工艺流程与操作要点1、工艺流程放置钢盘焊接物就位焊接准备选择模具被焊接物敷设加入反应粉末点火器点火焊接清洁模具2、操作要点1)使用前用加热工具(如烘干箱或喷灯)干燥模具,驱除水气。久未使用的模具内含有水分,尤其是前次使用后仍留有残渣的模具,水分更多;2)用软毛刷或其它软性物品清洁模具及所要连接的导线、接地极等导体表面,导体表面有氧化物、水气或油脂的,要分别采用钢刷、喷灯以及除油剂进行处理,确保导体表面的清洁及干燥;3)将所要连接的导体安放于模具的相应位置,检查模具接触面的密合度,防止作业时铜液从缝隙处渗漏出来,如下图所示:反应腔电线插入孔定位销图1:电线在模具中就位示意图如果被熔接物的尺寸小于模具铭牌所示,为避免铜液渗漏可用适当厚度的铜套管、密封剂、高温棉带等方法进行弥补,如下图所示:反应腔铜套管电线插入孔定位销图2:电线(套管式)在模具中就位示意图页
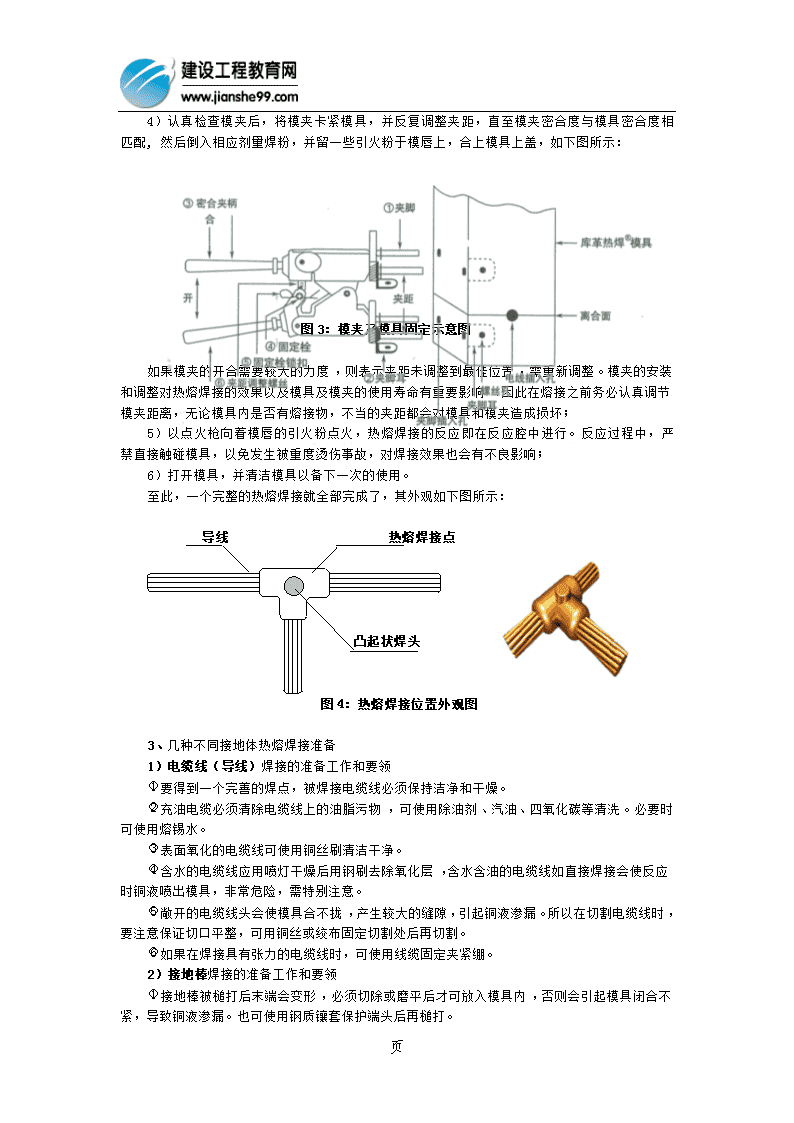
4)认真检查模夹后,将模夹卡紧模具,并反复调整夹距,直至模夹密合度与模具密合度相匹配,然后倒入相应剂量焊粉,并留一些引火粉于模唇上,合上模具上盖,如下图所示:图3:模夹及模具固定示意图如果模夹的开合需要较大的力度,则表示夹距未调整到最佳位置,需重新调整。模夹的安装和调整对热熔焊接的效果以及模具及模夹的使用寿命有重要影响,因此在熔接之前务必认真调节模夹距离,无论模具内是否有熔接物,不当的夹距都会对模具和模夹造成损坏;5)以点火枪向着模唇的引火粉点火,热熔焊接的反应即在反应腔中进行。反应过程中,严禁直接触碰模具,以免发生被重度烫伤事故,对焊接效果也会有不良影响;6)打开模具,并清洁模具以备下一次的使用。至此,一个完整的热熔焊接就全部完成了,其外观如下图所示:导线热熔焊接点凸起状焊头图4:热熔焊接位置外观图3、几种不同接地体热熔焊接准备1)电缆线(导线)焊接的准备工作和要领要得到一个完善的焊点,被焊接电缆线必须保持洁净和干燥。充油电缆必须清除电缆线上的油脂污物,可使用除油剂、汽油、四氧化碳等清洗。必要时可使用熔锡水。表面氧化的电缆线可使用铜丝刷清洁干净。含水的电缆线应用喷灯干燥后用钢刷去除氧化层,含水含油的电缆线如直接焊接会使反应时铜液喷出模具,非常危险,需特别注意。敞开的电缆线头会使模具合不拢,产生较大的缝隙,引起铜液渗漏。所以在切割电缆线时,要注意保证切口平整,可用铜丝或绞布固定切割处后再切割。如果在焊接具有张力的电缆线时,可使用线缆固定夹紧绷。2)接地棒焊接的准备工作和要领接地棒被槌打后末端会变形,必须切除或磨平后才可放入模具内,否则会引起模具闭合不紧,导致铜液渗漏。也可使用钢质镶套保护端头后再槌打。页
末端有螺孔或缧纹的接地棒需在焊接前切除末端。接地棒连接需保持洁净,如铁锈、氧化表皮等必须用钢刷或砂纸清洁干净后方可焊接,否则会出现多孔性焊点。焊接时棒的直径小于模具孔时,可用钢带包扎接地棒连接头来弥补。3)铜板、钢板和铸(生)铁表面焊接的准备工作和要领在焊接之前清洁连接表面,去除表面的水、油、污渍等。对有附着物的表面宜使用砂轮、粗目锉刀等工具清洁。镀锌钢板焊接点表面需去除镀层后再焊接。对铸铁表面的焊接需使用特殊焊粉。4)线鼻、汇流排(母线)、汇流管(管型母线)焊接的准备工作和要领清洁连接表面,去除附着水气与油脂。汇流管焊接部位的内外表面需清洁后才可焊接。可使用钢刷、砂纸、粗目锉刀和喷灯。5)钢轨焊接的准备工作和要领钢轨焊接部位的表面锈蚀需彻底清除,可使用专用砂轮磨光。若钢轨上附有油脂和水分需先清除,再除锈。若钢轨表面有凸印需行磨平为佳。6)钢筋焊接地准备工作和要领清除钢筋表面的锈蚀,打磨光亮。清除钢筋表面的油脂、水分。使用钢刷、砂纸、粗目锉刀和喷灯。二、使用材料1、模具图6:热熔焊接模夹图5:热熔焊接模具模具采用石墨制成,是一个石墨坩埚(见图5),由于石墨较脆弱,无法承受抛甩与强力冲击,故不可将超出模局具铭牌所示尺寸的熔接物强行放入模具,或使用金属物质、坚硬的工具等来清除残渣。2、模夹模夹是用于开合模具的,使用厂家配套生产的焊接物夹。图6为电缆模具夹。页
二、机具设备1、电缆清洗刷2、模具清洗刷3、带子清洗刷4、密封剂5、火石枪6、高温棉7、铜套管图7:其他机具设备8、锤铸模9、其他:轨端导电接头、轨头刮洗器、轨腰刮洗器、轨脚刮洗器、模具清洗的刮洗器、火石、焊粉、喷灯。三、劳动组织现场指挥1名、操作人员2~4人四、质量控制1、影响质量的因素一个良好的热熔焊接点应当表面丰满光亮、没有气孔,经切开观察其剖面成一整体无气孔与瑕疵。影响热熔焊接效果的最主要因素是湿气或水气,由于模具、焊粉及被熔接物内均可能吸附水分,因此如何防止或驱除水气,是热熔焊接熔接前必须采取的最重要步骤。另一影响热熔焊接效果的因素是模具及被熔接物的清洁程度。如被熔接物表面的尘土、油脂、氧化物(锈)或其它附着物等必须完全清除,使其洁净光亮后才可进行熔接作业,否则熔接后的焊接位置的导电性能及机械性能将受到影响。如果模具内的遗留的残渣不完全清除,将造成焊接位置表面不平滑、不光亮。2、质量标准热熔焊接位置的质量优劣可通过目测检验,强度较高、表面光亮、较少或没有蜂窝状凹凸即为良好。然后还可用电阻测量表计测量其阻值,通常情况下,其阻值趋近于零,完全能够满足电气导通的要求。3、标准接头页
二、应注意的问题1、每一罐焊粉对应焊接一个焊点、焊粉牌号需与模具铭牌上注明的焊粉用量一致,使用前需仔细对照确认。2、焊粉的计量单位以克(gram)计,焊粉的牌号标示其剂量克数,因此如果现有的焊粉牌号与模具标志的剂量不匹配时可视实际情况增减。3、焊粉出厂时对于其防潮已采取多层保护,但建议仍需妥善保管避免受潮。不可倒置存放。4、一个焊点要一次制作完成。5、接头的散热:放热焊接的接触电阻试验值与国际的标准IEC1238-1(1993)、国家标准GB9327(1988)所规定的20%的最高偏差有比较大的差异,说明在导体连接的部位有明显的电阻增加,会造成局部的发热。三、安全防护1、放热焊接方式会产生高温,不可避免地有金属颗粒逸出,而造成对施工人员身体的伤害。在使用放热焊接的过程中,一方面应该采用低烟配方,从根本上减少金属颗粒逸出的;另一方面应该加强对施工人员的保护,加强通风,戴好口罩,防止施工人员金属中毒。2、施工操作时,现场1.50米之内,不得有无关人员停留。3、操作人员必须戴上有一定隔热效果的工作手套。4、操作人员不得面对于熔模开口处操作施工。5、点火时,一旦引燃粉被引燃,操作人员必须立即离开熔模至少1.50米。6、当熔焊结束,任何人不得立即直接接触熔模。7、当熔焊结束后,须待熔模和焊接后的导线冷却30秒后,方可使用铁钳取8、对焊接后的导线进行绝缘处理,必须待导线完全冷却之后方可进行。四、应用实例页
北京新南站位于南护城河以南、马家堡西路以东,南二环右安门外东庄公园内。站内总建筑面积226333平方米,包括能容纳10500人的候车区域、铁路综合区域、地下换乘大厅、地下车库,其中还有31500平方米的高架环形车道、98000平方米的站台雨篷、以及6400平方米的冷冻站。由于此工程的室外人工接地体为40×4mm镀锌扁钢、接地引入线为50×5mm扁铜、而室内等电位采用电缆连接,牵涉到不同材质、不同型材之间的连接,因此我们采用了新型的金属材料热熔焊接方法。经过实际测量,采用热熔焊接方法连接的扁钢和扁铜,要比采用传统焊接方法连接的扁钢和扁铜,在电气导通率方面有明显的提高,其电阻值趋近于零,很好地满足了防雷接地系统的要求,得到了甲方、设计和监理单位的一致认可。页'
您可能关注的文档
- 东方雨虹防水产品施工工法-ljs-1-1-0.doc
- 混凝土植筋施工工法[范文
- 轻钢龙骨、双层纸面石膏板吊顶施工工法_secret
- [建筑]高空液压提升改造电厂脱硫吸收塔施工工法
- 外墙grc装饰构件施工工法
- 聚乙烯pe压力污水管管道施工工法
- 大理石无缝研磨抛光施工工法t
- 自粘改性沥青防水卷材施工工法
- 线路加固施工工法
- 薄层环氧抗滑层路面(crm)施工工法
- 大理石无缝研磨抛光施工工法t
- 电磁屏蔽网施工工法(十公司)
- 竖向电渣压力焊施工工法
- 大面积超平耐磨防尘混凝土地坪施工工法[1].doc
- 东方雨虹防水产品施工工法-ljs-1-1-0.doc
- 大理石无缝研磨抛光施工工法t
- 奈普顿聚合物泥浆(泥浆粉)在旋挖钻机泥浆护壁灌注桩中的施工工法
- 电磁屏蔽网施工工法(十公司)