


- 64.34 KB
- 1页
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
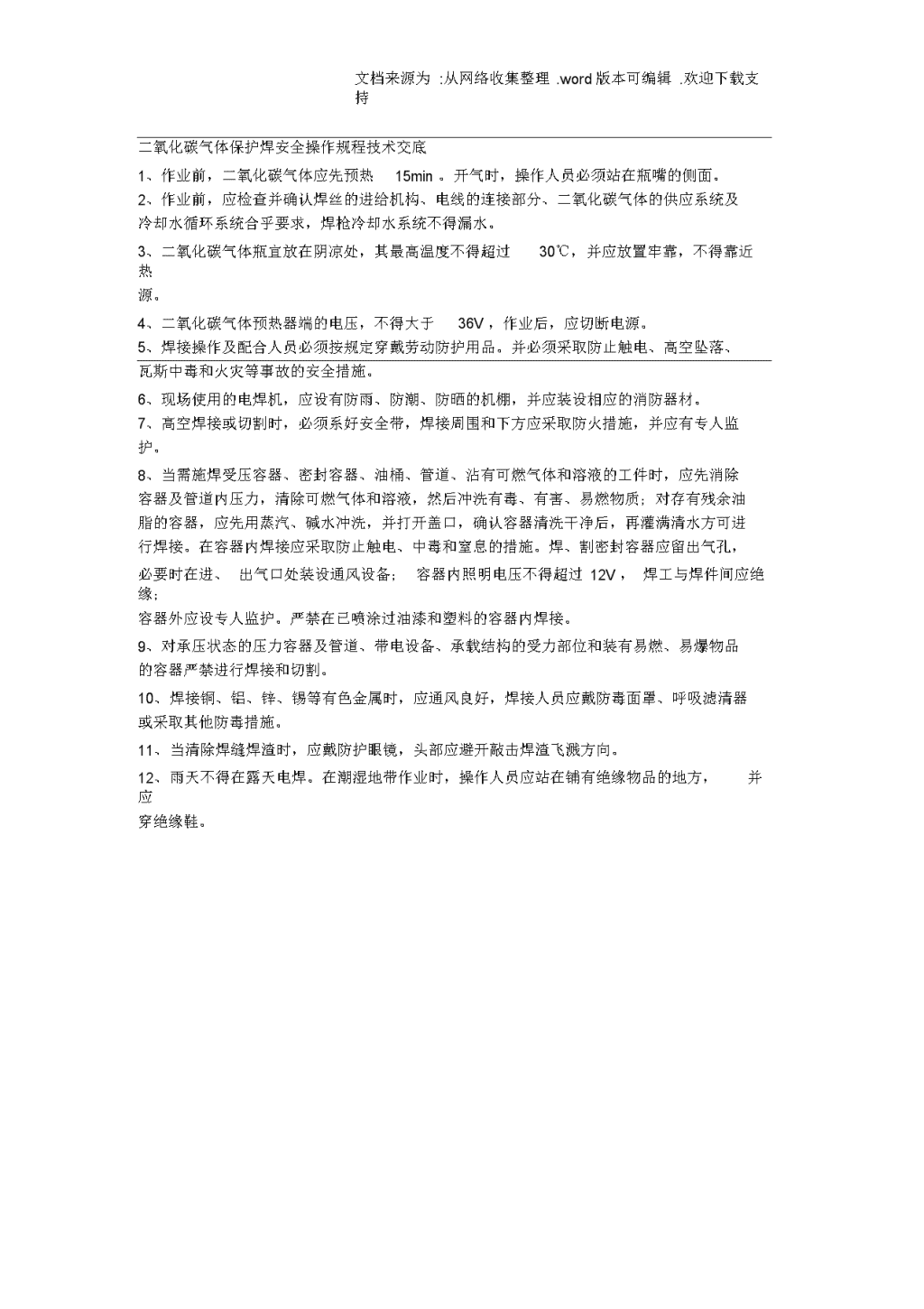
'文档来源为:从网络收集整理.word版本可编辑.欢迎下载支持二氧化碳气体保护焊安全操作规程技术交底1、作业前,二氧化碳气体应先预热15min。开气时,操作人员必须站在瓶嘴的侧面。2、作业前,应检查并确认焊丝的进给机构、电线的连接部分、二氧化碳气体的供应系统及冷却水循环系统合乎要求,焊枪冷却水系统不得漏水。3、二氧化碳气体瓶宜放在阴凉处,其最高温度不得超过30℃,并应放置牢靠,不得靠近热源。4、二氧化碳气体预热器端的电压,不得大于36V,作业后,应切断电源。5、焊接操作及配合人员必须按规定穿戴劳动防护用品。并必须采取防止触电、高空坠落、瓦斯中毒和火灾等事故的安全措施。6、现场使用的电焊机,应设有防雨、防潮、防晒的机棚,并应装设相应的消防器材。7、高空焊接或切割时,必须系好安全带,焊接周围和下方应采取防火措施,并应有专人监护。8、当需施焊受压容器、密封容器、油桶、管道、沾有可燃气体和溶液的工件时,应先消除容器及管道内压力,清除可燃气体和溶液,然后冲洗有毒、有害、易燃物质;对存有残余油脂的容器,应先用蒸汽、碱水冲洗,并打开盖口,确认容器清洗干净后,再灌满清水方可进行焊接。在容器内焊接应采取防止触电、中毒和窒息的措施。焊、割密封容器应留出气孔,必要时在进、出气口处装设通风设备;容器内照明电压不得超过12V,焊工与焊件间应绝缘;容器外应设专人监护。严禁在已喷涂过油漆和塑料的容器内焊接。9、对承压状态的压力容器及管道、带电设备、承载结构的受力部位和装有易燃、易爆物品的容器严禁进行焊接和切割。10、焊接铜、铝、锌、锡等有色金属时,应通风良好,焊接人员应戴防毒面罩、呼吸滤清器或采取其他防毒措施。11、当清除焊缝焊渣时,应戴防护眼镜,头部应避开敲击焊渣飞溅方向。12、雨天不得在露天电焊。在潮湿地带作业时,操作人员应站在铺有绝缘物品的地方,并应穿绝缘鞋。'
您可能关注的文档
- 混凝土搅拌站-安全操作规程技术交底
- 混凝土搅拌站安全操作规程技术交底(5)
- 混凝土搅拌输送车-安全操作规程技术交底
- 混凝土泵车-安全操作规程技术交底
- 混凝土泵送-安全操作规程技术交底
- 溷凝土搅拌站-安全操作规程技术交底
- 振动桩锤安全操作规程技术交底
- 旋转式直流电焊机-安全操作规程技术交底
- 氩弧焊机-安全操作规程技术交底
- 《专业施工组织设计应急预案》003圆盘下料机械安全操作规程技术交底
- 《专业施工组织设计应急预案》004钢筋冷镦机安全操作规程技术交底
- 《专业施工组织设计应急预案》004拉铆枪安全操作规程技术交底
- 《专业施工组织设计应急预案》004坡口机安全操作规程技术交底
- 《专业施工组织设计应急预案》005电剪安全操作规程技术交底
- 《专业施工组织设计应急预案》005混凝土振动台安全操作规程技术交底
- 《专业施工组织设计应急预案》005套丝切管机安全操作规程技术交底
- 《专业施工组织设计应急预案》006弯管机安全操作规程技术交底
- 《专业施工组织设计应急预案》007水磨石机安全操作规程技术交底