


- 29.00 KB
- 1页
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
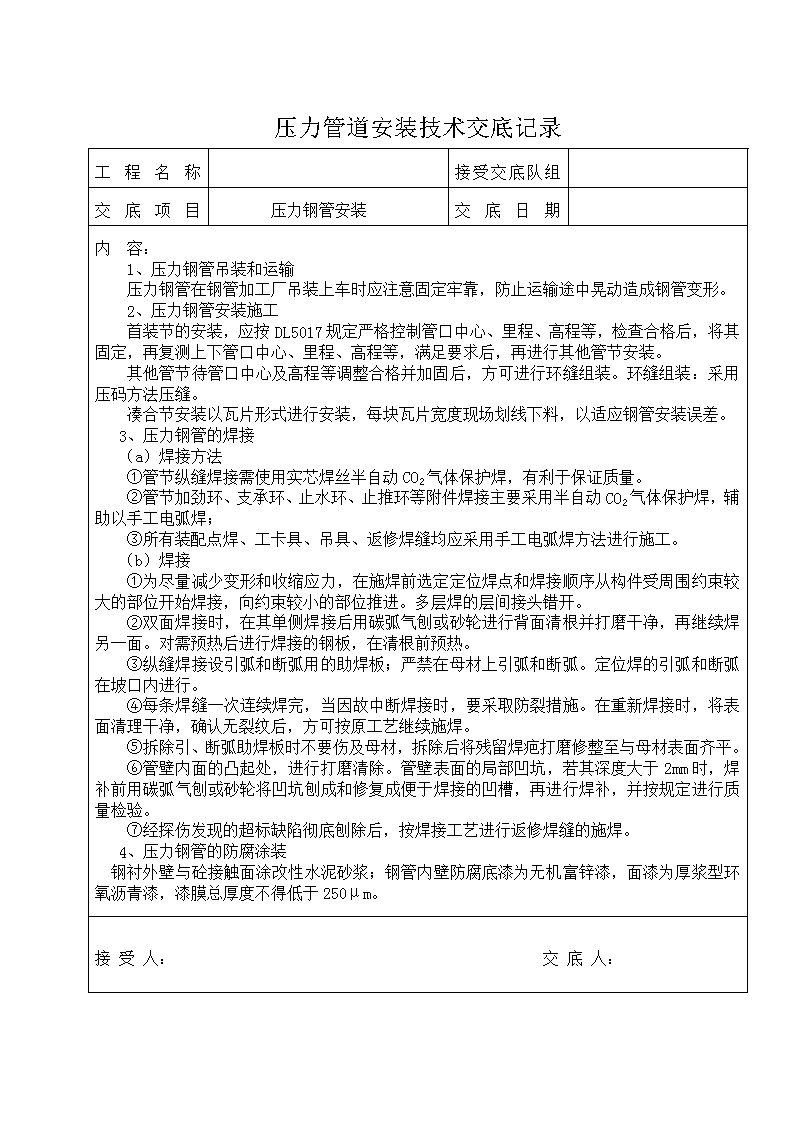
'工程名称接受交底队组交底项目压力钢管安装交底日期内容:1、压力钢管吊装和运输压力钢管在钢管加工厂吊装上车时应注意固定牢靠,防止运输途中晃动造成钢管变形。2、压力钢管安装施工首装节的安装,应按DL5017规定严格控制管口中心、里程、高程等,检查合格后,将其固定,再复测上下管口中心、里程、高程等,满足要求后,再进行其他管节安装。其他管节待管口中心及高程等调整合格并加固后,方可进行环缝组装。环缝组装:采用压码方法压缝。凑合节安装以瓦片形式进行安装,每块瓦片宽度现场划线下料,以适应钢管安装误差。3、压力钢管的焊接(a)焊接方法①管节纵缝焊接需使用实芯焊丝半自动CO2气体保护焊,有利于保证质量。②管节加劲环、支承环、止水环、止推环等附件焊接主要采用半自动CO2气体保护焊,辅助以手工电弧焊;③所有装配点焊、工卡具、吊具、返修焊缝均应采用手工电弧焊方法进行施工。(b)焊接①为尽量减少变形和收缩应力,在施焊前选定定位焊点和焊接顺序从构件受周围约束较大的部位开始焊接,向约束较小的部位推进。多层焊的层间接头错开。②双面焊接时,在其单侧焊接后用碳弧气刨或砂轮进行背面清根并打磨干净,再继续焊另一面。对需预热后进行焊接的钢板,在清根前预热。③纵缝焊接设引弧和断弧用的助焊板;严禁在母材上引弧和断弧。定位焊的引弧和断弧在坡口内进行。④每条焊缝一次连续焊完,当因故中断焊接时,要采取防裂措施。在重新焊接时,将表面清理干净,确认无裂纹后,方可按原工艺继续施焊。⑤拆除引、断弧助焊板时不要伤及母材,拆除后将残留焊疤打磨修整至与母材表面齐平。⑥管壁内面的凸起处,进行打磨清除。管壁表面的局部凹坑,若其深度大于2mm时,焊补前用碳弧气刨或砂轮将凹坑刨成和修复成便于焊接的凹槽,再进行焊补,并按规定进行质量检验。⑦经探伤发现的超标缺陷彻底刨除后,按焊接工艺进行返修焊缝的施焊。4、压力钢管的防腐涂装钢衬外壁与砼接触面涂改性水泥砂浆;钢管内壁防腐底漆为无机富锌漆,面漆为厚浆型环氧沥青漆,漆膜总厚度不得低于250μm。接受人:交底人:压力管道安装技术交底记录'