


- 46.50 KB
- 5页
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'技术交底记录工程名称和鸣家园小区施工单位晟元集团分部工程、部位及范围门窗安装交底日期交底内容:一、材料要求PVC-U塑料基材应符合《门、窗用增塑聚录乙烯(PVC-U)型材》(GB/T8814)要求,主要受力杆件型材壁厚不小于2.3mm。铝合金型材应符合《铝合金建筑型材》(GB/T5237.1-5237.5)的要求,主要受力杆件型材壁厚不小于1.4mm。二、主要机具电锤、电钻、射钉枪、手锤、扳手、螺丝刀、钢锯、量具(卷尺、水平尺、线垂)。三、作业条件1、结构工程已完,经验收达到合格标准,已办好工种之间的交接手续。2、按图示尺寸弹好门窗位置线,并根据已弹好的+1m水平线,确定好安装标高。3、校核已留置的门窗洞口尺寸及标高是否符合设计要求,有问题的应及时改正。4、检查铝塑门窗安装时的连接件位置排列是否符合要求。5、检查产品表面无明显凹凸、裂痕、杂质等缺陷,型材端部应清洁、无毛刺。6、铝塑复合型材的厚度允许偏差为±0.3mm。铝塑复合型材的壁厚允许偏差为0-+0.2mm。四、操作工艺1、工艺流程:补贴保护膜框上找中线框进洞口调整定位门窗框固定及盖工艺孔帽及密封处理装拼樘料打聚氨酯发泡胶洞口抹灰打密封胶装玻璃表面清理及去掉保护膜技术负责人交底人接收交底人注:本记录一式两份,一份交接收交底人,一份存档。
技术交底记录工程名称××××××建设项目一标段施工单位××××建设集团有限公司交底部位××××车间工序名称门窗安装交底内容:1.1补贴保护膜:安装前,铝塑门窗扇及分格杆件宜作封闭型保护。门、窗框应采用三面保护,保护膜脱落的,应补贴保护膜。1.2框上找中线:应根据设计图纸确定门窗框的安装位置及门扇的开启方向。当门窗框装入洞口时,其上下框中线应于洞口中线对齐。1.3框进洞口:应根据设计图纸确定门窗框的安装位置及门扇的开启方向。当门窗框装入洞口时,其上下框中线应于洞口中线对齐;调整框四周间隙均匀后用木楔临时固定,固定点不能少于四个,校正正面、侧面的垂直度、水平度以及对角线合格后用木楔固或垫块塞紧作临时固定。注意木楔应塞在边框、中竖框、中横框的受力部位,防止门窗变形。1.4调整定位:安装时,应先固定上框的一个点,然后调整门窗框的水平度、垂直度和直角度,并应用木楔临时定位。1.5门窗框固定及盖工艺孔帽及密封处理:1.51当门窗框与墙体间采用固定片固定时,应使用单向固定片,固定片应双向交叉安装。与外保温墙体固定的边框固定片,宜朝向室内。固定片与窗框连接应采用十字槽盘头自钻自攻螺钉直接钻入固定,不得直接锤击顶入或仅靠卡紧方式固定。1.52当门窗框与墙体间采用膨胀螺钉直接固定时,应按膨胀螺钉规格先在窗框上打好基孔。1.53固定片或膨胀螺钉的位置应距门窗端角、中竖梃、中横梃150-200mm,固定片或膨胀螺钉之间的间距应符合设计要求,并不得大于600mm。不得讲固定片直接在中横梃、中竖梃的端头上。1.6打聚氨酯发泡胶:窗框与洞口之间的伸缩缝内应采用聚氨酯发泡胶填充,发泡胶填充应均匀、密实。打胶前,框与墙体间伸缩缝外侧应用挡板盖住;打胶后,应及时拆下挡板,并在10-15min内将溢出泡沫向框内压平。1.7洞口抹灰:当外侧抹灰时,应作出坡水坡度。采用片材将抹灰层与窗框临时隔开,留槽宽度及深度宜为5-8mm。抹灰面应超出窗框,但厚度不影响窗扇的开启,并不得盖住排水孔。1.8打密封胶:打胶前应将窗框表面清理干净,打胶部位两侧的窗框及墙面均用遮蔽条遮盖严密,密封胶的打注要饱满,表面应平整、光滑、刮胶缝的余胶不得重复使用、密封胶抹平后,应立即揭去两侧的掩蔽条。技术负责人交底人接收交底人注:本记录一式两份,一份交接收交底人,一份存档。
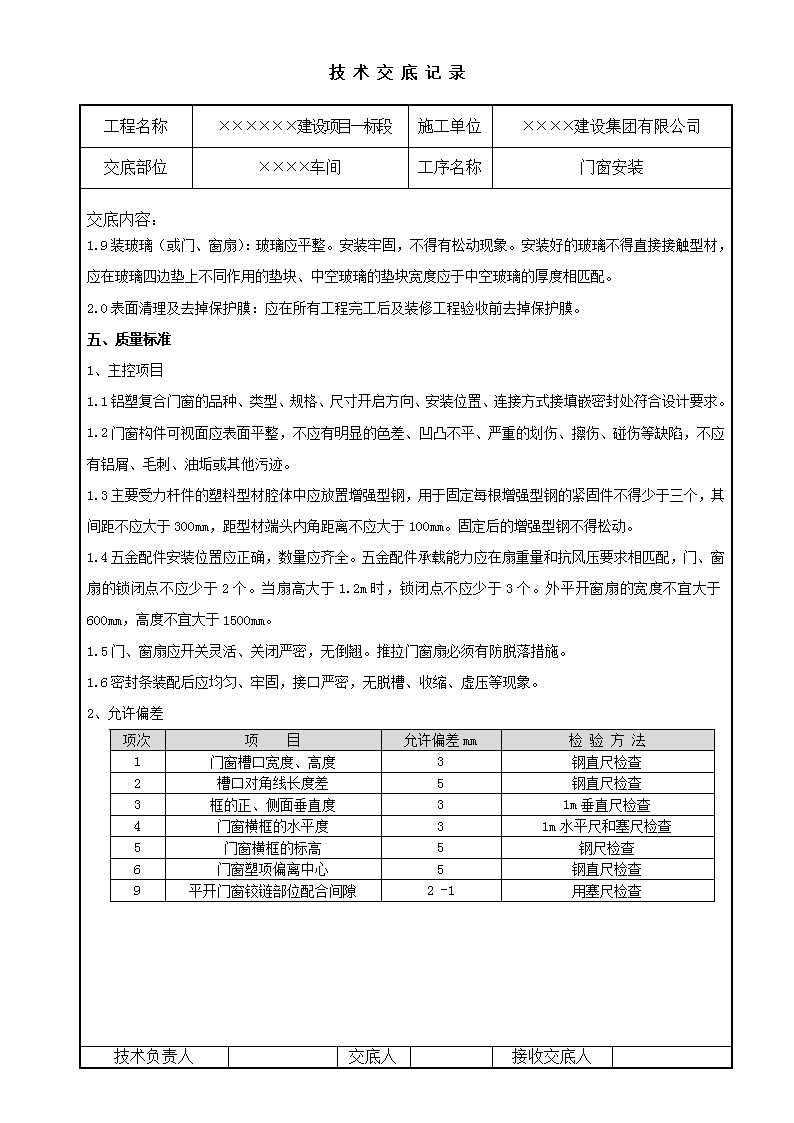
技术交底记录工程名称××××××建设项目一标段施工单位××××建设集团有限公司交底部位××××车间工序名称门窗安装交底内容:1.9装玻璃(或门、窗扇):玻璃应平整。安装牢固,不得有松动现象。安装好的玻璃不得直接接触型材,应在玻璃四边垫上不同作用的垫块、中空玻璃的垫块宽度应于中空玻璃的厚度相匹配。2.0表面清理及去掉保护膜:应在所有工程完工后及装修工程验收前去掉保护膜。五、质量标准1、主控项目1.1铝塑复合门窗的品种、类型、规格、尺寸开启方向、安装位置、连接方式接填嵌密封处符合设计要求。1.2门窗构件可视面应表面平整,不应有明显的色差、凹凸不平、严重的划伤、擦伤、碰伤等缺陷,不应有铝屑、毛刺、油垢或其他污迹。1.3主要受力杆件的塑料型材腔体中应放置增强型钢,用于固定每根增强型钢的紧固件不得少于三个,其间距不应大于300mm,距型材端头内角距离不应大于100mm。固定后的增强型钢不得松动。1.4五金配件安装位置应正确,数量应齐全。五金配件承载能力应在扇重量和抗风压要求相匹配,门、窗扇的锁闭点不应少于2个。当扇高大于1.2m时,锁闭点不应少于3个。外平开窗扇的宽度不宜大于600mm,高度不宜大于1500mm。1.5门、窗扇应开关灵活、关闭严密,无倒翘。推拉门窗扇必须有防脱落措施。1.6密封条装配后应均匀、牢固,接口严密,无脱槽、收缩、虚压等现象。2、允许偏差项次项目允许偏差mm检验方法1门窗槽口宽度、高度3钢直尺检查2槽口对角线长度差5钢直尺检查3框的正、侧面垂直度31m垂直尺检查4门窗横框的水平度31m水平尺和塞尺检查5门窗横框的标高5钢尺检查6门窗塑项偏离中心5钢直尺检查9平开门窗铰链部位配合间隙2-1用塞尺检查技术负责人交底人接收交底人
技术交底记录工程名称和鸣家园施工单位晟元集团交底部位工序名称门窗安装交底内容:六、施工时注意的质量问题1、安装组合不平不正原因分析:门窗加工时不准确防止措施:组合时应注意质量,在拼头处应平整,不应劈棱窜角、出台。2、地弹簧及拉手安装不规矩原因分析:门窗制作尺寸不标准,门窗扇装配质量不好铝塑型材变形、错位、致使框扇搭接量改变。门窗在安装操作时不规范,校正不到位。框墙缝隙处理不当,致使框变形,影响门窗扇开关不灵。防止措施:应严格检查型材质量和门窗扇装配质量,对不合格的产品应拒绝安装。在搬运、保管等过程中,应尽量避免铝塑窗产品变形受损,影响门窗开关灵活。安装时注意不使框受锤击,受力过度而变形,与墙间填塞时不能过紧,以免框变形,影响门窗开关灵活。3、渗水原因分析:门窗的排水孔堵塞。安装位置不正确。外窗台没有排水坡,造成窗下积水,引起向内渗水。塑钢门窗安装质量不高,框与洞口间隙处理不当,密封胶灌注不严实,造成渗漏。防止措施:检查门窗的排水孔是否堵塞,或不打孔,外墙抹灰等施工要放坡。安装时,对间隙的。七、成品保护1、窗框四周嵌防水密封胶时,操作应仔细,油膏不得污染门窗框。2、外墙面涂刷、室内顶墙喷涂时,应用塑料薄膜封挡好门窗,防止污染。3、室内抹水泥砂浆以前必须遮挡好塑料门窗,以防水泥浆污染门窗。4、污水、垃圾、污物不可从窗户往下扔、倒。5、搭、拆、转运脚手杆和脚手板,不得在门窗框扇上拖拽。6、安装设备及管道,应防止物料撞坏门窗。7、严禁在窗扇上站人。8、门窗扇安装后应及时安装五金配件,关窗锁门,以防风吹损坏门窗。9、不得在门窗上锤击、钉钉子或刻划,不得用力刮或用硬物擦磨等办法清理门窗。技术负责人交底人接收交底人注:本记录一式两份,一份交接收交底人,一份存档。
技术交底记录工程名称××××××建设项目一标段施工单位××××建设集团有限公司交底部位××××车间工序名称门窗安装技术负责人交底人接收交底人注:本记录一式两份,一份交接收交底人,一份存档。'