


- 309.00 KB
- 8页

- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'WORD文档下载可编辑市政基础设施工程施工技术交底记录编号:ZSJM-GD-JD-01市政施管-10工程名称3×390MW燃气-蒸汽联合循环热电冷联产工程项目配套热网西线工程承包单位分包单位交底单位交底日期交底范围茂生至长大段管道安装交底人交底内容1工程简介工程名称:XXXX有限公司3×390MW燃气-蒸汽联合循环热电冷联产工程项目配套热网西线工程茂生至长大段管道安装工程线路及内容:本段管道输送介质为设计压力1.6MPa、设计温度260℃的蒸汽。管道规格:Φ630*10/Φ1220*10预制直埋保温螺旋焊缝钢套钢管,材质:Q235B.管线走向见下图。工程量:1直埋管Φ730*10/Φ1320*1430m2直埋管Φ630*10/Φ1220*101080m3Φ57*4疏水3套4Φ57*4排潮6套序号焊口规格个数总寸数1Φ730*10/Φ1320*14811042Φ630*10/Φ1220*10144187203Φ57*4疏水3套4504Φ57*4排潮6套150技术资料专业分享
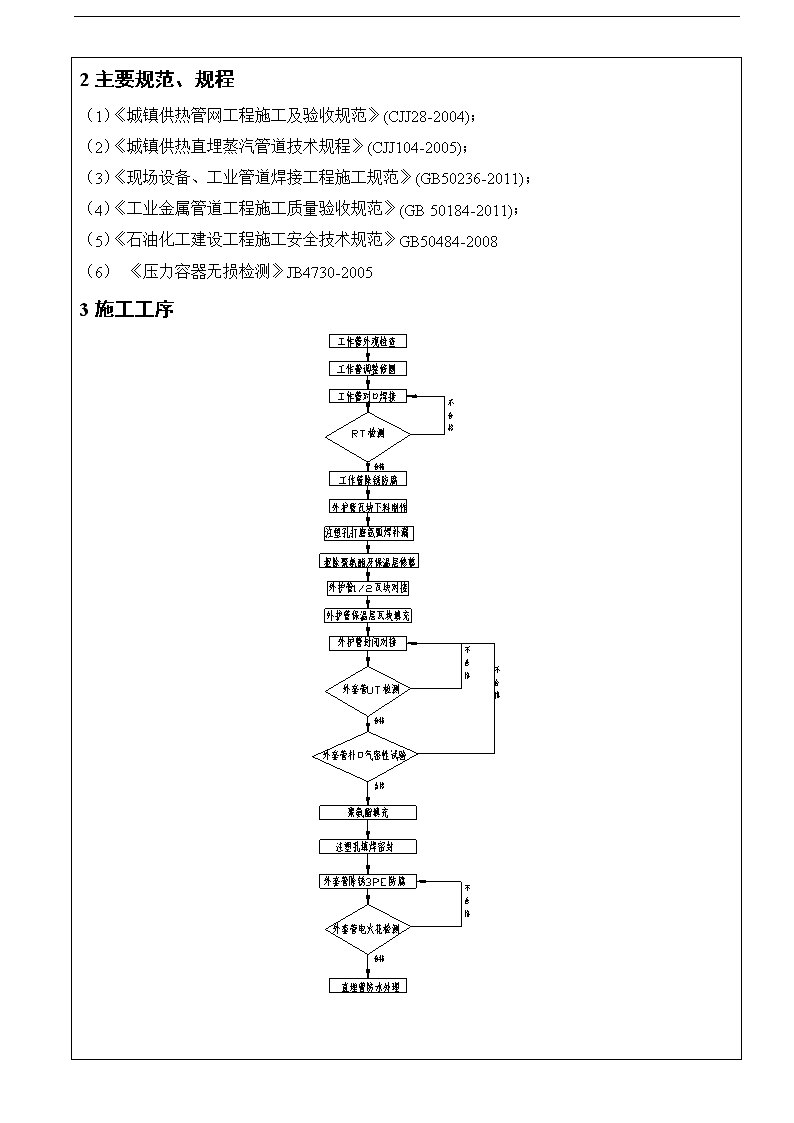
WORD文档下载可编辑2主要规范、规程(1)《城镇供热管网工程施工及验收规范》(CJJ28-2004);(2)《城镇供热直埋蒸汽管道技术规程》(CJJ104-2005);(3)《现场设备、工业管道焊接工程施工规范》(GB50236-2011);(4)《工业金属管道工程施工质量验收规范》(GB50184-2011);(5)《石油化工建设工程施工安全技术规范》GB50484-2008(6)《压力容器无损检测》JB4730-20053施工工序技术资料专业分享
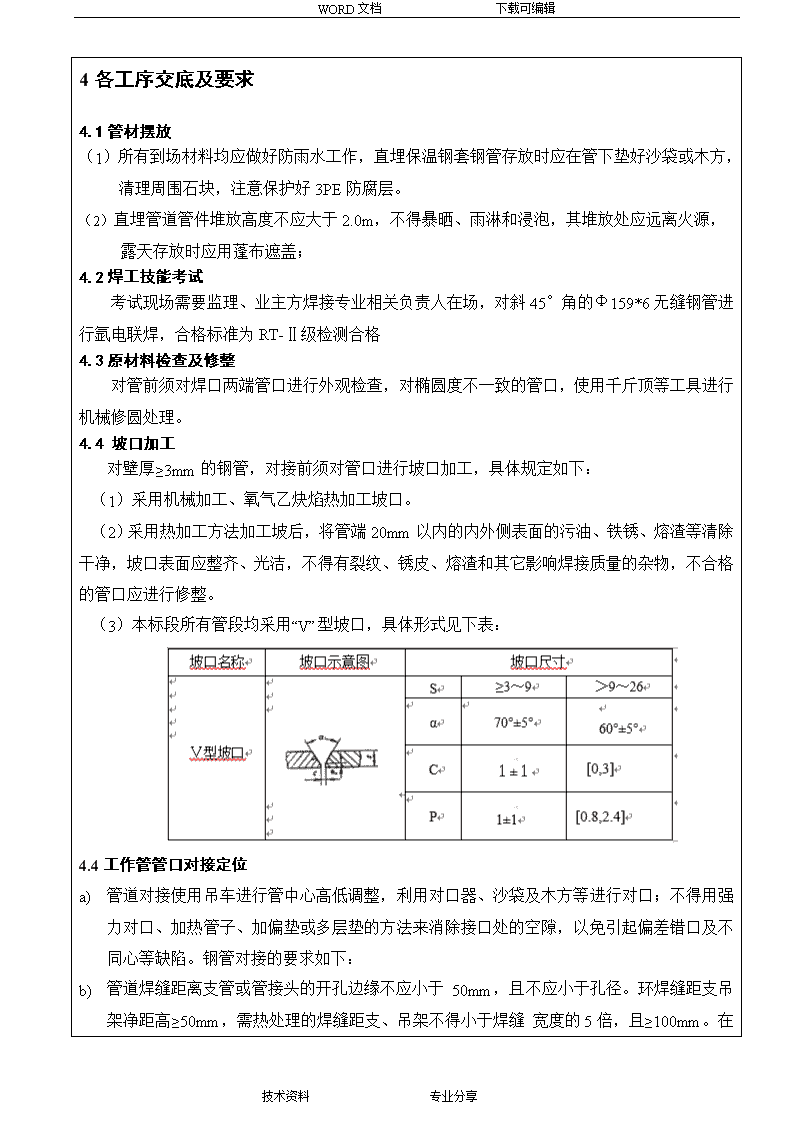
WORD文档下载可编辑4各工序交底及要求4.1管材摆放(1)所有到场材料均应做好防雨水工作,直埋保温钢套钢管存放时应在管下垫好沙袋或木方,清理周围石块,注意保护好3PE防腐层。(2)直埋管道管件堆放高度不应大于2.0m,不得暴晒、雨淋和浸泡,其堆放处应远离火源,露天存放时应用蓬布遮盖;4.2焊工技能考试考试现场需要监理、业主方焊接专业相关负责人在场,对斜45°角的Φ159*6无缝钢管进行氩电联焊,合格标准为RT-Ⅱ级检测合格4.3原材料检查及修整对管前须对焊口两端管口进行外观检查,对椭圆度不一致的管口,使用千斤顶等工具进行机械修圆处理。4.4坡口加工对壁厚≥3mm的钢管,对接前须对管口进行坡口加工,具体规定如下:(1)采用机械加工、氧气乙炔焰热加工坡口。(2)采用热加工方法加工坡后,将管端20mm以内的内外侧表面的污油、铁锈、熔渣等清除干净,坡口表面应整齐、光洁,不得有裂纹、锈皮、熔渣和其它影响焊接质量的杂物,不合格的管口应进行修整。(3)本标段所有管段均采用“V”型坡口,具体形式见下表:4.4工作管管口对接定位a)管道对接使用吊车进行管中心高低调整,利用对口器、沙袋及木方等进行对口;不得用强力对口、加热管子、加偏垫或多层垫的方法来消除接口处的空隙,以免引起偏差错口及不同心等缺陷。钢管对接的要求如下:b)管道焊缝距离支管或管接头的开孔边缘不应小于50mm,且不应小于孔径。环焊缝距支吊架净距高≥50mm,需热处理的焊缝距支、吊架不得小于焊缝技术资料专业分享
WORD文档下载可编辑宽度的5倍,且≥100mm。在管道焊缝上不得开孔。a)管子对口时应在距接口中心200mm处测量平直度,当管子公称尺寸小于100mm时允许偏差为1mm;,当管子公称尺寸大于或等于100mm时,允许偏差为2mm。但全长允许偏差均为10mm。图中:1:钢板尺;e:管子对口时的平直度。b)在管道安装施工过程中管道间断时,应及时封闭敞开的管口。c)管道安装允许偏差见下表。d)焊缝长度和点数按照下表规定执行:公称管件(mm)点焊长度(mm)点数50~1505~10均布2~3点200~30010~20均布4点350~50015~30均布5点600~70040~60均布6点800~100050~70均布7点>100080~100一般间距300mm左右4.5焊接工艺焊接详细交底见《管道焊接技术交底》,此处仅作简单描述。4.5.1各管道焊材选用见下表:技术资料专业分享
WORD文档下载可编辑4.5.2焊接工艺要求1.管道组对后先用氩弧焊进行定位焊,然后进行根部焊,焊接定位焊缝时,应采用与根部焊接相同的焊接材料和焊接工艺。在焊接前,应对定位焊缝进行检查,当发现缺陷时应处理好,方可进行焊接。2本工程DN150以下的管道采用全氩弧焊焊接工艺,DN150及以上的管道采用氩弧焊打底、电焊配合的焊接工艺。3在焊件纵向焊缝的端部(包括螺旋管焊缝)不得进行定位焊。4.多层焊接时,第一层焊缝根部应均匀焊透,不得烧穿。各层接头应错开,每层焊缝的厚度宜为焊条直径的0.8~1.2倍,不得在焊件的非焊接表面引弧。5.除工艺或检验要求需分次焊接外,每条焊缝宜一次连续焊完,当因故中断焊接时,应根据工艺要求采取保温缓冷或后热等防止产生裂纹的措施,再次焊接时应查焊层表面,确认无裂纹后,方可按原工艺要求再次施焊。6.管子焊接时,应防止管内穿堂风。7.每层焊完后,应清除熔渣、飞溅物等并进行外观检查,发现缺陷,应铲除重新焊接。8.每道焊口完成50%的焊接工作量后才能撤出对口器。9.不合格的焊接部位,应采取措施进行返修,同一部位焊缝的返修次数不得超过两次。4.6管道焊接无损检测本工程无损检测由深圳市太科检验有限公司实施,所有工作管检测要求为100%比例射线Ⅲ级检测,外套管为100%比例超声波Ⅲ级检测。具体方案详尽太科检验有限公司制定的《无损检测施工方案》。4.7工作管的除锈、防腐、保温工作管RT检测合格后,安排专人对工作管焊缝周围进行电动工具手工除锈,合格要求为St2.5。除锈合格后使用耐300℃高温漆进行防腐,厚度不低于50μm。工作管的保温由科华公司施工。技术资料专业分享
WORD文档下载可编辑4.8外护管的安装(1)外护管盖瓦按现场实际需要下料,并保证每段盖瓦上均有一个注塑孔。(2)外护管盖瓦安装前,应检查注塑孔螺栓周围是否有缺陷,对有缺陷的注塑孔周围50mm进行内外打磨处理,直至无明显缺陷后使用氩弧焊对其进行修补。(3)外护管盖瓦安装分两次进行,首先完成上半部分盖瓦,完成后将预制段翻转180°,以便科华公司保温层施工。待保温工作完成后,再完成剩余部分盖瓦的安装。(4)外护管对接管安装优先采用“7”字形对口器定位。4.9管件的安装管件的安装与直埋直管安装方式一致,但应注意管件端封的切除,以下为切除端封板注意事项:a)管件在管道未焊接前不可切除端封板;b)在工作芯管焊接好后,应将两管件外套管进行可靠的连接,一般采用角钢或槽钢在外套钢管上连接定位两外套管,防止外套钢管移动;c)当两管件都无法定位中心时,应增加临时定位支承,方法是在工作管与外套管之间采用角钢支承;d)在两外套管连接可靠后,在焊接外套接口管前,确保沟槽内排水正常运行的情况下,可切除防水端封板;e)防水端封板切割过程中,应防止切割到内外钢管,防止保温材料燃烧,应有灭火措施;f)工作管与端封板焊接处,切割后应打磨平整,防止工作管在热膨胀时阻碍工作管在滑动支架上的移动;g)外套管内端封板的切割残余量不可大于10mm;保证发泡保温料有足够的空间;h)现场新增加防水端封板时,应先隔离去除保温材料,防止焊接和切割过程中保温材料燃烧。4.10外护管的试验(1)外护管要求100%比例UT-Ⅲ检测,不合格应进行修整返片。(2)外护管UT检测合格后,向监理方、业主方申请气密性试验,气密性试验使用空压机及惰性气体瓶作为起源,每段试验至少安排2块精度1.5级以上量程0.6MPa的压力表,打压至0.2MPa后,使用发泡剂对外护管焊缝进行气密性测试。测试不合格处须补焊,并重新进行UT检测及气密性,直至合格。(3)UT检测合格后,做好试验记录,并交由科华公司进行保温层注塑工作。(4)待科华公司注塑完毕后,将注塑孔填焊密封,密封完成后交由科华公司进行除锈防腐。(5)直埋管道下沟前须做好封头防水工作,按以下要求进行:技术资料专业分享
WORD文档下载可编辑a)长期存放的端封工作管使用内置铁丝网外置土工布封好,外护管使用3mm厚的防水端封满焊;b)临时存放的端封采用点焊固定,玻璃胶密封端封的方式施工。4.11直埋管道下沟施工(1)下沟前,应按预制管道的《下沟检查记录表》所列项目一一检查,检查合格,经业主、监理、各施工单位确认签字后方可吊装下管。(2)管道下沟前,应做好沟上阴极保护及端封防水保护工作。(3)固定节下沟前不得和直管段相连,并须和波纹补偿器沟上预制后方可下沟。(4)直埋管道的沟下施工须做好防土方崩塌安全准备:在工作槽两侧打钢板桩或安置固定的防护板。(5)直埋管道的沟下施工焊缝处设置工作槽段,工作槽宽度不小于3.2m,槽底标高较管低标高低0.8m,长度为焊缝两侧各1m。(6)做好排水和防风、防雨准备,沟下安装示意图如下:会签栏参加单位(部门、班组)参加人员技术资料专业分享
WORD文档下载可编辑班组长姓名日期姓名日期技术资料专业分享'
您可能关注的文档
- 聚氨酯膜防水施工技术交底记录大全
- 管内配线工程技术交底记录大全
- 基坑开挖喷射砼技术交底记录大全
- 室内电梯安装安全技术交底记录大全
- 安全技术交底记录大全(环境职业健康安全)
- 单层钢筋结构安装工艺设计技术交底记录大全
- 混凝土、钢筋、模板施工技术交底记录大全
- 剪力墙钢支撑四代产品施工技术交底记录大全(附常用计算书)--最终定稿版
- 桥梁施工技术交底记录
- 外脚手架搭设技术交底记录大全
- 水电安装(全套)技术交底记录大全
- 浆砌片石挡土墙施工技术交底记录大全
- 混凝土工程施工安全技术交底记录大全
- 大体积砼施工技术交底记录大全
- 搅拌站安装与施工技术交底记录大全
- 拌与站施工技术交底记录大全
- 蒸压砂加气混凝土砌块技术交底记录大全
- 蒸压加气混凝土砌块砌筑技术交底记录大全