


- 49.91 KB
- 6页
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'安全技术交底SH/T3543-G111工程名称:高硫煤洁净利用化电热一体化示范项目一期工程(年产百万吨甲醇)空分装置EPC总承包单元名称:控制室/MCC技术文件名称防雷接地工程交底日期年月日主持人交底人参加交底人员签字
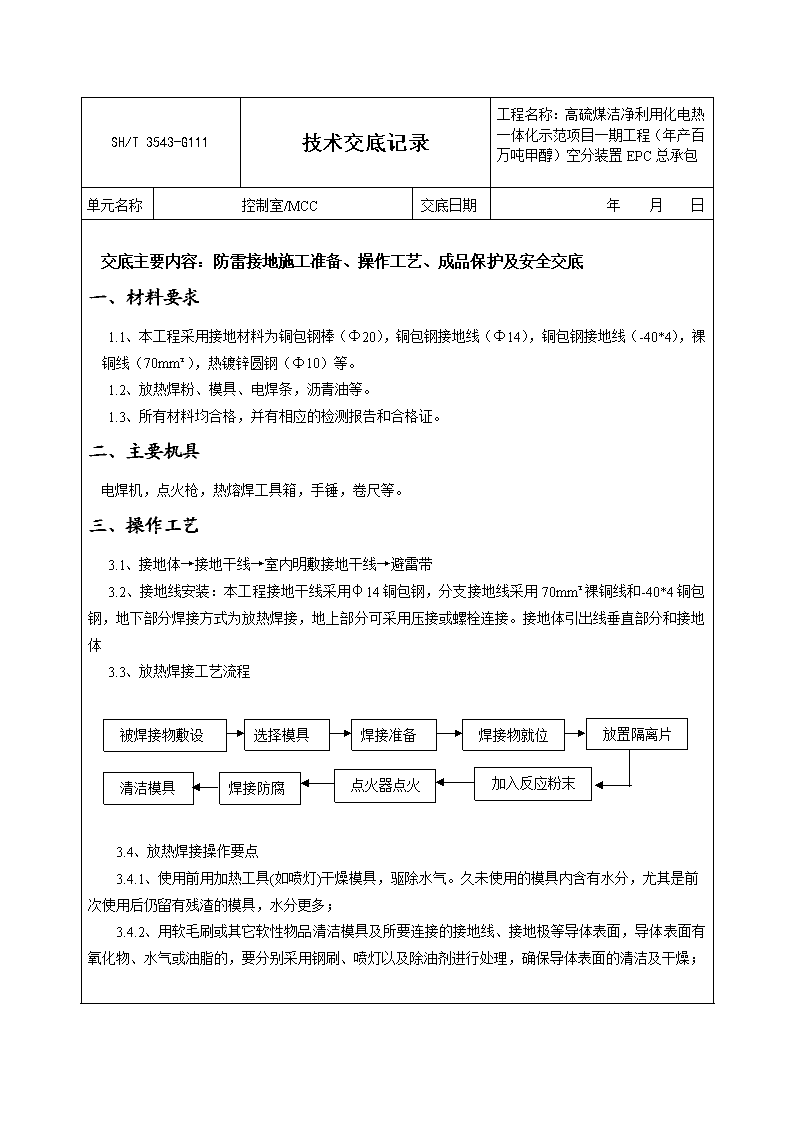
SH/T3543-G111技术交底记录工程名称:高硫煤洁净利用化电热一体化示范项目一期工程(年产百万吨甲醇)空分装置EPC总承包单元名称控制室/MCC交底日期年月日交底主要内容:防雷接地施工准备、操作工艺、成品保护及安全交底一、材料要求1.1、本工程采用接地材料为铜包钢棒(Φ20),铜包钢接地线(Φ14),铜包钢接地线(-40*4),裸铜线(70mm²),热镀锌圆钢(Φ10)等。1.2、放热焊粉、模具、电焊条,沥青油等。1.3、所有材料均合格,并有相应的检测报告和合格证。二、主要机具电焊机,点火枪,热熔焊工具箱,手锤,卷尺等。三、操作工艺3.1、接地体→接地干线→室内明敷接地干线→避雷带3.2、接地线安装:本工程接地干线采用φ14铜包钢,分支接地线采用70mm²裸铜线和-40*4铜包钢,地下部分焊接方式为放热焊接,地上部分可采用压接或螺栓连接。接地体引出线垂直部分和接地体3.3、放热焊接工艺流程放置隔离片焊接物就位焊接准备选择模具被焊接物敷设加入反应粉末点火器点火清洁模具焊接防腐3.4、放热焊接操作要点3.4.1、使用前用加热工具(如喷灯)干燥模具,驱除水气。久未使用的模具内含有水分,尤其是前次使用后仍留有残渣的模具,水分更多;3.4.2、用软毛刷或其它软性物品清洁模具及所要连接的接地线、接地极等导体表面,导体表面有氧化物、水气或油脂的,要分别采用钢刷、喷灯以及除油剂进行处理,确保导体表面的清洁及干燥;
SH/T3543-G111技术交底记录工程名称:高硫煤洁净利用化电热一体化示范项目一期工程(年产百万吨甲醇)空分装置EPC总承包单元名称控制室/MCC交底日期年月日3.4.3、将所要连接的导体安放于模具的相应位置,检查模具接触面的密合度,防止作业时铜液从缝隙处渗漏出来;3.4.4、认真检查模夹后,将模夹卡紧模具,并反复调整夹距,直至模夹密合度与模具密合度相匹配,然后倒入相应剂量焊粉,并留一些引火粉于模唇上,合上模具上盖。如果模夹的开合需要较大的力度,则表示夹距未调整到最佳位置,需重新调整。模夹的安装和调整对热熔焊接的效果以及模具及模夹的使用寿命有重要影响,因此在熔接之前务必认真调节模夹距离,无论模具内是否有熔接物,不当的夹距都会对模具和模夹造成损坏;3.4.5、以点火枪向着模唇的引火粉点火,热熔焊接的反应即在反应腔中进行。反应过程中,严禁直接触碰模具,以免发生被重度烫伤事故,对焊接效果也会有不良影响;3.5、电缆线(导线)焊接的准备工作和要领:a、要得到一个完善的焊点,被焊接电缆线必须保持洁净和干燥。b、充油电缆必须清除电缆线上的油脂污物,可使用除油剂、汽油、四氧化碳等清洗。必要时可使用熔锡水。c、表面氧化的电缆线可使用铜丝刷清洁干净。d、含水的电缆线应用喷灯干燥后用钢刷去除氧化层,含水含油的电缆线如直接焊接会使反应时铜液喷出模具,非常危险,需特别注意。e、敞开的电缆线头会使模具合不拢,产生较大的缝隙,引起铜液渗漏。所以在切割电缆线时,要注意保证切口平整,可用铜丝或绞布固定切割处后再切割。f、如果在焊接具有张力的电缆线时,可使用线缆固定夹紧绷。3.6、接地棒焊接的准备工作和要领:a、接地棒被槌打后末端会变形,必须切除或磨平后才可放入模具内,否则会引起模具闭合不紧,导致铜液渗漏。b、接地棒连接需保持洁净,如铁锈、氧化表皮等必须用钢刷或砂纸清洁干净后方可焊接,否则会出现多孔性焊点。3.7、在焊接钢板之前清洁连接表面,去除表面的水、油、污渍等,对有附着物的表面宜使用砂轮、粗目锉刀等工具清洁,镀锌钢板焊接点表面需去除镀层后再焊接。3.8、钢筋焊接地准备工作和要领:a、清除钢筋表面的锈蚀,打磨光亮。
SH/T3543-G111技术交底记录工程名称:高硫煤洁净利用化电热一体化示范项目一期工程(年产百万吨甲醇)空分装置EPC总承包单元名称控制室/MCC交底日期年月日b、清除钢筋表面的油脂、水分。c、使用钢刷、砂纸、粗目锉刀和喷灯。四、质量控制4.1、影响质量的因素一个良好的放热焊接点应当表面丰满光亮、没有气孔,经切开观察其剖面成一整体无气孔与瑕疵。影响放热焊接效果的最主要因素是湿气或水气,由于模具、焊粉及被熔接物内均可能吸附水分,因此如何防止或驱除水气,是热熔焊接熔接前必须采取的最重要步骤。另一影响放热焊接效果的因素是模具及被焊接物的清洁程度。如被焊接物表面的尘土、油脂、氧化物(锈)或其它附着物等必须完全清除,使其洁净光亮后才可进行焊接作业,否则焊接后的焊接位置的导电性能及机械性能将受到影响。如果模具内的遗留的残渣不完全清除,将造成焊接位置表面不平滑、不光亮。4.2、质量标准放热焊接位置的质量优劣可通过目测检验,强度较高、表面光亮、较少或没有蜂窝状凹凸即为良好。然后还可用电阻测量表计测量其阻值,通常情况下,其阻值趋近于零,完全能够满足电气导通的要求。五、注意事项5.1、每一罐焊粉对应焊接一个焊点、焊粉牌号需与模具铭牌上注明的焊粉用量一致,使用前需仔细对照确认。5.2、焊粉的计量单位以克(gram)计,焊粉的牌号标示其剂量克数,因此如果现有的焊粉牌号与模具标志的剂量不匹配时可视实际情况增减。5.3、焊粉出厂时对于其防潮已采取多层保护,但建议仍需妥善保管避免受潮。不可倒置存放。5.4、一个焊点要一次制作完成。5.5、焊接点的受力。由于焊接过程中产生的热量使接头及附近的母材退火,造成接头部分的母线强度降低,因此不能用于承受高机械强度的导线连接,连接处的最大应力应限制在该导线退火后的拉力强度下。
SH/T3543-G111技术交底记录工程名称:高硫煤洁净利用化电热一体化示范项目一期工程(年产百万吨甲醇)空分装置EPC总承包单元名称控制室/MCC交底日期年月日六、成品保护:6.1、其它工种挖土时,注意不要损坏接地体6.2、电气施工时,注意保护好土建结构及装修面。6.3、焊接时注意清除四周易燃物。6.4、安装接地体时,不得破坏散水和外墙装修。6.5、避雷网敷设后应避免砸碰。七、安全交底7.1、进入现场必须带好安全帽,并将安全帽带系好。7.2、使用电钻、台钻、电焊机、切割机必须接地良好,并带好绝缘手套防止触电事故;电焊机必须设置防护罩;操作时带好消防器材并设专人监护。7.3、放热焊接方式会产生高温,不可避免地有金属颗粒逸出,而造成对施工人员身体的伤害。在使用放热焊接的过程中,一方面应该采用低烟配方,从根本上减少金属颗粒逸出的;另一方面应该加强对施工人员的保护,加强通风,戴好口罩,防止施工人员金属中毒。7.4、施工操作时,现场1.50米之内,不得有无关人员停留。7.5、操作人员必须戴上有一定隔热效果的工作手套。7.6、操作人员不得面对于熔模开口处操作施工。7.7、点火时,一旦引燃粉被引燃,操作人员必须立即离开熔模至少1.50米。7.8、当熔焊结束,任何人不得立即直接接触熔模。7.9、当熔焊结束后,须待熔模和焊接后的导线冷却30秒后,方可使用铁钳取7.10、对焊接后的导线进行绝缘处理,必须待导线完全冷却之后方可进行。7.11、电气焊安全注意事项1)进入现场施工的电焊工作业者必须手续齐全有效,经由相关劳动部门培训考试合格取得证书后方可上岗操作,禁止无证人员违章操作。2)作业前必须携带个人焊工有效证件到安全部办理用火手续,严格按指定部位进行作业,不得冒名顶替及盲目施工。
SH/T3543-G111技术交底记录工程名称:高硫煤洁净利用化电热一体化示范项目一期工程(年产百万吨甲醇)空分装置EPC总承包单元名称控制室/MCC交底日期年月日3)动火前对现场电焊机进行细致检查,及时清理作业周围10米以内易燃易爆物品,电焊机一次线不得超过5米(必须有焊机保护器)并设立单独开关,禁止多台设备并同使用。二次线不得超过30米,电焊机应放置干燥、平稳、防雨、防砸的地方。4)搞好现场临时用电,焊机接线必须由正式电工操作,杜绝违章作业,施工中使用的焊把线必须是完好无损,严禁外露铜芯,按要求架空、严禁拖地、禁止使用破损、老化焊把线,作业区换位时,必须及时断电拉闸,严禁带电硬拉,确保安全用电,不发生意外触电事故。5)电焊工在操作中要正确佩戴好劳动防护用品,穿工作服、绝缘鞋,戴皮手套、防护用具等,确保职业健康、防止各类对人身的伤害。6)看火人要认真负责,做好现场安全巡视,工作完毕后,检查周围是否存有安全隐患,待彻底消除后,方可离开现场。7)搞好环境保护和文明施工,做好成品保护,焊条头要集中存放,严禁乱扔,防止导致其它部位发生火灾事故,废异物料及时按分类进行清理到指定地方,将现场打扫干净。工作结束应及时切断电源,仔细检查现场,确认无火情隐患,方可离开。'