


- 62.00 KB
- 7页

- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'技术交底记录工程名称平潭金井安置房一期交底日期施工单位中铁一局分项工程名称钢筋工程交底提要钢筋直螺纹加工1、施工准备:1.1、机具准备1.1.1、滚压直螺纹套丝机(6台)、砂轮切割机、专用扳手、力矩扳手、通环规、止环规。1.1.2、每两台滚压直螺纹套丝机组成一个加工班组,滚丝机机头相向布置。滚丝机必须平稳落在坚实的地面上,保证工作时稳固可靠。1.1.3、滚丝机机头前须搭上托架支托待加工的钢筋,支架长度为钢筋长加0.5~1.0m,待加工钢筋放在支架上,钢筋轴线与机头中心在同一平面上。1.1.4、钢筋严格按照加工料表加工,经检验合格后,方可加工丝扣。钢筋应分规格码放,严禁滚丝加工时混用,防止设备意外损坏。1.2、材料准备1.2.1、钢筋:22、25、28;1.2.2、套筒:与钢筋相匹配的标准型套筒(正丝,正反丝)。1.2.3、其他:与钢筋相匹配的标准型套筒保护帽、水溶性冷却剂。2、作业条件2.1、操作工人(包括套丝的工人)必须经专门培训,经考试合格后方可上岗。2.2、接头位置应符合设计及规范规定。2.3、熟悉图纸,已进行书面技术交底、安全交底。2.4、钢筋加工机具到场。2.5、所需用电设备管线由电工接完,且经验收完毕。2.6、钢筋原材经复试合格,并且钢筋剥肋滚扎直螺纹接头工艺检验合格。3、操作工艺:3.1、钢筋应先调直再下料,切口断面应与钢筋轴线垂直,不得有马蹄形或挠曲,使用砂轮锯技术负责人交底人接受交底人
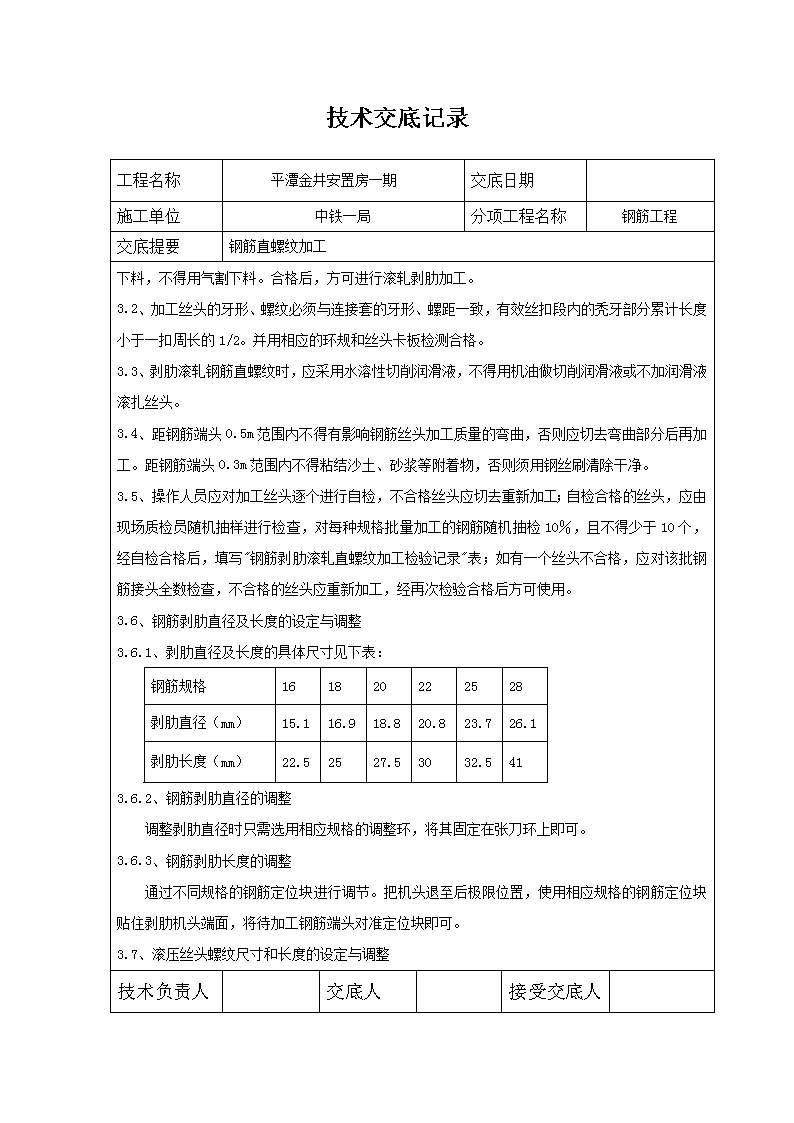
技术交底记录工程名称平潭金井安置房一期交底日期施工单位中铁一局分项工程名称钢筋工程交底提要钢筋直螺纹加工下料,不得用气割下料。合格后,方可进行滚轧剥肋加工。3.2、加工丝头的牙形、螺纹必须与连接套的牙形、螺距一致,有效丝扣段内的秃牙部分累计长度小于一扣周长的1/2。并用相应的环规和丝头卡板检测合格。3.3、剥肋滚轧钢筋直螺纹时,应采用水溶性切削润滑液,不得用机油做切削润滑液或不加润滑液滚扎丝头。3.4、距钢筋端头0.5m范围内不得有影响钢筋丝头加工质量的弯曲,否则应切去弯曲部分后再加工。距钢筋端头0.3m范围内不得粘结沙土、砂浆等附着物,否则须用钢丝刷清除干净。3.5、操作人员应对加工丝头逐个进行自检,不合格丝头应切去重新加工;自检合格的丝头,应由现场质检员随机抽样进行检查,对每种规格批量加工的钢筋随机抽检10%,且不得少于10个,经自检合格后,填写"钢筋剥肋滚轧直螺纹加工检验记录"表;如有一个丝头不合格,应对该批钢筋接头全数检查,不合格的丝头应重新加工,经再次检验合格后方可使用。3.6、钢筋剥肋直径及长度的设定与调整3.6.1、剥肋直径及长度的具体尺寸见下表:钢筋规格161820222528剥肋直径(mm)15.116.918.820.823.726.1剥肋长度(mm)22.52527.53032.5413.6.2、钢筋剥肋直径的调整调整剥肋直径时只需选用相应规格的调整环,将其固定在张刀环上即可。3.6.3、钢筋剥肋长度的调整通过不同规格的钢筋定位块进行调节。把机头退至后极限位置,使用相应规格的钢筋定位块贴住剥肋机头端面,将待加工钢筋端头对准定位块即可。3.7、滚压丝头螺纹尺寸和长度的设定与调整技术负责人交底人接受交底人
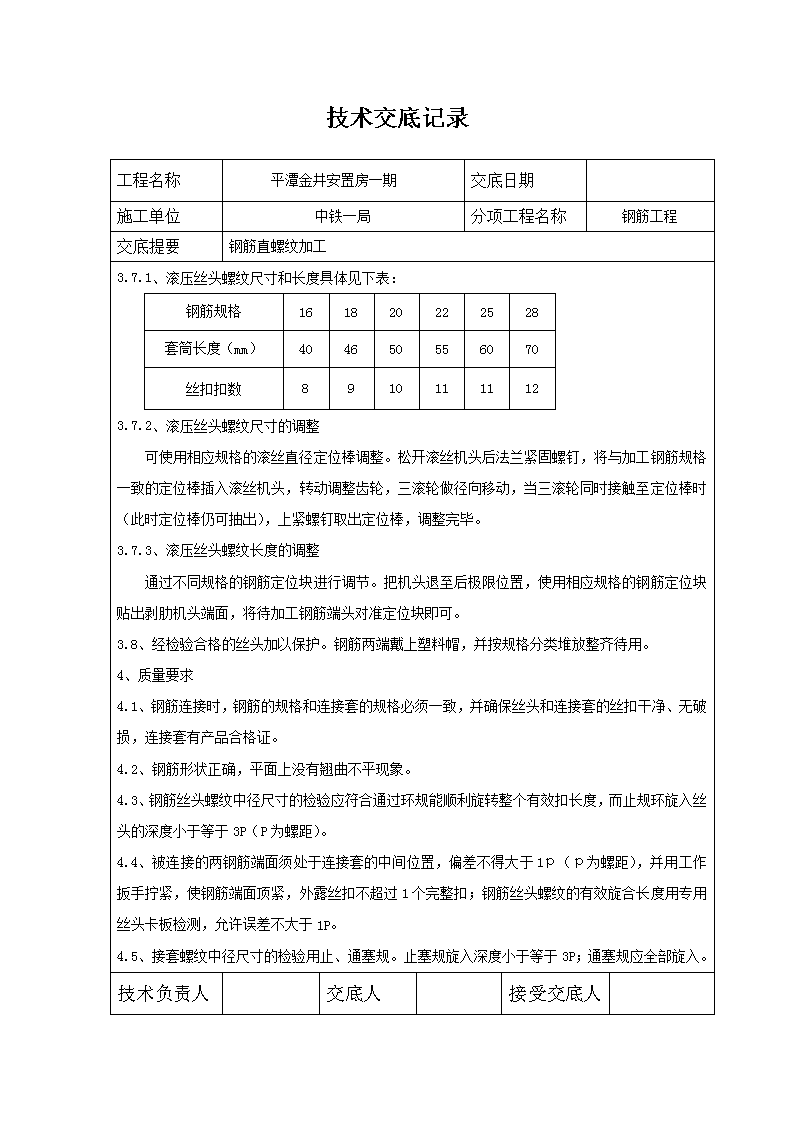
技术交底记录工程名称平潭金井安置房一期交底日期施工单位中铁一局分项工程名称钢筋工程交底提要钢筋直螺纹加工3.7.1、滚压丝头螺纹尺寸和长度具体见下表:钢筋规格161820222528套筒长度(mm)404650556070丝扣扣数89101111123.7.2、滚压丝头螺纹尺寸的调整可使用相应规格的滚丝直径定位棒调整。松开滚丝机头后法兰紧固螺钉,将与加工钢筋规格一致的定位棒插入滚丝机头,转动调整齿轮,三滚轮做径向移动,当三滚轮同时接触至定位棒时(此时定位棒仍可抽出),上紧螺钉取出定位棒,调整完毕。3.7.3、滚压丝头螺纹长度的调整通过不同规格的钢筋定位块进行调节。把机头退至后极限位置,使用相应规格的钢筋定位块贴出剥肋机头端面,将待加工钢筋端头对准定位块即可。3.8、经检验合格的丝头加以保护。钢筋两端戴上塑料帽,并按规格分类堆放整齐待用。4、质量要求4.1、钢筋连接时,钢筋的规格和连接套的规格必须一致,并确保丝头和连接套的丝扣干净、无破损,连接套有产品合格证。4.2、钢筋形状正确,平面上没有翘曲不平现象。4.3、钢筋丝头螺纹中径尺寸的检验应符合通过环规能顺利旋转整个有效扣长度,而止规环旋入丝头的深度小于等于3P(P为螺距)。4.4、被连接的两钢筋端面须处于连接套的中间位置,偏差不得大于1p(p为螺距),并用工作扳手拧紧,使钢筋端面顶紧,外露丝扣不超过1个完整扣;钢筋丝头螺纹的有效旋合长度用专用丝头卡板检测,允许误差不大于1P。4.5、接套螺纹中径尺寸的检验用止、通塞规。止塞规旋入深度小于等于3P;通塞规应全部旋入。技术负责人交底人接受交底人
技术交底记录工程名称平潭金井安置房一期交底日期施工单位中铁一局分项工程名称钢筋工程交底提要钢筋直螺纹加工5、质量检验5.1、丝头5.1.1、检验项目5.1.1.1、剥肋尺寸:用游标卡尺检测钢筋剥肋直径,应符合3.6.1中的附表的要求:用直尺检查剥肋长度(不含斜坡段,从纵肋根部至端面距离),应符合3.6.1中的附表的要求,误差-1P~0。5.1.1.2、螺纹长度:用直尺测量钢筋有效螺纹的长度,应符合3.7.1中的附表的要求,误差0~+1P。5.1.1.3、螺纹大小:用同规格螺纹环规及套筒检查,环规通端顺利旋入外露1~3扣,止规不能拧进(允许拧进三扣以内)为合格;套筒用手拧紧,钢筋丝头应外露0~3(0扣时螺纹配合不能有间隙)。5.1.1.4、牙形及螺纹光洁度:用目测检查该丝头有效长度内的牙形、螺纹光洁度及偏心,丝头牙形应饱满光洁,不完整螺纹(牙顶宽度大于0.3P)累计长度不超过二扣为合格。5.1.2、检验频度5.1.2.1、在每台设备调整设定后正式加工前,对加工的头三个钢筋丝头应进行全面检验和测量。5.1.2.2、以下情况出现时,加工的头三个钢筋丝头也应进行全面检验和测量。5.1.2.2.1、更换剥肋刀片或滚轮或调整环;5.1.2.2.2、拆装机头或剥肋刀座;5.1.2.2.3、移动行程定位机构有关零件;5.1.2.3、三个丝头检验均合格后,可批量生产,批量加工检查按以下原则进行:5.1.2.3.1、每10个钢筋螺纹丝头,用螺纹环规检查一次,且符合5.1.1.3要求。5.1.2.3.2、每20个钢筋螺纹丝头,用当前丝头使用的套筒拧紧检查一次(检查50次左右应更换新的同批套筒),且符合5.1.1.3要求。5.1.2.3.3、每50个钢筋螺纹丝头,用直尺量一下螺纹有效长度,且符合5.1.1.2要求。技术负责人交底人接受交底人
技术交底记录工程名称平潭金井安置房一期交底日期施工单位中铁一局分项工程名称钢筋工程交底提要钢筋直螺纹加工5.1.2.3.4、螺纹的牙型、光洁度、偏心度应随时目测检查。5.2、经自检合格的丝头,应按照质量标准检查。并填写丝头加工检验记录。不合格的丝头应重新加工,经检验合格后方可使用。5.3、工程中应用的直螺纹,由厂方负责提供有效的型式检验报告。5.4、连接钢筋前,应检查连接套筒的出厂合格证,钢筋丝头加工检验记录。5.5、钢筋连接工程开始前和长期施工过程中,应对每批进场的钢筋和接头进行工艺检验:每种规格的钢筋母材进行抗拉强度试验;每种规格钢筋接头的试验不应少于三根;接头试件应达到现行行业标准《钢筋机械连接通用技术规程》JGJ107表3.0.5中Ⅰ级的强度要求。5.6、接头现场检验按验收批进行,同一施工条件下的同一批材料的同等级同规格接头,以500个为一个验收批进行检验与验收,不足500个也作为一个验收批。5.7、对接头的每一验收批,应在工程结构随机截取3个试件作单项拉伸试验,按设计要求的接头性能等级进行检验与评定。5.8、在现场连续检验10个验收批,全部单项拉伸试件一次抽样均合格时,验收批接头数量可扩大一倍。5.9、只有检验合格的丝扣和套管方可进行钢筋绑扎。6、成品保护:6.1、以检验合格的丝头应加以保护。钢筋两端丝头应戴上保护帽,并按规格分类堆放整齐待用。注意对连接套和已套丝钢筋丝扣的保护,不得损坏丝扣,丝扣不得被水泥砂浆等污物污染。6.2、加工好的钢筋成品,应防止油污染和锈蚀。6.3、用专门的桶装套筒,防止套筒被油污染。6.4、及时回收保护帽,并重复利用。7、应注意的质量问题:7.1、钢筋未除锈就加工,钢筋必须除锈。技术负责人交底人接受交底人
技术交底记录工程名称平潭金井安置房一期交底日期施工单位中铁一局分项工程名称钢筋工程交底提要钢筋直螺纹加工7.2、加工过程中未按技术交底及钢筋下料表要求加工。钢筋套丝前切口断面应与钢筋轴线垂直。7.3、钢筋规格用错,进行加工。7.4、钢筋在加工过程中,如发现脆断、焊接性能不良或力学性能显著不正常等现象时,通知项目部技术人员解决。7.5、加工完丝扣用套管试一下,看是否合格,且丝扣不超过标准丝扣一扣。7.6、加工完毕的丝头必须戴上保护帽,以防丝头破损。8、职业安全与健康要求:8.1、施工操作人员严格按规程操作,并且持证上岗。8.2、对施工所用的机电设备,必须由专人操作,其他人员禁止操作。8.3、机械故障或电路中断找电工及机械员修理。其他人员不许维修。8.4、在断料时,不用手扶的一端应用1m以上长度的铁管套压。8.5、外露部分(皮带轮、齿轮)要设安全防护罩。定期对机械进行检修保养,确保机械运行安全及防护罩的齐全,防止机械伤害事故。8.6、机械切断钢筋时,可在切断机一侧加装角钢挡杆,以免钢筋大幅度摆动而伤人。8.7、进行钢筋端头套丝加工的工人作业时应佩带防护手套,严格按照机械操作说明加工,防止缠压手指。切断300mm以下的短钢筋时,不能用手直接送料,可用钳子将钢筋夹住送料。8.8、机械运转中,严禁用手直接捡拾刀口的断头或铁屑。9、环保要求9.1、钢筋加工场地周边设置围挡,钢筋料堆堆放整齐。9.2、运卸钢筋时要采取有效的措施,防止发生大的噪声,影响周围环境。禁止在现场大声喧哗,避免人为的敲击噪声。9.3、工人操作必须做到活完料净、脚下清。9.4、及时回收塑料帽、塑料密封套,并重复利用。技术负责人交底人接受交底人
技术交底记录工程名称平潭金井安置房一期交底日期施工单位中铁一局分项工程名称钢筋工程交底提要钢筋直螺纹加工9.5、钢筋采用集中加工,利用不同长度钢筋的互补性,减少钢筋下脚料的浪费。9.6、套丝用的水溶性切削冷却润滑液,应注意清擦,避免流淌沉积,污染地面。9.7、每天对车丝机操作区进行清理,工完场清,钢屑集中消纳。技术负责人交底人接受交底人'