


- 67.50 KB
- 4页
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
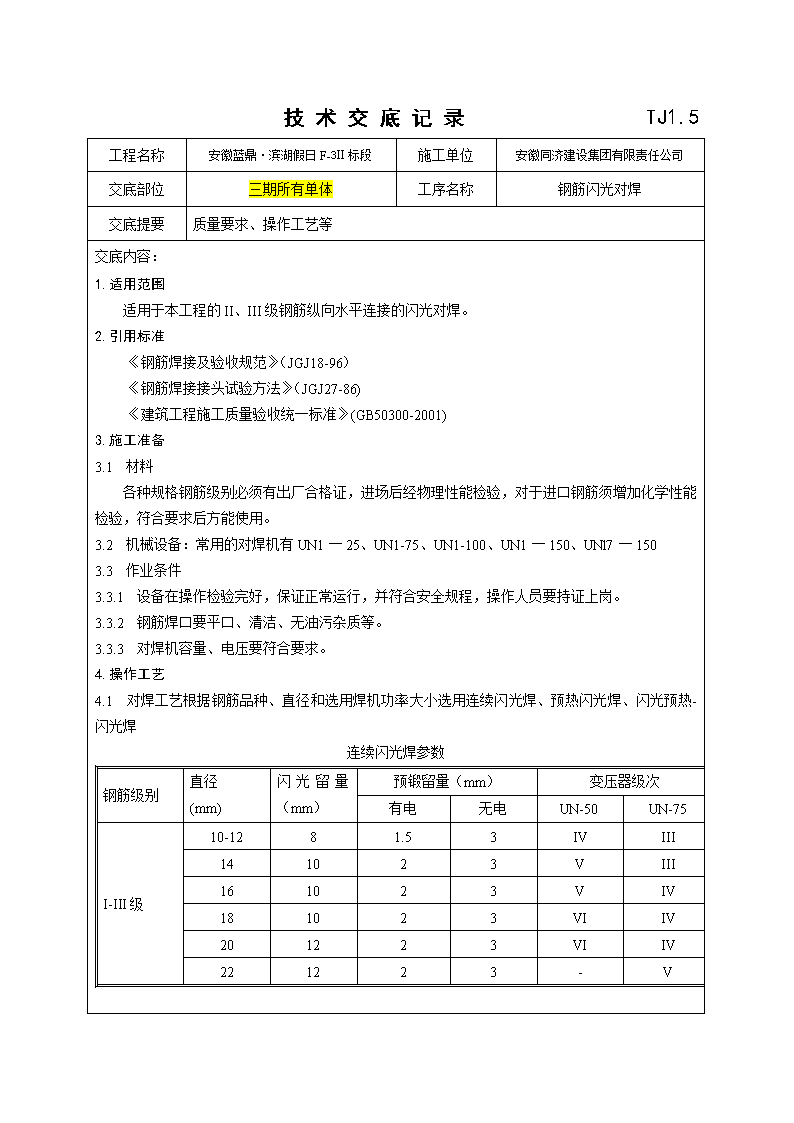
'技术交底记录TJ1.5工程名称安徽蓝鼎·滨湖假日F-3Ⅱ标段施工单位安徽同济建设集团有限责任公司交底部位三期所有单体工序名称钢筋闪光对焊交底提要质量要求、操作工艺等交底内容:1.适用范围适用于本工程的II、III级钢筋纵向水平连接的闪光对焊。2.引用标准《钢筋焊接及验收规范》(JGJ18-96)《钢筋焊接接头试验方法》(JGJ27-86)《建筑工程施工质量验收统一标准》(GB50300-2001)3.施工准备3.1材料各种规格钢筋级别必须有出厂合格证,进场后经物理性能检验,对于进口钢筋须增加化学性能检验,符合要求后方能使用。3.2机械设备:常用的对焊机有UN1一25、UN1-75、UN1-100、UN1一150、UNl7一1503.3作业条件3.3.1设备在操作检验完好,保证正常运行,并符合安全规程,操作人员要持证上岗。3.3.2钢筋焊口要平口、清洁、无油污杂质等。3.3.3对焊机容量、电压要符合要求。4.操作工艺4.1对焊工艺根据钢筋品种、直径和选用焊机功率大小选用连续闪光焊、预热闪光焊、闪光预热-闪光焊连续闪光焊参数钢筋级别直径(mm)闪光留量(mm)预锻留量(mm)变压器级次有电无电UN-50UN-75I-III级10-1281.53IVIII141023VIII161023VIV181023VIIV201223VIIV221223-V
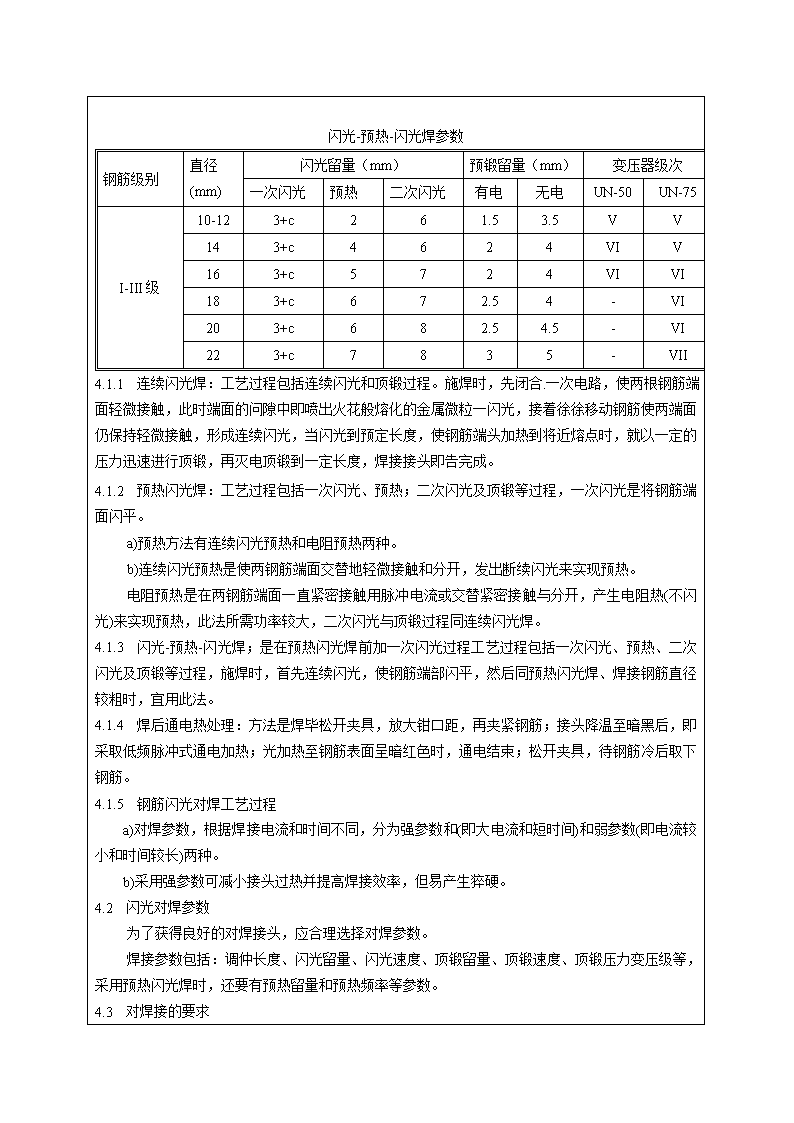
闪光-预热-闪光焊参数钢筋级别直径(mm)闪光留量(mm)预锻留量(mm)变压器级次一次闪光预热二次闪光有电无电UN-50UN-75I-III级10-123+c261.53.5VV143+c4624VIV163+c5724VIVI183+c672.54-VI203+c682.54.5-VI223+c7835-VII4.1.1连续闪光焊:工艺过程包括连续闪光和顶锻过程。施焊时,先闭合.一次电路,使两根钢筋端面轻微接触,此时端面的问隙中即喷出火花般熔化的金属微粒一闪光,接着徐徐移动钢筋使两端面仍保持轻微接触,形成连续闪光,当闪光到预定长度,使钢筋端头加热到将近熔点时,就以一定的压力迅速进行顶锻,再灭电顶锻到一定长度,焊接接头即告完成。4.1.2预热闪光焊:工艺过程包括一次闪光、预热;二次闪光及顶锻等过程,一次闪光是将钢筋端面闪平。a)预热方法有连续闪光预热和电阻预热两种。b)连续闪光预热是使两钢筋端面交替地轻微接触和分开,发出断续闪光来实现预热。电阻预热是在两钢筋端面一直紧密接触用脉冲电流或交替紧密接触与分开,产生电阻热(不闪光)来实现预热,此法所需功率较大,二次闪光与顶锻过程同连续闪光焊。4.1.3闪光-预热-闪光焊;是在预热闪光焊前加一次闪光过程工艺过程包括一次闪光、预热、二次闪光及顶锻等过程,施焊时,首先连续闪光,使钢筋端部闪平,然后同预热闪光焊、焊接钢筋直径较粗时,宜用此法。4.1.4焊后通电热处理:方法是焊毕松开夹具,放大钳口距,再夹紧钢筋;接头降温至暗黑后,即采取低频脉冲式通电加热;光加热至钢筋表面呈暗红色时,通电结束;松开夹具,待钢筋冷后取下钢筋。4.1.5钢筋闪光对焊工艺过程a)对焊参数,根据焊接电流和时间不同,分为强参数和(即大电流和短时间)和弱参数(即电流较小和时间较长)两种。b)采用强参数可减小接头过热并提高焊接效率,但易产生猝硬。4.2闪光对焊参数为了获得良好的对焊接头,应合理选择对焊参数。焊接参数包括:调仲长度、闪光留量、闪光速度、顶锻留量、顶锻速度、顶锻压力变压级等,采用预热闪光焊时,还要有预热留量和预热频率等参数。4.3对焊接的要求
II、III级钢筋对焊II、III级钢筋的可焊性较好,焊接参数的适应性较宽,只要保证焊缝质量,拉弯时断裂在热影响区就较小,因而,其操作关键是掌握合适的顶锻。采用预热闪光焊时其操作要点为:一次闪光,闪光为准;预热充分,频率要高。二次闪光,短、稳、强烈;顶锻过程,快速有力。4.4对焊注意事项4.4.1对焊前应清除钢筋端头约150mm范围的铁锈污泥等,防止夹具和钢筋间接触不良而引起“打火,",钢筋端头有弯曲应予调直及切除。4.4.2当调换焊工或更换钢筋的规格和品种时应先制作对焊试件(不少于2个)进行冷弯试验,合格后方能成批焊接。4.4.3焊接参数应根据钢种特性、气温高低、电压、焊机性能等情况由操作工自行修正。4.4.4焊接完成,应保持接头红色变为黑色才能松开夹具,平稳取出钢筋。以免引起接头弯曲。当焊接后张拉予应力钢筋时,应趁热将焊缝毛刺打掉,利于钢筋穿入孔道。4.4.5不同直径钢筋对焊,其截面之比不宜大于1.5倍。4.4.6焊接场地应有防风防雨措施。5.质量标准5.1保证项目5.1.1对焊所用钢筋的材质性能和工艺方法必须符合质量检验评定标准规定。5.1.2对焊钢筋应有出厂合格证和试验报告。5.1.3钢筋焊接时所选用对焊机性能符合焊接工艺要求。5.2.1钢筋对焊完毕,应对全部焊缝进行外观检查,其要求是a)对焊接头,接头处弯折环大于4度。b)接头具有适当的墩粗和均匀的金属毛刺。c)钢筋横向没有裂缝和烧伤。d)接头轴线位移不大于0.1d,且不大于2mm。5.2.2机械性能实验、检查方法a)按同类型(钢种直径相同)分批,每100个为一批,每批取6个试件,3个作抗拉实验,3个作冷弯实验。b)三个试件抗拉强度值不得低于该级别钢筋的抗拉强度。c)冷弯实验(包括正弯和反弯实验)弯曲时接头位置应处于弯曲中心处,冷弯按规定角度进行,接头处或热或冷影响区外侧横向裂缝宽度不应大于0.l5mn才算合格。d)使用同批材料焊接参数相同,在焊接质量稳定情况下,每批数量扩大三倍。6.施工注意事项6.1应避免的质量通病
对焊焊接时出现表面烧伤、接头轴线偏移和弯曲;接头结合不良、接头氧化缺陷,接头过烧缺陷、热区淬水脆裂以及接头区域有裂纹等现象。6.2成品保护6.2.1钢筋焊接半成品按规格型号分类堆放整齐,堆放场地应有遮盖,防止日晒雨淋。6.2.2转运钢筋对焊半成品不能随意抛扔,以免钢筋变形。6.3安全、环境措施6.3.1对焊前应清理钢筋与电极表面污泥,使电极接触良好,以免出现“打火”现象。6.3.2对焊完毕不要过早松开夹具,连接头处高温时不要抛掷钢筋接头,不准往高温接头上浇水,较长钢筋对接应安置在台架上。6.3.3对焊机选择参数,包括功率和二次电压与对焊钢筋时相匹配,电极冷却水的温度不得超过40度,机身应接地良好。6.3.4闪光火花飞溅的方向要有良好的防护安全措施。技术负责人交底人接受交底人注:本记录一式两份,一份交接受交底人,一份存档。'