


- 49.50 KB
- 5页
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
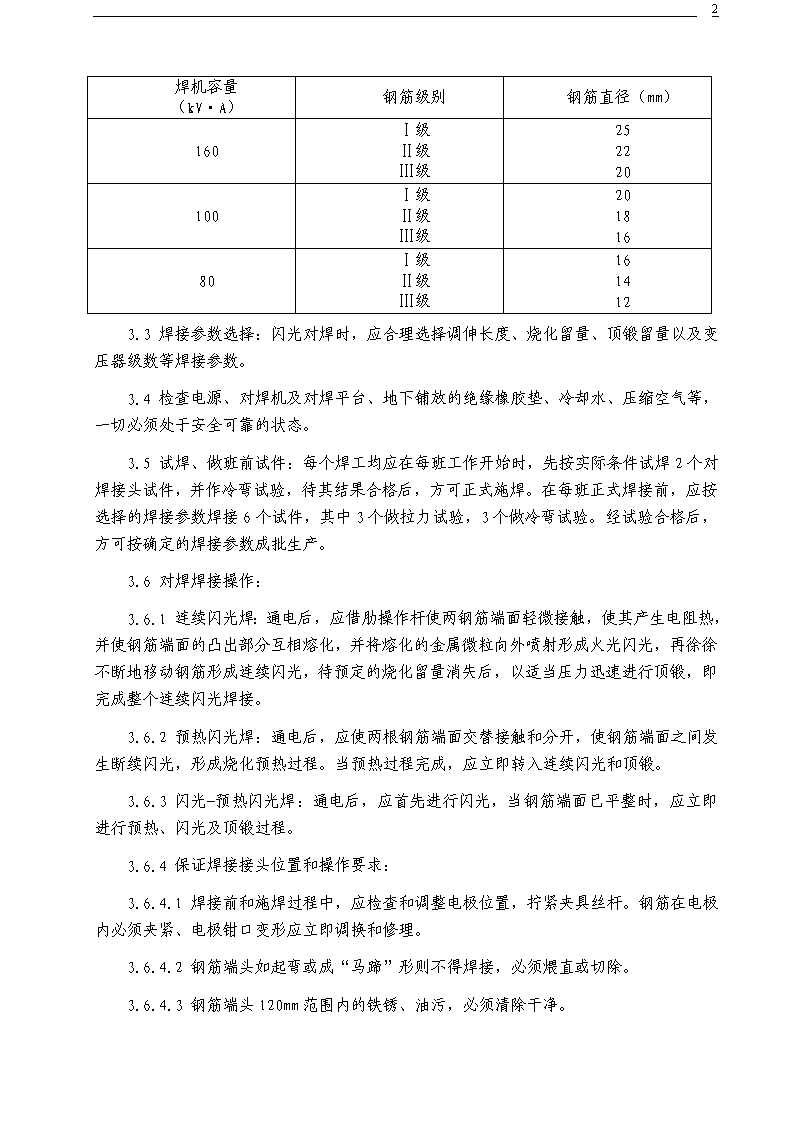
'5钢筋闪光对焊施工技术交底记录交底内容1.1本工艺标准适用于热轧钢筋的连续闪光焊、预热闪光焊、闪光-预热闪光焊。2.1材料及主要机具:2.1.1钢筋:钢筋的级别、直径必须符合设计要求,有出厂证明书及复试报告单。进口钢筋还应有化学复试单,其化学成分应满足焊接要求,并应有可焊性试验。2.1.2主要机具:对焊机及配套的对焊平台、防护深色眼镜、电焊手套、绝缘鞋、钢筋切断机、空压机、水源、除锈机或钢丝刷、冷拉调直作业线。2.2作业条件:2.2.1焊工必须持有有效的考试合格证。2.2.2对焊机及配套装置、冷却水、压缩空气等应符合要求。2.2.3电源应符合要求,当电源电压下降大于5%,小于8%时,应采取适当提高焊接变压器级数的措施;大于8%时,不得进行焊接。2.2.4作业场地应有安全防护设施,防火和必要的通风措施,防止发生烧伤、触电及火灾等事故。2.2.5熟悉料单,弄清接头位置,做好交底。3.1工艺流程:检查设备→选择焊接工艺及参数→试焊、作模拟试件→送试→确定焊接参数→焊接→质量检验3.1.1连续闪光对焊工艺过程:闭合电路→闪光(两钢筋端面轻微接触)→连续闪光加热到将近熔点(两钢筋端面徐徐移动接触)→带电顶锻→无电顶锻3.1.2预热闪光对焊工艺过程:闭合电路→断续闪光预热(两钢筋端面交替接触和分开)→连续闪光加热到将近熔点(两钢筋端面徐徐移动接触)→带电顶锻→无电顶锻3.1.3闪光-预热闪光对焊工艺过程:闭合电路→一次闪光闪平端面(两钢筋端面轻微徐徐接触)→连续闪光预热(两钢筋端面交替接触和分开)→二次连续闪光加热到将近熔点(两钢筋端面徐徐移动接触)→带电顶锻→无电顶锻3.2焊接工艺方法选择:当钢筋直径较小,钢筋级别较低,可采用连续闪光焊。采用连续闪光焊所能焊接的最大钢筋直径应符合下表的规定。当钢筋直径较大,端面较平整,宜采用预热闪光焊;当端面不够平整,则应采用闪光-预热闪光焊。连续闪光焊钢筋上限直径表
5焊机容量(kV·A)钢筋级别钢筋直径(mm)160Ⅰ级Ⅱ级Ⅲ级252220100Ⅰ级Ⅱ级Ⅲ级20181680Ⅰ级Ⅱ级Ⅲ级1614123.3焊接参数选择:闪光对焊时,应合理选择调伸长度、烧化留量、顶锻留量以及变压器级数等焊接参数。3.4检查电源、对焊机及对焊平台、地下铺放的绝缘橡胶垫、冷却水、压缩空气等,一切必须处于安全可靠的状态。3.5试焊、做班前试件:每个焊工均应在每班工作开始时,先按实际条件试焊2个对焊接头试件,并作冷弯试验,待其结果合格后,方可正式施焊。在每班正式焊接前,应按选择的焊接参数焊接6个试件,其中3个做拉力试验,3个做冷弯试验。经试验合格后,方可按确定的焊接参数成批生产。3.6对焊焊接操作:3.6.1连续闪光焊:通电后,应借肋操作杆使两钢筋端面轻微接触,使其产生电阻热,并使钢筋端面的凸出部分互相熔化,并将熔化的金属微粒向外喷射形成火光闪光,再徐徐不断地移动钢筋形成连续闪光,待预定的烧化留量消失后,以适当压力迅速进行顶锻,即完成整个连续闪光焊接。3.6.2预热闪光焊:通电后,应使两根钢筋端面交替接触和分开,使钢筋端面之间发生断续闪光,形成烧化预热过程。当预热过程完成,应立即转入连续闪光和顶锻。3.6.3闪光-预热闪光焊:通电后,应首先进行闪光,当钢筋端面已平整时,应立即进行预热、闪光及顶锻过程。3.6.4保证焊接接头位置和操作要求:3.6.4.1焊接前和施焊过程中,应检查和调整电极位置,拧紧夹具丝杆。钢筋在电极内必须夹紧、电极钳口变形应立即调换和修理。3.6.4.2钢筋端头如起弯或成“马蹄”形则不得焊接,必须煨直或切除。3.6.4.3钢筋端头120mm范围内的铁锈、油污,必须清除干净。
53.6.4.4焊接过程中,粘附在电极上的氧化铁要随时清除干净。3.6.4.5接近焊接接头区段应有适当均匀的镦粗塑性变形,端面不应氧化。3.6.4.6焊接后稍冷却才能松开电极钳口,取出钢筋时必须平稳,以免接头弯折。3.7质量检查:在钢筋对焊生产中,焊工应认真进行自检,若发现偏心、弯折、烧伤、裂缝等缺陷,应切除接头重焊,并查找原因,及时消除。4.1保证项目:4.1.1钢筋的品种和质量必须符合设计要求和有关标准的规定。注:进口钢筋需先经过化学成分检验和焊接试验,符合有关规定后方可焊接。检验方法:检查出厂证明书和试验报告单。4.1.2钢筋的规格、焊接接头的位置、同一截面内接头的百分比,必须符合设计要求和施工规范的规定。检验方法:观察或尺量检查。4.1.3对焊接头的力学性能检验必须合格。力学性能检验时,在同条件下(指钢筋生产厂、批号、级别、直径、焊工、焊接工艺和焊机等均相同)完成并经外观检查合格的焊接接头,以200个作为一批(不足200个,也按一批计),从中随机切取6个试件,3个做拉伸试验,3个做冷弯试验,进行质量检查。对焊接头的抗拉强度不应低于该级别钢筋的规定值,并至少有2个试件断于焊缝以外,且呈塑性断裂。3个拉力试件中,当有1个抗拉强度低于该级别钢筋的规定值,或者有2个试件在焊缝处或热影响区(按接头每边0.75d计算)脆性断裂时,应另取两倍数量(6个)的接头试件重做试验。复试中当有1个时间的抗拉强度低于该级别钢筋的规定值,或者有3个试件在焊缝处或热影响区脆性断裂时,则该批对焊接头应判为不合格。检验方法:检查焊接试件试验报告单。4.2基本项目:钢筋闪光对焊接头外观检查结果,应符合下列要求:4.2.1接头周缘应有适当的墩粗部分,并呈均匀的毛刺外形。4.2.2钢筋表面不得有明显烧伤或裂纹。检验方法:观察检查。4.3允许偏差项目:
54.3.1接头处的弯折角不大于4°。4.3.2接头处的轴线偏移,不大于0.l倍钢筋直径,同时不大于2mm。检验方法:目测或量测。5.1焊接后稍冷却才能松开电极钳口,取出钢筋时必须平稳,以免接头弯折。6.1在钢筋对焊生产中,应重视焊接全过程中的任何一个环节,以确保焊接质量,若出现异常现象,应对应下表“闪光对焊异常现象、焊接缺陷及消除措施表”查找原因,及时消除。闪光对焊异常现象、焊接缺陷及消除措施表异常现象或焊接缺陷消除措施烧化过分剧烈并产生强烈的爆炸声1、降低变压器级数2、减慢烧化速度闪光不稳定1、清除电极底部和表面的氧化物2、提高变压器级数3、加快烧化速度接头中有氧化膜未焊透或夹渣1、增加预热程度2、加快临近顶锻时的烧化程度3、确保带电顶锻过程4、加快顶锻速度5、增大顶锻压力接头中有缩孔1、降低变压器级数2、避免烧化过程过分强烈3、适当增大顶锻留量及顶锻压力焊缝金属过烧1、减小预热程度2、加快烧化速度缩短焊接时间3、避免过多带电顶锻接头区域裂纹1、检验钢筋的碳硫磷含量若不符合规定时应更换钢筋2、采取低频预热方法增加预热程度钢筋表面微熔及烧伤1、消除钢筋被夹紧部位的铁锈和油污2、消除电极内表面的氧化物3、改进电极槽口形状增大接触面积4、夹紧钢筋接头弯折或轴线偏移1、正确调整电极位置2、修整电极钳口或更换已变形的电极3、切除或矫直钢筋的弯头6.2冷拉钢筋的焊接应在冷拉之前进行。冷拉过程中,若在接头部位发生断裂时,可在切除热影响区(离焊缝中心约为0.75倍钢筋直径)后再焊再拉,但不得多于两次。同时,其冷拉工艺与要求应符合有关规范和设计图纸的规定。本工艺标准应具备以下质量记录:
57.1钢筋出厂质量证明书或试验报告单。7.2钢筋机械性能复试报告。7.3进口钢筋应有化学成分检验报告和可焊性试验报告。国产钢筋在加工过程中发生脆断、焊接性能不良和机械性能显著不正常的,应有化学成分检验报告。7.4钢筋接头的拉伸试验报告、弯曲试验报告。'