


- 186.00 KB
- 16页
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'WORD格式.可编辑内衬塑钢管安装工艺1范围:本工艺适用于内衬塑(镀锌)钢管管道安装,其工作压力≤1.0Mpa的水系统管道;当管道的内衬塑材料为聚乙烯(PE)时,其工作温度为<40℃;当管道的内衬塑材料为辐照交联聚乙烯(PEX)时,其工作温度为<95℃。3工艺流程方框图;4.1施工准备4.2管材及附件检验4.3管道预制加工4.4支架预制安装4.5管道安装4.6管道与阀类连接4.7管道试压与冲洗4.8交工验收4.工艺过程4.1施工准备4.1.1熟悉“内衬塑镀锌钢管”专业知识.整理分享
WORD格式.可编辑管道的施工技术文件和工艺要求,认真仔细审图,发现问题及时会同有关部门解决,并且做好施工图的会审记录。4.1.2根据施工图及时编制施工预算和施工方案。4.1.3根据工程总进度编制材料供应计划、机具及劳动力配备计划。4.1.4根据设计施工图进行现场测绘,并绘制管道加工预制单线图,进行加工预制。4.1.5根据工程量和进度计划,合理布置现场加工预制场,并合理配备施工机具。4.1.6根据施工方案,及时对施工人员进行管道安装技术要求和安全交底,交安全、质量、主要施工方法、验收规范要求和进度计划要求。4.2管材及附件检验4.2.1管材及附件必须具有制造厂商的质量保证书,其产品质量不得低于国家现行标准,并能满足设计与使用要求。4.2.2内衬塑镀锌钢管及注塑镀锌管件的成品外表面不允许有分层、裂纹和影响强度的褶皱等缺陷存在;4.2.3管材与管件的外观应无砂眼、气泡、裂口及显著的波纹;内壁衬塑应光滑、无裂纹、毛刺等缺陷。4.2.4管材与管件必须按照产品出厂标准进行检验,经过检验合格的管材,必须按规格型号分别堆放,妥善保管,防止污损与锈蚀。4.2.4管道规格:4.2.4.1“日本生产”内衬塑镀锌钢管(表一)单位mm公称通径管道外径管道内径质量Kg/m管道壁厚T1T2T3专业知识.整理分享
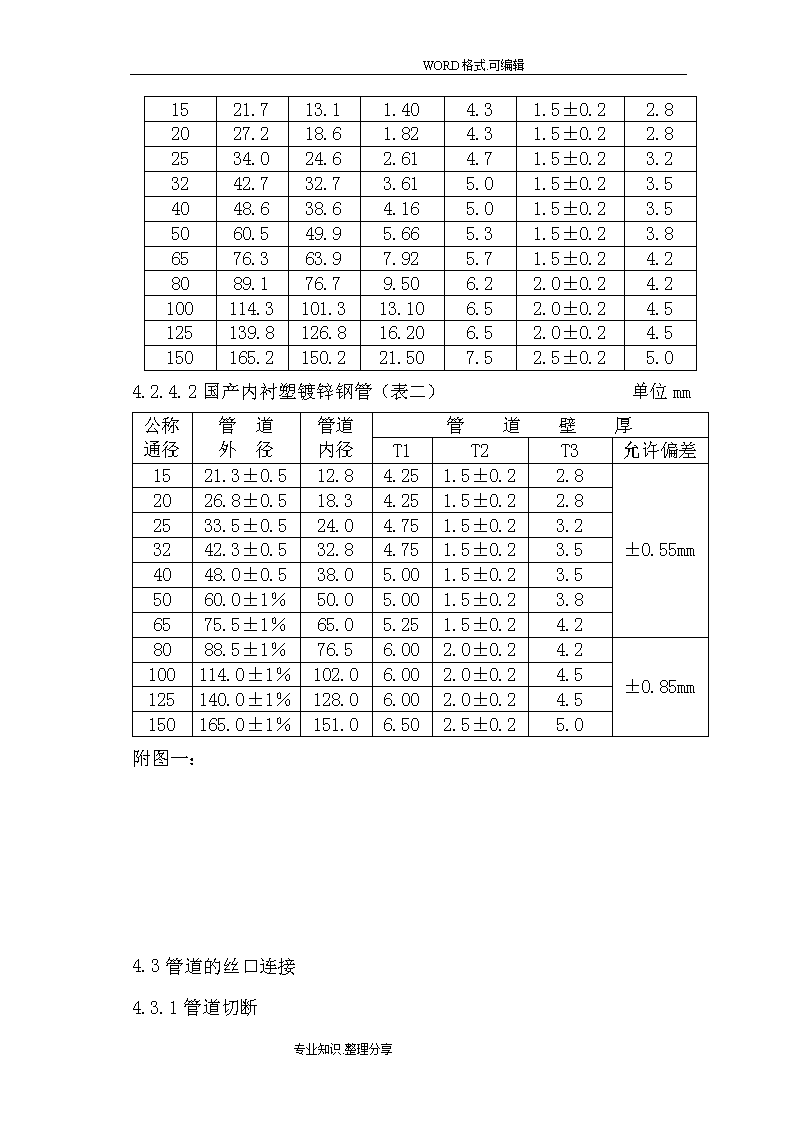
WORD格式.可编辑1521.713.11.404.31.5±0.22.82027.218.61.824.31.5±0.22.82534.024.62.614.71.5±0.23.23242.732.73.615.01.5±0.23.54048.638.64.165.01.5±0.23.55060.549.95.665.31.5±0.23.86576.363.97.925.71.5±0.24.28089.176.79.506.22.0±0.24.2100114.3101.313.106.52.0±0.24.5125139.8126.816.206.52.0±0.24.5150165.2150.221.507.52.5±0.25.04.2.4.2国产内衬塑镀锌钢管(表二)单位mm公称通径管道外径管道内径管道壁厚T1T2T3允许偏差1521.3±0.512.84.251.5±0.22.8±0.55mm2026.8±0.518.34.251.5±0.22.82533.5±0.524.04.751.5±0.23.23242.3±0.532.84.751.5±0.23.54048.0±0.538.05.001.5±0.23.55060.0±1%50.05.001.5±0.23.86575.5±1%65.05.251.5±0.24.28088.5±1%76.56.002.0±0.24.2±0.85mm100114.0±1%102.06.002.0±0.24.5125140.0±1%128.06.002.0±0.24.5150165.0±1%151.06.502.5±0.25.0附图一:4.3管道的丝口连接4.3.1管道切断专业知识.整理分享
WORD格式.可编辑4.3.1.1内衬塑钢管管道的切断,应使用电动锯条机进行;严禁使用砂轮切割机切断,以免损坏管道内衬塑料管管口,影响管道的使用质量和寿命。4.3.1.2管端端口,应按照内衬塑镀锌钢管衬塑厚度的1/2进行内倒角,用专用刮刀或塑料管用铰刀进行,并且用木挫刀或砂纸将管端头(衬塑)部位的毛刺清除干净。(见附图二)附图二:(t-管道衬塑层)4.3.2管道的套丝4.3.2.1应使用配套的电动套丝机进行管道进行锥形螺纹套丝。切削用润滑油应使用专用冷却润滑油;4.3.2.2正确使用电动套丝机和配套工具,及时调整好管道丝锥的长度和松紧度。4.3.2.3“日产”内衬塑料钢管管道的丝口检验:用配套的“标准螺纹量规”对管道丝锥加工尺寸进行确认。4.3.2.4“国产”内衬塑料钢管套丝的丝锥螺纹加工,必须符合现行国家标准GB7306-87《螺纹密封的管螺纹》的规定;4.3.2.5管道的丝口加工须光滑清楚,不得有毛刺和乱丝、断扣或缺专业知识.整理分享
WORD格式.可编辑口的尺寸不得超过全长的10%。4.3.3.管道连接4.3.3.1管道连接前应将丝口端部进行清洗,用清水将端部处机油、金属与塑料粒屑清除干净并擦干。4.3.3.2“日产”内衬塑料钢管管道填料及连接:1)填料:采用配套“给水#100N”密封胶涂抹在管道端部和螺纹处,外缠“塑料王”,≤DN50时可外缠一圈,>DN50则应管件外缠二圈,“塑料王”不可碰到管道丝口端部,管道配件所连接的丝口处也要涂抹密封胶。(密封胶与“塑料王”用量见表三)表三:管道直径mm1520253240506580100“塑料王”用量mm70110160200230300500600800密封胶用量g0.50.60.80.91.32.33.33.85.02)连接:待丝口处密封胶稍微凝结时(约一分钟左右)即可进行连接,将管子旋入管件后,用管子钳钳在配件的暗光泽面处一次装紧,同时将丝口连接处溢出的密封胶向接口处按紧,清除多余填料,外露丝口也可利用密封胶涂抹加以保护。3)管道连接时旋人长度、外露螺纹长度和使用的力矩均应符合下表规定的技术要求.4)日产内衬塑镀锌钢管丝口连接要求(表四)直经mm管接头螺纹度mm旋人长度的大致标准外露长度标准mm允许外露螺最小长度mm力矩Kg/cm管子钳尺寸mm及所加力Kg螺牙数(扣)长度mm15116.0-7.011.0-13.09.0-7.04.5400300*20专业知识.整理分享
WORD格式.可编辑20137.5-8.513.5-15.57.5-5.54.5500300*2925166.5-7.515.0-17.59.5-7.54.51000450*2932177.5-8.517.5-18.510.0-8.04.51200450*3540188.0-9.018.5-20.59.0-6.54.51500600*3550209.0-10.020.5-23.010.0-8.04.52000600*42652310.0-11.023.0-25.513.0-10.54.52500900*35802611.0-12.025.5-27.013.5-11.55.53000950*431002812.0-13.027.5-30.016.5-14.05.54000950*531253013.0-14.029.0-32.016.0-19.06.050001200*451503314.0-15.032.0-36.014.0-18.06.060001200*55附图三:4.3.3.3“国产”内衬塑镀锌钢管管道填料及连接:1)管道填料:采用四氟乙烯生料带或白漆麻丝;2)连接:将管子旋入管件后,用管子钳一次装紧,同时清除外露多余填料,外露丝口处必须涂刷防锈漆加以保护3)“国产”内衬塑镀锌钢管管道丝口连接要求(表五)直经mm旋人长度的大致标准扭矩N*m管子钳尺寸mm及所加力KN螺牙数(扣)长度mm156.0-6.51140300*0.15206.5-7.01360300*0.25256.0-6.515100450*0.30327.0-7.517120450*0.35专业知识.整理分享
WORD格式.可编辑407.0-7.518150600*0.30509.0-9.520200600*0.406510.0-10.523250900*0.358011.5-12.027300900*0.4010013.5-14.0334001000*0.5012515.0-16.0355001000*0.6015015.0-16.0356001000*0.704.4内衬塑钢管管道的法兰连接4.4.1丝口法兰:适用于内衬塑镀锌钢管丝口连接管道,法兰应采用内衬塑凸面带颈螺纹钢制丝口法兰,连接要求同管道丝口连接要求;4.4.2内衬塑管道法兰焊接连接:4.4.2.1内衬塑管道法兰焊接连接的施工顺序:施工准备管道与管件检验管道预制加固单线图绘制管道预制加工(焊接及组装编号)管道外出加工(镀锌与衬塑)管道支架预制与安装管道现场组装管道试压与清洗管道验收交工专业知识.整理分享
WORD格式.可编辑4.4.2.2管道采用无缝钢管焊接法兰连接时,管道先进行现场预制安装,管道预制必须严格按照管道加工预制单线图进行加工组装和编号,经检验合格后,装运外出进行管道的热度锌加工和衬塑加工,然后再运抵现场进行现场安装;4.4.2.3管道预制加工的长度与转角宽度尺寸,必须满足镀锌与衬塑加工工艺要求;4.4.2.4内衬塑管道法兰连接时,其弯头也应预制成法兰连接件,弯头二端的接管应尽量缩短,同时管道两焊缝的间距,也必须符合施工验收规范要求要求;4.4.2.5管道的三通管件,应尽量采用配套的三通管件;现场制作三通时,必须采用拉制三通;4.4.2.6管道的连接法兰必须采用两面焊接,法兰的内圈焊缝必须打磨成圆弧状(半径≮5mm),管道焊接后,焊缝必须清除焊渣,打磨光洁,焊缝不得有凹凸不平、气孔等现象;4.4.2.7管道预制加工时,必须根据衬塑加工工艺要求,留出法兰衬塑时的间隙与垫片厚度,垫片必须采用橡胶垫;4.5内衬塑钢管管道的沟槽式机械钢性接口连接4.5.1内衬塑钢管管道的沟槽式机械钢性接口连接方式,适用于管径大于等于65mm的管道;4.5.2专业知识.整理分享
WORD格式.可编辑管道的沟槽式机械钢性接口连接采用无缝钢管,管道经镀锌后先进行现场预制安装(压槽加工),管道预制必须严格按照管道加工预制单线图进行加工组装和编号,经检验合格后,然后进行衬塑加工,再送至现场进行安装(施工顺序同法兰连接的施工顺序)。4.5.3管道的三通与弯头等管件,应采用沟槽式涂塑管件,管道三通不得使用机械三通(现场开制形式)。4.5.4管道的沟槽式机械钢性接口连接,必须符合沟槽式管道预制加工及安装的工艺技术与施工验收规范的要求;4.5.5管道在沟槽压制检验合格后,还必须将管道的端口,用机械加工成1/2壁厚的圆角,以利管道的衬(涂)塑加工;4.6支架预制与安装4.6.1支架预制:依据各个支架实际尺寸加工,画线下料、定位钻孔到焊接成型,并要做好油漆防腐工作。4.6.2支架安装:管道支架加工应结构合理,安装平整牢固,排列整齐统一,管道与支架接触紧密,构造形式应符合设计要求和施工验收规范规定。4.6.3管道必须按照设计与工艺要求,设置支吊架与固定支架,垂直总(干)管道,必须在管道安装部位的底部楼板处,设置管道的承重固定支架.4.6.4管道支架的最大间距应符合以下规定(表六)管道直径mm1520253240506580100支架的最大间距m2.53.03.544.55.06.06.06.54.7管道安装4.7.1内衬塑镀锌钢管管道安装时,严禁采用焊接连接或进行局部加热、冷弯和煨弯等加工;专业知识.整理分享
WORD格式.可编辑4.8.2管道安装一般应先装地下,后装地上,先装大管道后装小管道,先支架后安装管道。先装垂直总(干)管,后水平直总(干)管、支管和机、泵房管道安装。4.8.3必须按照加工预制单线图进行,施工中严格执行“上堵下开”施工工艺,及时封堵管道水平和朝上的开口,防止异物进入管内。4.8.4给水横支管,宜设置0.0020.005的坡度,坡向系统用水点或排放口。4.8.5由于设计或返修造成管道局部修改,管道拆装时其管件安装技术要求应按以下两条进行;4.8.5.1按照“日产”内衬塑料钢管管道产品技术要求,其修改拆装过的配件应于更换,不可重复使用,以确保“日产”内衬塑料钢管管道安装最佳质量和使用寿命。4.8.5.2“国产”内衬塑镀锌钢管管道,应对其修改拆装过的配件进行检验,其配件内螺纹和橡塑密封垫圈应完好,否则也应更换配件或更换橡塑密封垫圈;4.8.6管道穿越楼板和墙壁时应加设套管,当管道穿越建筑物沉降缝或伸缩缝时,应加设金属软接头。4.8.7室外明敷时,必须采取防冻保温措施;室内明敷时,管道与热源间距不小于1000mm,与家用灶具不得小于400mm;4.8.8由于加工配管时,管道内会残留一些管道在切削加工时产生的专业知识.整理分享
WORD格式.可编辑金属和塑料粉屑,为了便于管道冲洗时将其驱除干净,在管道安装时,宜在管道的垂直总(干)管底部加设三通和排放阀门,以利通过管道在重力水冲洗时,将进入管道内部的金属、塑料粉屑和施工过程中进入管道内的垃圾与异物清除干净。4.8.9管道施工前,必须按照内衬塑镀锌钢管管道施工工艺及技术要求,对施工人员进行技术交底培训工作,熟悉管道连接的技术要求和施工方法顺序;4.8.10管道丝口连接安装时,必须按照内衬塑镀锌钢管管道丝口安装旋入的长度要求,在管壁上画上记号,先将管件旋入,再用管子钳一次装紧到位,不得逆向倒回;同时清除管件外多余填料,并且做好丝口的防腐工作。4.9管道与阀类、给水栓或异种管材管件的连接4.9.1管道阀门安装均应按照设计图纸要求,仔细核对阀类附件的规格、型号、压力等级及安装位置、介质流向和安装高度均应符合设计要求,同时便于操作维修。4.9.2按照“日产”内衬塑料钢管管道产品技术要求,在内衬塑料钢管管道与阀门、给水栓或异种管材管件丝口连接时时,必须使用专门设置配套的LX绝缘丝口连接件进行连接。4.9.3按照“国产”内衬塑料钢管管道产品技术要求,在内衬塑料钢管管道与阀门、给水栓或异种管材管件丝口连接时时,必须使用配套内衬塑管件和铜制管件进行;4.10管道试压与冲洗4.10.1管道安装完毕后,应进行压力试验,以检查管道强度和严密性,水压试验应根据设计进行。专业知识.整理分享
WORD格式.可编辑4.10.2水压试验时,应配备精度等级1.5级的压力表,在试压泵出口和系统终端各装一只。4.10.3温度低于0℃进行水压实验时,应采取防冻措施,试验合格后及时将系统内水排净。4.10.4水压试验应使用洁净水,进水时应在系统最高处设置放空阀排除空气,试压过程中不得带压修理。4.10.5水压试验时,应将压力缓慢升至强度实验压力,停压10分钟无渗漏为合格。然后降至严密性试验(工作压力),稳压60分钟无降压、无渗漏变形为合格。4.10.6试验合格后及时办理验收记录签证。然后进行管道清洗工作。4.10.7管道清洗:利用高位水箱供水的给水系统,可利用高位水箱静水压力进行水冲洗。利用城市管网供水的给水系统,水压过低时可利用高位水箱临时供水或设置临时水泵加压进行管道水冲洗。4.10.8管道冲洗应先总(干)管,后支管进行,至排出口排出清水时为合格,并办理管道吹洗记录签证。5管道安装的质量保证措施5.1管道安装,应严格按照内衬塑镀锌钢管管道与管件的施工技术、工艺要求、设计施工图和施工方案进行施工,并应符合现行的施工验收规范要求,确保管道安装质量。5.2。正确使用配套机具,管道切断严禁使用砂轮切割机和钢锯。5.3专业知识.整理分享
WORD格式.可编辑管道的内倒角与螺纹长度应符合产品技术要求,螺纹短时有时会造成管端丝口腐蚀,螺纹长时有时会造成管件的管芯部分破损,必须按照产品连接的技术要求进行检验,发现问题及时进行刀具调整,确保管道密封性能与安装质量。5.4“日本生产”的内衬塑镀锌钢管,管道在试压时,不得直接使用普通的管道丝口配件与内衬塑镀锌钢管给水管道连接,必须用内衬塑钢管的管件接出后,再与试压泵管道连接;5.5管道堆放要整齐平整,严禁随地乱扔乱放。5.6现场施工时,严禁利用内衬塑镀锌钢管管道做过渡接地线进行焊接施工。本管道严禁焊接连接、加热和弯管加工。5.7管道安装施工过程中,应及时封堵管道敞口,防止异物进入造成堵塞。管道安装结束进水必须在管接口施工完毕24小时后进行。5.8管道施工完毕后,应按系统进行完整性检查。完整性检查分硬件和软件二部分,整性检查是检查管子、管配件、阀门、仪表和支(吊)架是否符合设计和规范要求,是否已施工完毕。软件检查是指管道安装的各类记录、签证是否及时、正确,只有完整性检查合格后的管线,才能进行压力试验和清洗。6交工验收系统施工完毕后,在进行各项检查和分部、分项质量评定后,由施工单位专业负责人与建设单位有关人员对系统进行外观检查,确认合格后,即办理有关验收资料的签证,既为完成交工验收,同时做好交工资料、竣工图的编制、整理归挡工作。7安全与产品保护措施7.1严格遵守安全生产六大纪律,登高作业必须戴好安全带,专业知识.整理分享
WORD格式.可编辑并要挂好安全钩。严格执行“十不吊”、“十不烧”等安全操作规程。7.2按施工任务单下达的工作范围,进行施工安全技术交底工作,并且填写交底记录表,交底人与被交底人员都应该在记录表上签字,记录表应整理后归档。7.3使用电动工具时,工具应性能良好,并应正确使用电动工具与劳防用品。电源拖箱应符合规范要求,漏电保护开关应良好,防止造成意外用电伤人事故。7.4脚手架搭设后必须按规范进行验收,使用期内定期检查维修。非专业施工人员不得任意加搭、拆除及改变脚手架搭设形状,防止脚手架坍塌造成意外伤人事故。7.5管井内施工必须设置可靠的保护措施,施工区域上部必须遮盖严密,施工区域管井边应该做好围护保护工作。进入管井内施工人员,小工具必须放在工具包内,冲击钻、板手与榔头等工具,使用时最好加设保险绳,防止失手堕落伤人。7.6管道的垂直运输、管井内管道吊装就位时,必须有起重施工人员指挥、配合操作施工。平面或机房内的大口径管道就位安装,也应有起重工配合,确保施工安全。7.7管道试压、循环清洗工作过程中,严格禁止带压修理或清通,吊顶内和高处管道修理或清通时,必须备有滴水盘或漏斗连接软管,将管道排出的水接至地面水沟或者水桶内,防止水渍污染损坏吊顶、面和损坏电器设备。同时在施工前应教育和督促施工人员,共同做好产品保护工作。专业知识.整理分享
WORD格式.可编辑7.8进入现场的泵类设备要及是做好防护遮盖,防止设备壳体、保温层、设备附件污染损坏,同时及时做好设备进出口的封堵保护工作。7.9现场施工作业时,不懂电器设备操作性能、方法时严禁操作使用。应由各专业职能施工人员检修、操作启动。7.10在施工、调试检修时,要切实做好产品保护工作,严禁随意污染损坏各类装饰产品、电器设备、管道与保温层等。发现损坏及时向有关施工人员反映,及时修复确保各系统完好、正常运转使用。8主要施工工机具和计量器具8.1主要施工计量器具使用表(表七)名称规格型号备注钢直尺按需选用钢卷尺2m~20m精度±0.5mm钢角尺按需选用线柱按需选用压力表Y150按压力要求选用水平尺按需选用精度0.5mm8.2主要施工工机具表 (表八) 机具名称规格型号备注专业知识.整理分享
WORD格式.可编辑电动套丝机Dn15—100电动金属带锯机配套附带夹具标准罗纹量规Dn15—100(日本管道专用配套)塑料管用内绞刀手动塑料管用刮刀手动砂轮切割机电动Dg400加工支架角向砂轮机Dg100台钻台式手枪钻Dg6—10冲击钻Dg6—16手拉葫芦0.5t--1.5t电焊机交流或直流试压泵手动和电动专业知识.整理分享'