


- 89.50 KB
- 6页
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'一、编制依据:1、DL/T5018-94水利水电工程钢闸门制作安装及验收规范。2、图纸及合同上的技术要求。3、公司现有的技术装备及制作经验。二、主要技术参数1、孔口型式:露顶式2、闸门尺寸:9.0×10.5m3、运行条件:动水启闭4、设计水头:10.5m5、启闭高度:13m6、启闭容量:2×250KN三、工艺方案1、工艺路线:原材料进厂→检验→放样划线→确认→下料→下料检查(矫正)→构件拼装→拼装检查→焊接→较正→检验(含超声探伤)→产品组焊→粗拼确认→整体焊接→厂内组装→组装确认→运输分节→防腐(喷砂、喷锌、涂漆)→防腐检查→出厂检查→运输→现场安装→安装检查→验收。2、门槽制作方案单边侧轨分拆3段制作,在工地拼接。底槛整体制作。3、门叶制作方案门叶整体拼装放样,门叶制造完成预组装,对整扇门叶尺寸进行校核,后分拆为4节运输:下节面板弧长2215mm中下节面板弧长2410mm中上节面板弧长2830mm上节面板弧长3407mm4、主梁作为构件应拼装、焊接、检验合格后参与门叶拼装。4、支臂拼装按放拼装大样进行拼装,、焊接、检验合格后分节运输到工地与前后接触板在安装现场焊接。5、吊耳拼焊检验合格后转机加工,吊耳与门叶的拼焊在安装现场进行。四、主要技术要求埋件及弧门的制作根据《水利水电工程钢闸门制造安装及验收规范》(DL/T5018-94)中有关规定及图纸的有关技术条款。2、用钢板或型钢下料而成的零件尺寸偏差应符合以下规定。(1)尺寸≦1000的零件允许偏差±2.0(2)1000﹤尺寸≦3150的零件允许偏差±2.5(3)3150﹤尺寸的零件允许偏差±3.03、单个构件制造的允许偏差应符合DL/T5018-94表8.1.7的规定。4、单个构件的制造应充分考虑焊接收缩量和机械加工切削量。5、制造与组装的允许偏差应符合以下规定:(1)门叶厚度偏差≦±4.0(2)门叶外形高度≦±8.0(3)门叶外形宽度≦±8.0(4)对角线相对差≦(5)扭曲≦3.0(在主梁与支臂组合处测量)(1)扭曲≦4.0(在门叶四角测量)
(7)门叶横向直线度≦7.0(8)门叶纵向弧度板间隙≦6.0(9)两边梁中心距≦±3.0(10)两边梁平行度≦3.0(11)纵向隔板错位≦2.0(12)两板与梁组合面的局部间隙≦1.0(13)面板局部平面度(每米范围内)≦6.0(14)门叶底缘直级度≦2.0(15)门叶底缘倾斜度≦3.0(16)侧止水座面平面度≦2.0(17)侧止水螺孔中心至门叶中心距≦(18)支臂的开口弧长≦±2.0(19)支臂的侧面扭曲≦2.0(20)支铰孔同轴≦1.0mm每个铰链轴孔的倾斜度≦1/1000(21)铰链中心至门叶中心距离偏差≦1.0(22)支臂中心至铰链中心的不吻合值≦2.0(23)支臂中心与主梁腹板中心的不吻合值≦4.0(24)支臂中心至门叶中心距离偏差≦1.5(25)支臂与主梁组合处的中心至支臂与铰链组合处的中心对角线相对差≦3.0(26)在上、下两支臂夹角平分线的垂直剖面上、上下支臂侧面的位置度公差≦5.0mm(27)铰链轴孔中心到面板外缘的半径偏差±7.0,两侧相对差≦3.0(28)组合处错位≦2.0(29)闸门吊耳孔的纵、横中心线的距离偏差≦±2.0(30)吊耳的轴孔应各自保持同心,其倾斜度应≦1/10006、闸门埋件及门体的除锈和防腐在厂内和安装现场进行。(1)闸门经喷(抛)射处理后,基体金属表面清洁度等级不低于(GB8923-88《涂装前钢材表面锈蚀等级和除锈等级》中规定的Sa2½级;表面粗糙度值应在Ry60-100um的范围之内。(2)对于闸门的喷涂和保护涂层的质量检查、验收标准等应按SL105-95《水工金属结构防腐规范》执行。一、主要生产设备1、三棍卷板机2、半自动火焰切割机3、空气等离子切割机(G120/6D-60)4、弧门制造专用弧台5、焊接设备(1)二氧化碳保护焊机(KH600、CL500、SK500)(2)交流弧焊机BX3-300(3)硅整流焊机:ZXG-500、ZXG-300(4)恒温烘干箱:DH100-200(5)空压机:V-0.36/T6、经纬仪:JZ型7、水准仪:AL3258、磁痤钻:13型9、行吊二、制造工艺1、零件的下料加工(1
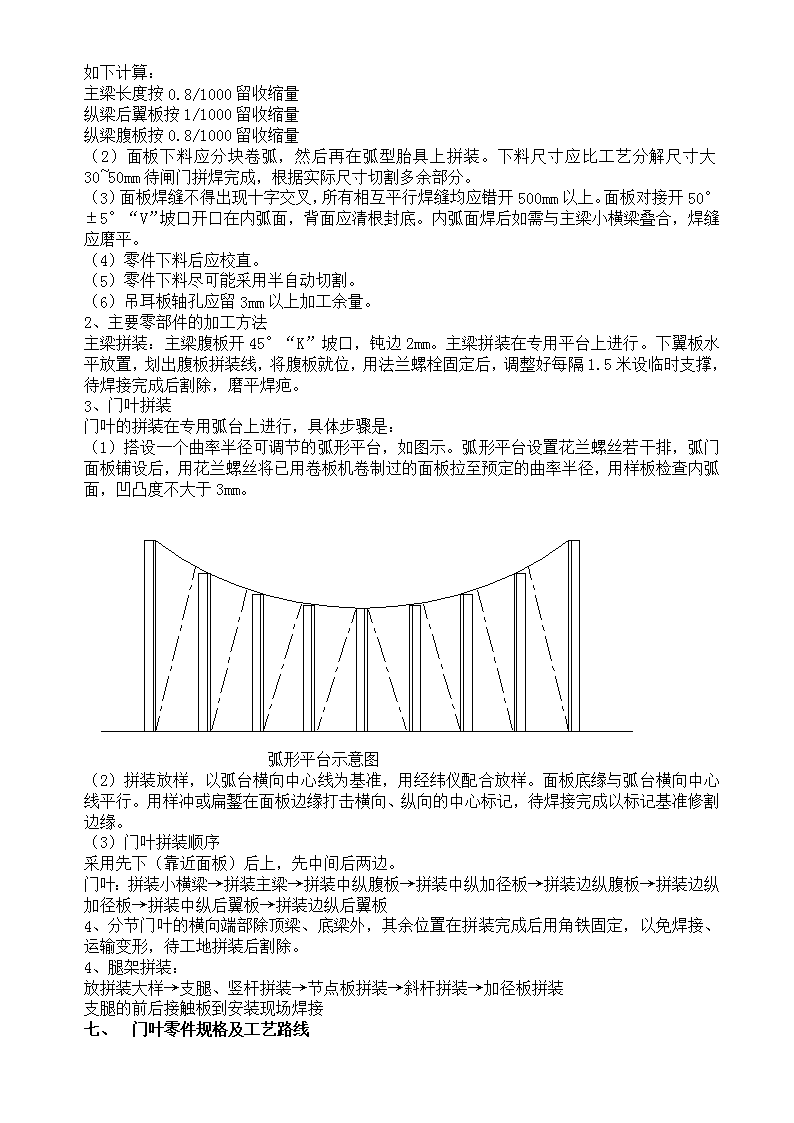
)零件下料时,在根据图纸尺寸或工艺分解尺寸的基础上预留焊接收缩量。焊接收缩按如下计算:主梁长度按0.8/1000留收缩量纵梁后翼板按1/1000留收缩量纵梁腹板按0.8/1000留收缩量(2)面板下料应分块卷弧,然后再在弧型胎具上拼装。下料尺寸应比工艺分解尺寸大30~50mm待闸门拼焊完成,根据实际尺寸切割多余部分。(3)面板焊缝不得出现十字交叉,所有相互平行焊缝均应错开500mm以上。面板对接开50°±5°“V”坡口开口在内弧面,背面应清根封底。内弧面焊后如需与主梁小横梁叠合,焊缝应磨平。(4)零件下料后应校直。(5)零件下料尽可能采用半自动切割。(6)吊耳板轴孔应留3mm以上加工余量。2、主要零部件的加工方法主梁拼装:主梁腹板开45°“K”坡口,钝边2mm。主梁拼装在专用平台上进行。下翼板水平放置,划出腹板拼装线,将腹板就位,用法兰螺栓固定后,调整好每隔1.5米设临时支撑,待焊接完成后割除,磨平焊疤。3、门叶拼装门叶的拼装在专用弧台上进行,具体步骤是:(1)搭设一个曲率半径可调节的弧形平台,如图示。弧形平台设置花兰螺丝若干排,弧门面板铺设后,用花兰螺丝将已用卷板机卷制过的面板拉至预定的曲率半径,用样板检查内弧面,凹凸度不大于3mm。弧形平台示意图(2)拼装放样,以弧台横向中心线为基准,用经纬仪配合放样。面板底缘与弧台横向中心线平行。用样冲或扁錾在面板边缘打击横向、纵向的中心标记,待焊接完成以标记基准修割边缘。(3)门叶拼装顺序采用先下(靠近面板)后上,先中间后两边。门叶:拼装小横梁→拼装主梁→拼装中纵腹板→拼装中纵加径板→拼装边纵腹板→拼装边纵加径板→拼装中纵后翼板→拼装边纵后翼板4、分节门叶的横向端部除顶梁、底梁外,其余位置在拼装完成后用角铁固定,以免焊接、运输变形,待工地拼装后割除。4、腿架拼装:放拼装大样→支腿、竖杆拼装→节点板拼装→斜杆拼装→加径板拼装支腿的前后接触板到安装现场焊接一、门叶零件规格及工艺路线
面板规格数量工艺过程1#面板8×2215×89801件下料→滚弧→拼装→焊接2#面板8×2410×89801件下料→滚弧→拼装→焊接3#面板8×2830×89801件下料→滚弧→拼装→焊接4#面板8×3407×89801件下料→滚弧→拼装→焊接1、面板2、主梁主梁规格数量工艺过程1#、3#主梁腹板12×1000×81782件下料→小拼焊→大拼装→门叶焊接1#、3#主梁前翼10×150×81782件下料→小拼焊→大拼装→门叶焊接1#、3#主梁前翼16×360×82322件下料→小拼焊→大拼装→门叶焊接上隔板腹板规格数量工艺过程〈1〉10×1010×10045件下料→门叶拼焊〈2〉10×935×33665件下料→门叶拼焊3、上隔板腹板4、上隔板翼缘上隔板翼缘规格数量工艺过程〈1〉12×240×6515件下料→门叶拼焊〈2〉12×240×33445件下料→门叶拼焊5、下隔板腹板10×638×10105件下料→门叶拼焊6、下隔板翼缘12×240×8055件下料→门叶拼焊中隔板腹板规格数量工艺过程〈1〉10×1193×14945件下料→门叶拼焊〈2〉10×1302×24125件下料→门叶拼焊〈3〉10×1224×18145件下料→门叶拼焊7、中隔板腹板8、中隔板翼缘中隔板翼缘规格数量工艺过程〈1〉12×240×11055件下料→门叶拼焊〈2〉12×240×21775件下料→门叶拼焊〈3〉12×240×15965件下料→门叶拼焊9、底梁腹板12×300×88001件下料→门叶拼焊10、底梁前翼缘10×217×88001件下料→门叶拼焊11、主梁肋板10×174×24048件下料→门叶拼焊12、边梁肋板10×300×30018件下料→门叶拼焊13、边梁腹板
边梁腹板规格数量工艺过程〈1〉12×791×21442件下料→门叶拼焊〈2〉12×860×24102件下料→门叶拼焊〈3〉12×823×28302件下料→门叶拼焊〈4〉12×614×38662件下料→门叶拼焊14、边梁后翼边纵后翼规格数量工艺过程〈1〉12×240×33452件下料→门叶拼焊〈2〉12×240×6552件下料→门叶拼焊〈3〉12×240×16542件下料→门叶拼焊〈4〉12×240×22602件下料→门叶拼焊〈5〉12×240×11502件下料→门叶拼焊、15、顶梁[16a×88001件下料→门叶拼焊16、小梁[16a×81789件下料→门叶拼焊注:零件的下料示图参考图纸,对接焊缝均开口50°±5°“V”坡口。主梁腹板与翼板“T”坡口,钝边2mm。八、脚架制造1、脚架支臂下料尺寸根据图纸,并预留0.8/1000的焊接收缩量,支臂与连接处开50°“V”坡口。2、脚架制作工艺顺序下料→放样→拼装→焊接3、拼装弧门支臂两端装有连接板,分别与支铰和门叶主梁用螺栓联接,为确保门叶组装后整体曲率半径在控制范围内,就必须严格控制支臂的长度。我们实际采取的方法是支臂长度补偿法,即将支臂与支铰的连接板先焊,将支臂另一端的长度预留余量,总装时根据曲率半径确定实际尺寸,按实际尺寸切割支臂端头后,用螺栓将支臂连接板与主梁固定,然后将支臂连接板与支臂焊接。3、脚架制作控制要点(1)脚架的开口弦长(2)脚架扭曲(3)支臂对接焊缝质量金属结构表面在金属热喷涂前必须进行表面预处理,喷(抛)射处理前必须仔细清除焊渣、飞溅油脂等附着物,并清洗基体金属表面可见的油脂和其他污物。八、表面防腐1、防腐工艺顺序清理杂质→检验→喷砂除锈→检验→封闭层涂刷→检验→面层涂刷→验收2、表面预处理(1)预处理前,应将闸门表面整修完毕,并将金属表面铁锈、氧化皮、油污、焊渣、尘灰、水分等污物清除干净。(2)表面预处理应采用喷砂除锈,所用砂料表面应清洁干净,颗粒大小均匀。喷射用的压缩空气应经过过滤,除去油、水。(3)闸门埋件的表面,其埋入混凝土一侧除锈等级在厂内按GB8923中规定的Sa1级,门槽与混凝土接触面涂刷采用TN-922G调和剂拌制的水泥浆保护。(4)闸门除锈后,应用干燥的压缩空气吹净。涂装涂层前,如发现钢材表面出现污染或返锈,应重新处理到原除锈等级。
3、喷锌(1)经除锈后,钢材表面应尽快喷涂,一般应在2h内喷锌,如在晴天和较好的大气条件下,最长也不应超过8h。(2)闸门喷锌的施工条件必须满足:空气相对湿度不超过85%。施工现场环境温度低于100C。钢材表面温度未高于大气露点30C以上。(3)锌层经检查合格后,及时涂刷封闭层。(4)封闭层经检查合格后,涂刷面层。附:《金属结构产品质量保证控制程序图》1张'