


- 2.42 MB
- 8页
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'共7页第8页
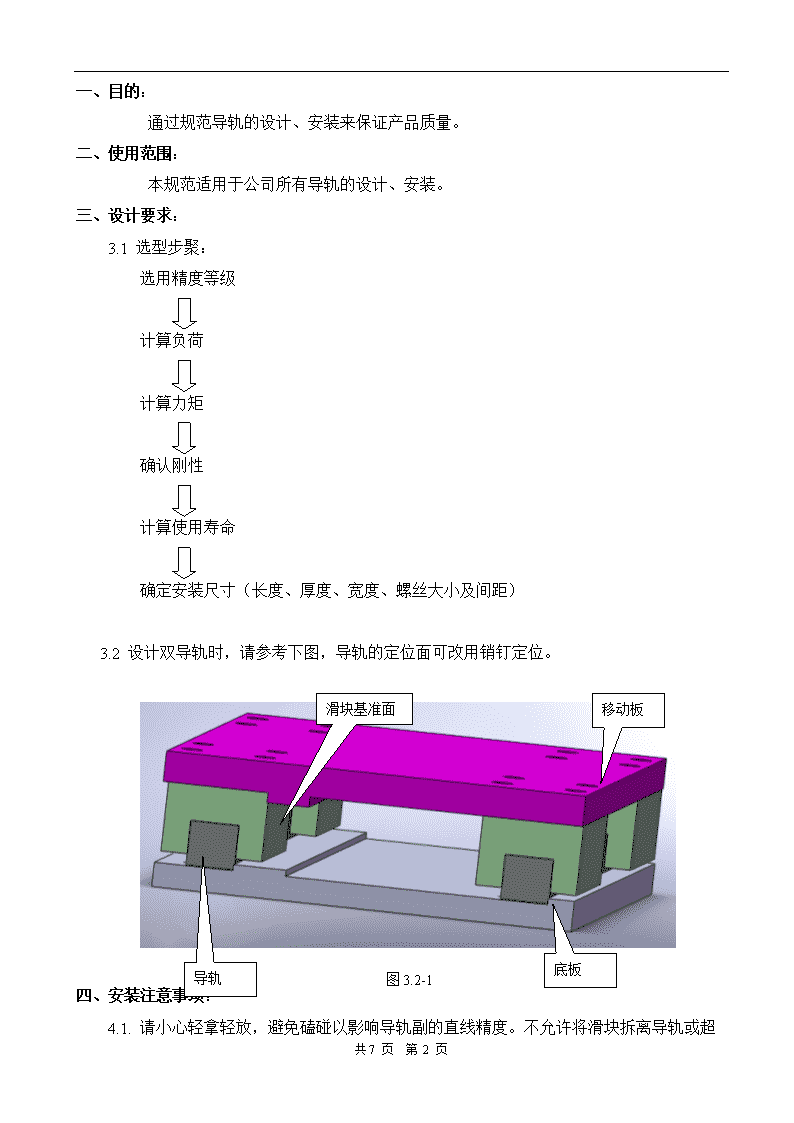
一、目的:通过规范导轨的设计、安装来保证产品质量。二、使用范围:本规范适用于公司所有导轨的设计、安装。三、设计要求:3.1选型步聚:选用精度等级计算负荷计算力矩确认刚性计算使用寿命确定安装尺寸(长度、厚度、宽度、螺丝大小及间距)3.2设计双导轨时,请参考下图,导轨的定位面可改用销钉定位。滑块基准面移动板导轨底板图3.2-1四、安装注意事项:4.1.请小心轻拿轻放,避免磕碰以影响导轨副的直线精度。不允许将滑块拆离导轨或超共7页第8页
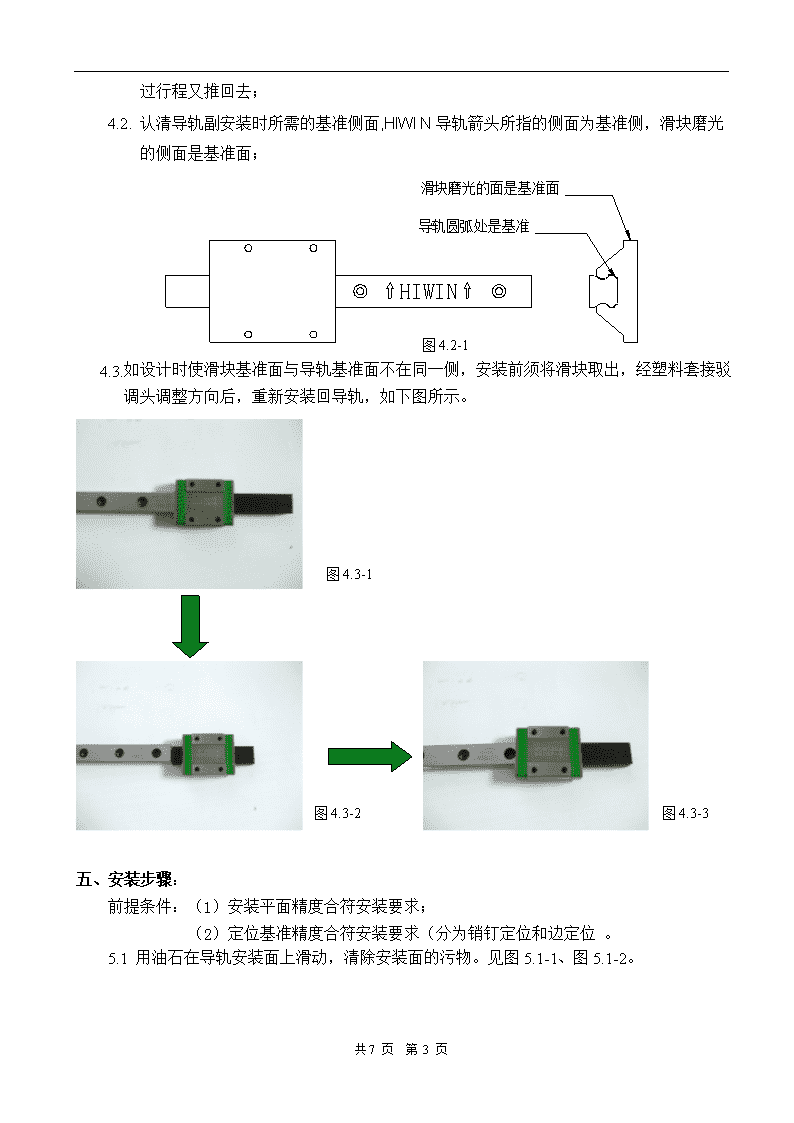
过行程又推回去;4.2.认清导轨副安装时所需的基准侧面,HIWIN导轨箭头所指的侧面为基准侧,滑块磨光的侧面是基准面;图4.2-14.3.如设计时使滑块基准面与导轨基准面不在同一侧,安装前须将滑块取出,经塑料套接驳调头调整方向后,重新安装回导轨,如下图所示。图4.3-1图4.3-2图4.3-3五、安装步骤:前提条件:(1)安装平面精度合符安装要求;(2)定位基准精度合符安装要求(分为销钉定位和边定位。5.1用油石在导轨安装面上滑动,清除安装面的污物。见图5.1-1、图5.1-2。共7页第8页
安装面图5.1-2图5.1-15.2将直线导轨平稳的放在安装底板上,并将导轨侧边基准面靠上安装基准。见图5.2-1,图5.2-2。图5.2-2图5.2-1将销钉安装好,设置导轨的基准侧面与销钉相对设置导轨的基准侧面与安装台阶的基准侧面相对5.3预紧螺丝:先预紧导轨两端的两颗螺丝,后将其余螺丝预紧到导轨上。图5.3-1检查螺栓的位置,确认螺孔位置正确5.4定位:5.4.1用胶锤从侧面轻敲导轨,使导轨靠紧销钉;共7页第8页
图5.4-15.4.2用夹具夹住导轨与底板侧面,扭紧夹具手柄,使导轨紧贴底板定位边;图5.4-25.5锁紧螺栓。图5.5-1最终拧紧安装螺栓共7页第8页
图5.5-2依次拧紧滑块的紧固螺钉5.6基准导轨副的安装方法(有下述三种方法):5.6.1先预紧螺丝,用胶锤从侧面轻敲导轨,使导轨靠紧销钉,然后锁紧螺丝;图5.6-15.6.2先预紧螺丝,用夹具夹住导轨与底板侧面,扭紧夹具手柄,使导轨紧贴底板定位边;图5.6-2共7页第8页
5.6.3无安装台阶时,将导轨一端固定后,按下图所示方法将磁铁百分表吸附在滑块上,将探针接触到底板基准面,自导轨的一端开始读取指针值校准直线度,并依次将导轨固定。图5.6-35.7非基准导轨副的安装方法:如下图所示,将磁铁表座吸附在基准导轨副的滑块上,百分表的指针顶在非基准导轨副的导轨基准侧面,从导轨的一端开始读取平行度,依次将非基准导轨副固定好;另外,亦可参照图5.6.1和图5.6.2所示的方法。磁铁百分表图5.7-15.8接长导轨副的区分:当使用接长导轨时,我们采用同一套导轨副编同一英文大写字母,连续阿拉伯数字表示连接顺序,对接端头由同一阿拉伯数字相连,如图所示:共7页第8页
图5.8-15.9紧固螺栓时,建议采用恒扭矩扳手并按下表推荐扭矩值进行:单位:N·m。螺钉公称尺寸M3M4M5M6M8M10M12扭矩值1.0~2.52.6~4.05.1~8.58.7~1421.6~30.542.2~67.573.5~118表5.9-15.10滚动直线导轨副的防护与润滑:5.10.1要注意工作环境与装配过程中的清洁,不能有铁屑、杂质、灰尘等粘附在导轨副上。5.10.2润滑:装配完毕后,将导轨外表均匀地涂上润滑油,加油的步骤如下图,加完油后推动滑块来回运动几次,保证整个导轨表面涂油均匀。当滚动直线导轨副的运行速度为高速时(V≥15m/min),推荐使用N32润滑油(GB443-84),40℃时28.5~35.2cst,相当于旧标准的20号机械油,定期润滑或接油管强制润滑。低速时(V<15m/min)推荐使用锂基润滑脂润滑。共7页第8页'