


- 206.91 KB
- 7页

- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'浙江国联设备工程有限公司Q/ZJGLJS(YG)-14-2010C/014工业管道支吊架预制安装工艺规程1范围本标准适用于工业管道工程中管道支吊架的预制、安装施工。2规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款,凡是注日期的引用文件,其随后的修改单(不含勘误的内容)或修订版均不适用于标准,然而,鼓励根据本部分达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。GB/T20801—2006《压力管道规范-工业管道》GB50235—97《工业金属管道工程施工及验收规范》SH3501-2002《有毒、可燃介质管道工程施工及验收规范》3施工准备3.1材料检验3.1.1制作管支架所用钢材及管材外观经检验合格,表面不得有重皮、裂纹、严重锈蚀等外观缺陷。弹簧支吊架应有制造厂合格证;规格型号符合设计要求;弹簧上要有弹簧拉伸压缩标尺,3.1.2并且弹簧锁定按设计要求锁定在管道冷态受力位置;外观无损伤、锈蚀现象。3.1.3外供支吊架必须符合设计要求,且外观检查质量良好。3.1.4焊接材料标识齐全,包装完整,无破损或受潮现象,并应有出厂合格证。3.2主要机具:预制平台、剪板机、半自动氧乙炔切割机、砂轮机、钻床、无齿锯、手枪钻、电焊机、样板、弯尺等。3.3技术准备:管道支吊架要在管道安装前根据设计图纸集中加工,提前预制,由负责施工的技术人员依据管道施工技术图纸,按管道支吊架的规格、型号进行数量统计,将易于在现场集中预制的管道支吊架(如管托、支腿、吊杆、U型卡、抱箍等)按部件进行分解,统计出板材、型材下料的规格、尺寸、数量,以便进行集中加工。4施工工艺4.1施工程序见图1。-6-
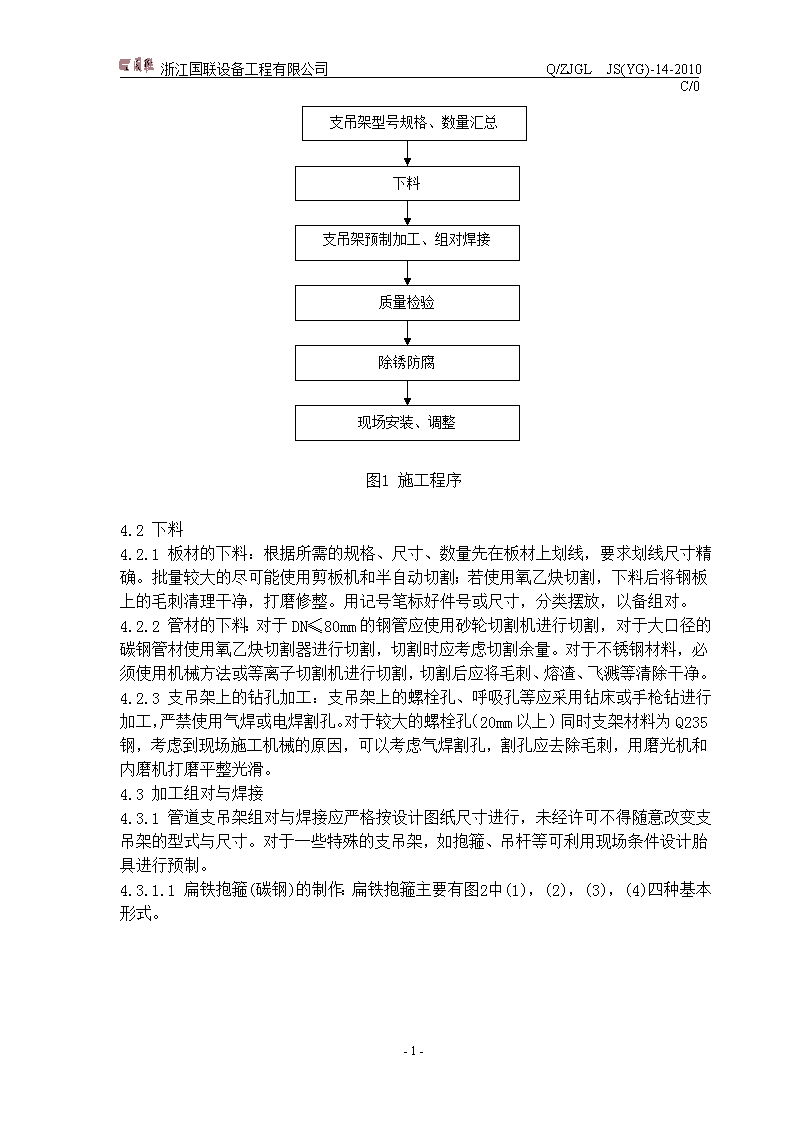
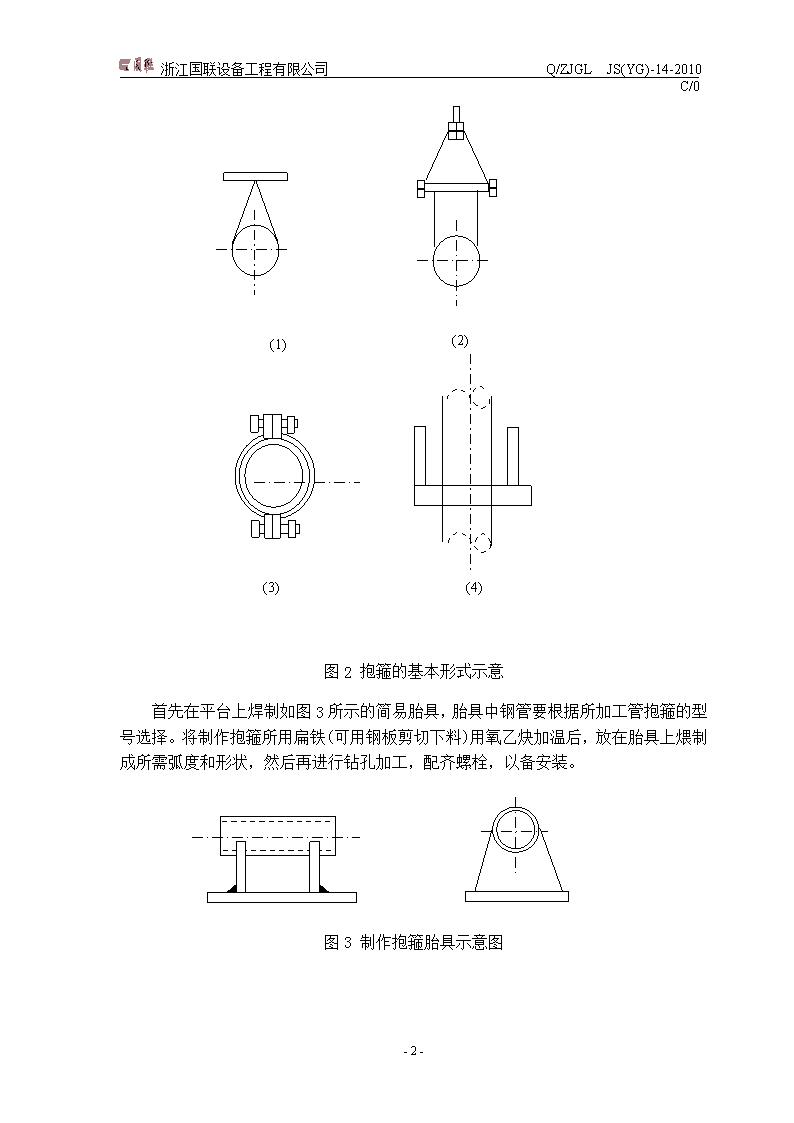
浙江国联设备工程有限公司Q/ZJGLJS(YG)-14-2010C/0支吊架型号规格、数量汇总下料支吊架预制加工、组对焊接质量检验除锈防腐现场安装、调整图1施工程序4.2下料4.2.1板材的下料:根据所需的规格、尺寸、数量先在板材上划线,要求划线尺寸精确。批量较大的尽可能使用剪板机和半自动切割;若使用氧乙炔切割,下料后将钢板上的毛刺清理干净,打磨修整。用记号笔标好件号或尺寸,分类摆放,以备组对。4.2.2管材的下料:对于DN≤80mm的钢管应使用砂轮切割机进行切割,对于大口径的碳钢管材使用氧乙炔切割器进行切割,切割时应考虑切割余量。对于不锈钢材料,必须使用机械方法或等离子切割机进行切割,切割后应将毛刺、熔渣、飞溅等清除干净。4.2.3支吊架上的钻孔加工:支吊架上的螺栓孔、呼吸孔等应采用钻床或手枪钻进行加工,严禁使用气焊或电焊割孔。对于较大的螺栓孔(20mm以上)同时支架材料为Q235钢,考虑到现场施工机械的原因,可以考虑气焊割孔,割孔应去除毛刺,用磨光机和内磨机打磨平整光滑。4.3加工组对与焊接4.3.1管道支吊架组对与焊接应严格按设计图纸尺寸进行,未经许可不得随意改变支吊架的型式与尺寸。对于一些特殊的支吊架,如抱箍、吊杆等可利用现场条件设计胎具进行预制。4.3.1.1扁铁抱箍(碳钢)的制作:扁铁抱箍主要有图2中(1),(2),(3),(4)四种基本形式。-6-
浙江国联设备工程有限公司Q/ZJGLJS(YG)-14-2010C/0(1)(2)(3)(4)图2抱箍的基本形式示意首先在平台上焊制如图3所示的简易胎具,胎具中钢管要根据所加工管抱箍的型号选择。将制作抱箍所用扁铁(可用钢板剪切下料)用氧乙炔加温后,放在胎具上煨制成所需弧度和形状,然后再进行钻孔加工,配齐螺栓,以备安装。图3制作抱箍胎具示意图-6-
浙江国联设备工程有限公司Q/ZJGLJS(YG)-14-2010C/04.3.1.2吊杆的制作:吊杆的基本形式如图4吊杆示意图:(1)(2)图4吊杆示意图吊杆在工程中应用较多,图4(1)螺纹为正反扣螺纹,图4(2)为正扣螺纹,可利用套丝机或圆板牙进行预制,或委托加工厂加工,螺纹长度符合设计规定值,U型弯部分(图4(2)可利用氧乙炔加热,现场煨制,弯曲半径和焊接搭接长度符合图纸要求。4.3.1.3管支吊架用弧板的制作:现场一般选用同口径的无缝钢管进行加工,选用的管材的厚度要符合设计要求,碳钢类采用氧乙炔切割,不锈钢或合金钢采用等离子切割机切割,切割后,应将熔渣、飞溅等打磨干净,弧板上的呼吸孔采用机械钻孔。4.3.2支吊架焊接时,首先将各部件进行点焊,其组装尺寸应符合设计要求,然后按设计图纸要求进行焊接作业,对于安装时才能进行焊接的部件只进行点焊,焊接时要采取措施防止产生较大的焊接变形。4.4除锈、防腐制作合格的支吊架应及时进行除锈并涂刷防锈漆,并做好标志。4.5现场安装4.5.1滑动支架及导向支架的安装;滑动支架及导向支架常见的有以下几种形式见图5。滑动支架和导向管支架安装时要保证管道能够自由伸缩滑动。图5中的(1)、(2)、(3)、(4)四种情况必须保证管托安装于管底中心线上,不得有歪斜现象。(4)、(5)中导向角钢与管托必须平行且保持一定间隙(按图纸要求)。(3)中U型管卡与管道之间保持一定间隙,并用螺母在型钢的双面拧紧,固定U型卡,不得影响管道的轴向滑动。(6)中,管道上的导向板同样要与型钢支架保持一定间隙。(1)(2)(3)(4)(5)(6)图5滑动支架和导向管支架型式示意图当管道有热位移时,滑动导向支架安装应为从中心线向热位移反方向偏位安装,偏位安装量为管道热位移的一半。(见图6)-6-
浙江国联设备工程有限公司Q/ZJGLJS(YG)-14-2010C/0图6热位移管道支架偏位安装示意图4.5.2固定管支架的安装常见有以下几种型式(见图7)。(1)(2)(3)(4)图7固定支架型式示意图固定支架的固定应在补偿装置预拉伸前完成。固定管支架是管道的安装定位点、受力点,必须保证牢固稳定,焊接质量必须保证,焊肉饱满,无漏焊,施工结束后,施工人员和质量检查人员必须对固定支架逐个进行检查并做好质量检查记录。4.5.3吊架的安装:普通吊架的基本型式如下(见图8)。(1)(2)图8吊架安装示意图吊架的主要特点是管道伸缩时阻力小,同时易于调节,安装时,要求吊架力量适当,即既不能过松,也不能过紧,可调吊架在安装完毕后进行调整,不可调吊架在安装时,应先将管道预先吊起,在正常受力状态下进行吊架的焊接,保证吊架的正常受力。无热位移管道管道的吊架应如图8(1)所示安装,吊杆应垂直安装并与管道中心线保持一致。有热位移管道的吊架应如图8(2)所示安装,吊点为热位移相反方向按位移的一半倾斜安装。4.5.4弹簧支吊架的安装-6-
浙江国联设备工程有限公司Q/ZJGLJS(YG)-14-2010C/04.5.4.1弹簧吊架安装前,应进行检查,弹簧支吊架的弹簧高度应符合设计要求,弹簧应调整至冷态值,并做记录,弹簧定位销应待系统安装、试压、绝热、试运结束后拆除。4.5.4.2弹簧吊架安装时应将铭牌朝向便于观察位置,同时弹簧定位销要朝向便于拆除位置。4.5.4.3弹簧支吊架的调整应通过吊杆螺纹来进行调节,不得使用弹簧螺纹调节。4.5.5管式支架的安装较有代表性的管式支架有以下几种:(见图9)(1)(2)(3)图9管式支架型式示意图4.5.5.1管式支架安装时应注意以下几点:应现场进行实际测量,现场下料,先将管道预先用临时支架支撑,再进行测量,防止支架安装后管道悬空或倾斜。当支架支撑于地面而地面地坪末打时,应先不焊接支腿的底板,并且交腿预留一定裕量,地面打好后再安装支腿底板。4.5.5.2两端封闭的管支架,应钻孔作为呼吸孔。4.5.6不锈钢管道支吊架安装注意事项4.5.6.1不锈钢管道的支吊架安装时,应注意碳钢不得与不锈钢管道直接接触,防止铁污染,隔断方式主要有两种基本形式,见图10。不锈钢弧形板石棉板(1)(2)图10不锈钢管道支架安装示意图4.5.6.2碳钢管托与不锈钢弧板焊接以及不锈钢与不锈钢焊接应与正式管道焊接工艺相同。4.5.6.3碳钢与碳钢之间用石棉板或不锈钢皮等材料隔断,用作隔离材料的厚度应符合设计要求,同时隔离材料氯离子含量不得超过50ppm(0.005%)。-6-
浙江国联设备工程有限公司Q/ZJGLJS(YG)-14-2010C/04.5.7有坡度要求的管道支架安装管道安装时,由于工艺需要,管道布置必须具有一定的坡度,为了达到设计规定的坡度,通常采取以下两种方法来保证管道施工所要求的坡度:4.5.7.1通过改变管托的高度保证管道的坡度要求,精确计算每个位置上的管托的高度,并严格按管托高度进行预制安装。4.5.7.2通过改变管支架的标高保证管道的坡度要求,安装支架时,精确计算管架的标高,计算出每个支架的安装标高,并严格按计算好的支架标高安装每一介支架。5质量标准5.1管道支吊架切割面整齐,氧化铁、焊渣、飞溅等打磨干净。焊接药皮全部经过打磨处理,符合要求。5.1.1手工切割的切割线与号料线的偏差不得大于2mm,半自动切割不得大于1.5mm。5.1.2切口端面不垂直度不大于工件厚度的10%,且不大于2mm。5.2管道支吊架焊接符合要求,焊肉饱满,过渡圆滑,焊脚高度不低于薄件厚度的1.5倍,无漏焊、欠焊、裂纹、咬边等缺陷。5.3支吊架组装尺寸偏差不得大于3mm。5.4固定和导向支吊架安装位置正确,型号、材质符合设计要求。滑动支架的滑动面平整,无毛刺、歪斜和卡涩现象。5.5管道支吊架应与管道紧密接触,不得有空隙,不能使管道产生外力或位移,同时管子支吊架不能有悬空现象。5.6弹簧支吊架的弹簧高度符合设计要求,弹簧质量符合规范要求。6施工注意事项6.1严格按设计图纸要求进行支吊架的预制安装,特别是固定支架和弹簧支吊架未经设计许可,不得随意改变其型式和安装位置。6.2管托、弧板等需要与管道焊接的支架,焊接时应采用小电流焊接,对于厚度较薄的管子焊接时宜采取手工氩弧焊,防止烧穿管子。6.3管式支架的呼吸孔、导向支架的导向板,施工过程中容易遗漏,技术交底时应交代清楚,施工过程中技术人员和质量检查人员应加强检查。7相关体系文件7.1作业(工艺)控制7.2材料、零部件质量控制程序8相关记录8.1管道支承件安装检验记录8.2管道弹簧支吊架安装检验记录-6-'
您可能关注的文档
- 无框玻璃门安装工艺及质量标准
- 轴流式水轮机埋件安装工艺导则(dl5037)
- 电气安装中的质量控制和安装工艺研究
- 预制外墙板安装工艺标准
- 空调供回水管道安装工艺
- bm-gulkq钢网架结构安装工艺标准(507-1996)
- 建筑分项工程施工工艺标准--钢门窗安装工艺标准(802-1996)
- 建筑分项工程施工工艺标准--涂色镀锌钢板门窗安装工艺标准(804-1996)
- 紫铜、黄铜管道安装工艺标准-38doc
- 室外供热管道安装工艺
- 锅炉及附属设备安装工艺_secret
- 铝合金门窗安装工艺标准
- 广播系统安装工艺标准
- 室内铸铁排水管道安装工艺标准gg
- 03燃气管道安装工艺标准
- 锅炉及附属设备安装工艺资料
- 低压成套配电柜安装工艺标准
- 013_室外供热管道安装工艺