


- 153.50 KB
- 14页
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'第15页SHEET共12页TOTALSHEETSDL445-770-001GY船舶及海洋工程设计研究所SHIPDESIGN&RESEARCHINSTITUTE舵系安装工艺规程主要依据的图纸、资料:舵系布置图:DL445-230-002舵叶结构图:DL445-230-01舵杆图:DL445-231-02舵销图:DL445-231-03舵系主要部件尺寸与重量数据:舵叶:8200×5250×830,重约34905kg;舵杆:Ф522×6002,重约8700kg;舵销:φ590×1767,重约3339kg;舵机:型号FE21-102重约9600kg。说明:根据供货协议,舵系附件除舵柄锥孔内径成品(预留0.5mm研配量)外,其余部件(包括舵杆、舵销、液压螺母)均为半成品供货。舵叶上的舵杆承座铸件锥孔与舵销锥孔和舵杆、舵销锥体等要求制作样板进行加工。舵杆两端锥部可按图纸要求加工成品(锥度要按样板校正),舵叶锥孔径向应按图纸要求留研量。舵机座和舵承座在制作时,高度应留荒50mm,供舵系安装尺寸调节。1.舵系拉线并做加工基准点(见附图1)1.1按船体交验合格的上、下舵线基准点拉舵线。拉舵线应与拉轴线同时进行。舵线与轴线应相交,允差<5.5mm。1.1.1钢线直径d=0.5mm。1.1.2焊接下基准拉线架,应低于轴线中心以下约0.5m左右处。1.2拉线后测量下舵承及舵销孔中心与所拉舵线的偏差,
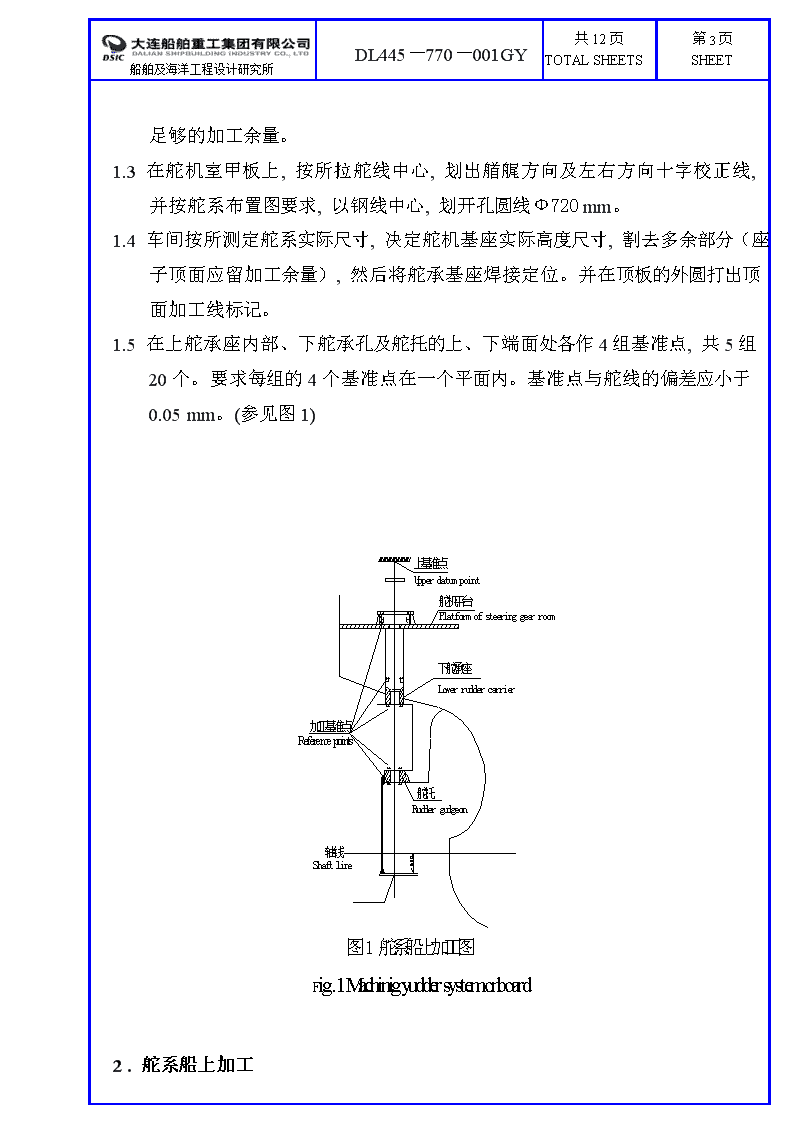
第15页SHEET共12页TOTALSHEETSDL445-770-001GY船舶及海洋工程设计研究所SHIPDESIGN&RESEARCHINSTITUTE检查各加工部位是否有足够的加工余量。1.3在舵机室甲板上,按所拉舵线中心,划出艏艉方向及左右方向十字校正线,并按舵系布置图要求,以钢线中心,划开孔圆线Ф720mm。1.4车间按所测定舵系实际尺寸,决定舵机基座实际高度尺寸,割去多余部分(座子顶面应留加工余量),然后将舵承基座焊接定位。并在顶板的外圆打出顶面加工线标记。1.5在上舵承座内部、下舵承孔及舵托的上、下端面处各作4组基准点,共5组20个。要求每组的4个基准点在一个平面内。基准点与舵线的偏差应小于0.05mm。(参见图1)2.舵系船上加工
第15页SHEET共12页TOTALSHEETSDL445-770-001GY船舶及海洋工程设计研究所SHIPDESIGN&RESEARCHINSTITUTE2.1严格按基准点找正装配机刀杆,按照设计图纸的尺寸要求加工下舵承孔、下舵销孔及舵承座上平面扫平。2.2机加工完成后,复线检查:2.2.1上下各孔中心线对舵系中心径向偏差不大于0.20mm。2.3舵机基座平面与舵系中心线不垂直度<0.15mm/m3.舵销轴套及舵杆轴套的安装3.1舵销和舵杆与其轴套烘装。要求轴套的内孔按图纸要求加工成品,外圆留荒。烘装后再将外圆加工成品。烘装前应对轴套做0.1MPa的密性试验。并根据轴套的实际内径制作丁字型量规,对轴套均匀加热至280~320℃,使其内径膨胀1.5~2mm即可装配。锥体大端处套的端面长度要求留出余量,等研配结束后以舵销轴套和舵杆轴套能压紧密封圈来确定该处的加工量。3.2舵杆及舵销衬套的加工与压装:按照图纸的技术要求;舵杆及舵销衬套内外径的最终尺寸加工需要待船上舵承孔和舵销孔镗孔结束后,根据船上实测尺寸,由衬套供货商提供最终配合尺寸。舵杆及舵销衬套的船上压装拟采用液氮冷装方法安装。安装后,钻铰衬套紧定螺钉螺孔,并配螺钉把紧后端部涂抹环氧树脂。4.舵叶加工、舵销、舵杆与舵叶锥孔研配4.1舵叶上舵杆承座铸件的锥孔与舵销锥孔以及舵柄等要求做样板进行加工,在加工锥孔时,均留出4~5mm轴向研量和压入量后,方能确定锥孔直径尺寸。舵叶锥孔加工要求首先由钳工拉线做基准点,然后先加工舵杆锥孔。舵杆锥孔加工后,经再次拉线校正无误后方进行舵销锥孔的加工工作。4.2舵销孔和舵杆承座与舵销及舵杆的研配4.2.1将舵叶平置于平台或坚固地面上,下面加木墩调好高度和水平。4.2.2顺舵叶长度方向拉两根钢丝线,一根在舵销孔中心线上方,另一根在舵叶一侧,
第15页SHEET共12页TOTALSHEETSDL445-770-001GY船舶及海洋工程设计研究所SHIPDESIGN&RESEARCHINSTITUTE按舵销孔和舵杆承座两个孔中心,用划在舵叶上的中心线找正调整两线,使之与舵销孔和舵杆承座孔中心线平行,如附图2所示。4.2.3研配时,参照附图2所示位置进行测量,在舵杆上和舵销上两处测得至理论中心线的尺寸差(千分尺读数差)应小于0.05mm。根据规范要求,舵杆承座和舵杆锥部的接触面积应满足图纸的技术要求,且应均匀分布。舵销孔研配按常规。4.2.4舵叶锥孔与舵销、舵杆研配时,对上方所拉的一根钢丝线进行测量时,应按下式考虑钢丝下垂量影响:qX(L-X)y1=2G其中y—被测量点处的钢丝线下垂量,单位mmq=1.53g/m,G=25kg;X—钢线一端至所考虑下垂量处的距离,单位m;L—所拉钢线两端支点间距离,单位m。
第15页SHEET共12页TOTALSHEETSDL445-770-001GY船舶及海洋工程设计研究所SHIPDESIGN&RESEARCHINSTITUTE4.3舵柄与舵杆研配按常规要求进行,即:保证接触均匀,并使得舵柄端面与舵杆中心线垂直。5.在车间研配结束后,应做预装试验。检查压入量和液压油的压力情况。5.1舵杆与舵柄5.2舵杆和舵叶5.3舵销和舵叶6.舵叶、舵销、舵杆、舵柄、船上安装6.1舵叶、舵杆、舵销分解后,运船上安装。6.2舵杆与舵叶为液压装配(注油),压入量6.72mm,参考压入力为4978KN。6.3舵销与舵叶为液压装配(不注油),压入量为0.60~1mm。参考压入力为195KN。6.4舵杆与舵柄为液压装配(注油),压入量为7.7~8.1mm
第15页SHEET共12页TOTALSHEETSDL445-770-001GY船舶及海洋工程设计研究所SHIPDESIGN&RESEARCHINSTITUTE。参考压入力为5018KN,6.5.舵机的安装6.5.1确定高度后,找正并焊接舵机基座。6.5.2在舵机舱,按常规进行舵机找正安装,6.5.3研配垫块。底座活动垫接触面每25×25mm2沾色两点以上,0.05mm塞尺允许局部插入10mm深,宽15mm。7.舵零位校正7.1在船台中线与船中线保持一致的情况下,将船中线向后延长超过舵叶,再由舵尖边缘中部吊重锤到船台中线,稳定在±2.5mm范围内即可。7.2在舵杆、上舵承及相应的固定部位打上首尾或左右舷硬记号。7.3找正焊接下舵销转动检验块。8.转舵试验:左右转舵至最大设计角度,确认在操舵范围内(±37°)不得与挂舵臂相碰,检查其灵活性。9.封焊可拆板。
第15页SHEET共12页TOTALSHEETSDL445-770-001GY船舶及海洋工程设计研究所SHIPDESIGN&RESEARCHINSTITUTEInstallationProcedureforRudderSystemPursuantdrawing:ArrangementofrudderunitDL445-230-002RudderconstructionDL445-231-001RudderstockDL445-231-002RudderpintleDL445-231-003Dimensionandweight:Rudderblade:8200×5250×830,weight:approx.34905kg.Rudderstock:Φ522×6002;weight:approx.8700kg.Lowerpintle:Φ590×1767;weight:approx.3339kg.Steeringgear:FE21-102weight:approx.9600kg。1.Drawapianowireforruddersystemcenterlineandmakedatumpointsformachining(SeeFig.1)1.1Drawpianowiresforrudderssystemfromtheupperdatumpointtothelowerdatumpointandforshafting.Theallowabletolerancebetweenruddersystemcenterwireandshafting’sis≤5.5mm.1.1.1Diameterofthepianowired=Ф0.5mm.1.1.2Thelowerdatumpointweldingpositionmustbelowerthantheshaftingcenterlineby0.5m.1.2Checkdeflectionoflowerruddercarriercenterandlowerruddergudgeoncentertoruddersystemcenterline,whichistobewithsufficientsurplusformachining.1.3Ontheplatforminsteeringgearroom,drawacrosschecklineinthedirectionsoflongitudinalandtransversalaccordingtothepianowirecenterandaΦ830mm
第15页SHEET共12页TOTALSHEETSDL445-770-001GY船舶及海洋工程设计研究所SHIPDESIGN&RESEARCHINSTITUTEcircularlineisdrawnforcuttingaccordingtoRUDDERARRANGEMENT.1.4Determinetheheightofthefoundationfortheuppercarrierbearingbythemeasuredresultsofruddersystem.Cutthesurplusinheight.Alignandweldthefoundationontheplatforminsteeringgearroom.Markthefinalmachiningpositionontopplateofthefoundation.1.5Separatelymakeeach4referencepointsinsidethefoundationoftheuppercarrierbearing,attheupperandlowerplanesoflowerruddercarrierandthelowerruddergudgeon.Total5sets,20points.Thedeviationfromreferencepointstoruddercenterlineislessthan0.05mm,seeFig.1.2.Machiningofruddersystemonboard2.1Aligntheboringmachineaccordingtothereferencepointsandthenfinishthemachiningoflowerruddercarrier,lowerruddergudgeonandfoundationofuppercarrierbearing.2.2Checkthefollowingitemsbydrawingapianowireagainaftermachining:2.2.1Radialdeviationofeveryborecentertorudderssystemcenterlineistobenomorethan0.20mm.2.3Theperpendicularityerrorforthefoundationplaneoftheuppercarrierbearingtotheruddersystemcenterlineis<0.15mm.3.Mountingofpintlesleeveandrudderstocksleeve.3.1Themountingmethodofpintlesleeveandrudderstocksleevesisheating:Thesleevesareshrunk-fittedonpintleandrudderstockwithproductinsideandsurplusoutsideaccordingtothedrawing.Beforeheatingthesleeves,pressuretestthesleevesunder0.1MPa.T-typegaugesaremadeforcheckingtheexpandingof
第15页SHEET共12页TOTALSHEETSDL445-770-001GY船舶及海洋工程设计研究所SHIPDESIGN&RESEARCHINSTITUTEsleeveswhichareheatedevenlyto280~320℃.Whentheirinternaldiameterisexpandedby1.5~2mm,theycanbeshrunkonpintleandrudderstock.Allthesleevesshouldberemainedwithasurplusinlengthdirectionaccordingtothedrawingforfinalmachiningafterlappinganddeterminewithasurplustheexactlength.3.2SleeveforrudderstockandSleeveforrudderpintleofmachiningandpressload:Accordingtodrawingofneed:SleeveforrudderstockandSleeveforrudderpintleinsideandoutsideoffinallymeasure,needaftershipmachining,usecoldact.4.Laprudderconeswithruderstockandpintle4.1Theruddertaperholeandpintletaperholeismachinedwithspecialtemplates.4~5mmaxiallengthforlappingandpushuplengthtobeconsidered,thenthediameteroftaperholescanbedecided.Beforemachining,datumpointsaretobemade.Justaftermachiningofthetaperholeintheseatfortherudderstock,checkalignmentandcontinuemachiningofpintlebearingtaperhole.4.2Laptheseatofrudderstockandpintletaperholewithrudderstockandpintle.4.2.1Therudderbladeisplacedonalevelplatformoronafirmlevelgroundandchockupbywoodenchocksunderthem.4.2.2Twopianowiresaredrawnalonglengthdirectionforaligntherudderstockandtherudderpintleandlaprudderbladetaperholes,onewireisabovethetaperholescenteroftherudder,anotherisbesidetherudder.Theymustbealignedandadjustedtoparallelwiththeruddertaperholesandrudderstockcenter.AsshowninFig.2.
第15页SHEET共12页TOTALSHEETSDL445-770-001GY船舶及海洋工程设计研究所SHIPDESIGN&RESEARCHINSTITUTE4.2.3Whenlapping,measuredistancesasshowninFig.2.Thedifferencemeasuredattwopointsindistancefromthewiretopintleandtherudderstockbymicrometersistobelessthan0.05mm.AccordingtotherequirementofLR,touchareabetweenrudderbladeandtherudderstockistobedrawing.Asforthepintle,doasusual.4.2.4Whenlappingtherudderbladewithstock/pintle,thesagdeflectionoftheupperpianowiremustbeconsidered.Thecalculationformulaisshownasfollows:qx(L-x)y=——————————,mm2GWhere,y—thesag:deflectionofpianowireatmeasurepoint,inunitofmm.q=1.53g/m(Φ0.5mmpianowire),G=25kgX—distancesfromthepianowirefixendtotheplacestobemeasured,inunitofm.L—distancesbetweenthetwofixpointsofpianowire.
第15页SHEET共12页TOTALSHEETSDL445-770-001GY船舶及海洋工程设计研究所SHIPDESIGN&RESEARCHINSTITUTE
第15页SHEET共12页TOTALSHEETSDL445-770-001GY船舶及海洋工程设计研究所SHIPDESIGN&RESEARCHINSTITUTE4.3LappingtillertaperholewithrudderstockconeTherudderstockconeismachinedwithtemplate,whichismadeaccordingtotheproducttiller.Afterlappingthetouchareaisatleast70%.Makesurethatthetillerisperpendicularwiththerudderstock.5.Pre-assemblinginworkshopforcheckingtheconditionsofpushupdistanceandoilpressure.5.1Stockandsteeringgear5.2Stockandrudderblade5.3Pintleandrudderblade6.Installationonboardofrudderwithpintles,rudderbladewithstockandtillerwithrudderstock6.1Thepartsofruddersystemcanbedisassembledtotransportformountingonboard.6.2Thefittingbetweenstockandtillerwithhydraulic(pumpoil),andthepushupload:4978KN,rulepushupdistance:6.72mm.6.3ThefittingbetweenPintleandlowercastwithhydraulic(notpumpoil)rulepushupdistance:0.60mm~1mm.6.4Thefittingbetweenstockandrudderconstructionwithhydraulic(pumpoil),andthepushupload:5018KN,rulepushupdistance:7.7mm~8.1mm.6.5Installationofsteeringgear6.5.1Confirmtheheightandalignandweldthefoundationofthesteeringgear.6.5.2Installthesteeringgearinthesteeringgearroomasusual.6.6Alignandweldthejumpingstopper,thenchecktheclearancebetweenjumpingstopperandruddergudgeonis1~2mm.7.Zeropositionoftheruddersystemconfirmation
第15页SHEET共12页TOTALSHEETSDL445-770-001GY船舶及海洋工程设计研究所SHIPDESIGN&RESEARCHINSTITUTE7.1Theslipwaycenterlineiskeptidenticallywiththekeelcenter,thelineislengthened600~1000mmonslipway.Hangingaplumb,letitsropealongtheedgeofrudderuntiltheplumbtipisin±2.5mmrangeofslipwaycenterline,thezeropositionofrudderisset.7.2Stamphardmarksonstock,foundationofuppercarrierbearingataccessibleposition.7.3Alignandweldflatbarsforcheckinglooseningandrotationofthelowergudgeonpintle.8.Turningtestfortherudder:movetheruddertothemax.designangleonportsideorstarboardsidetoconfirmthatnoknockagainstrudderbodyintherangeofoperatingrudderangle(±37°)andcheckitsflexibility.9.Weldtheremovableplatesforopenings.
第15页SHEET共12页TOTALSHEETSDL445-770-001GY船舶及海洋工程设计研究所SHIPDESIGN&RESEARCHINSTITUTE'
您可能关注的文档
- 成套配电柜动力开关柜(盘)安装工艺标准[].doc
- 硬pvc塑料门窗安装工艺大全
- 铝合金门窗制作、安装工艺标准(实业公司修订2012.2.8)
- 太浦河泵站工程多叶拍门制造与安装工艺.doc
- 011_钢、木框扇玻璃安装工艺
- 无框玻璃门安装工艺及质量标准
- 建筑工程钢屋架安装工艺标准
- 前桥安装工艺卡片
- 门禁系统安装工艺标准
- 5-50t桥式起重机安装工艺
- 银行安装工艺讲义 microsoft word 文档
- 预制钢筋混凝土隔墙板安装工艺标准(432-1996)
- 电气设备安装工艺标准
- 预制外墙板安装工艺标准(428-1996)
- 消防灭火系统管道及设备安装工艺标准
- 施工_室内燃气管道安装工艺
- 室内供热管道安装工艺标准.DOC
- 地墙接驳器安装工艺的改进.doc