


- 2.04 MB
- 7页
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
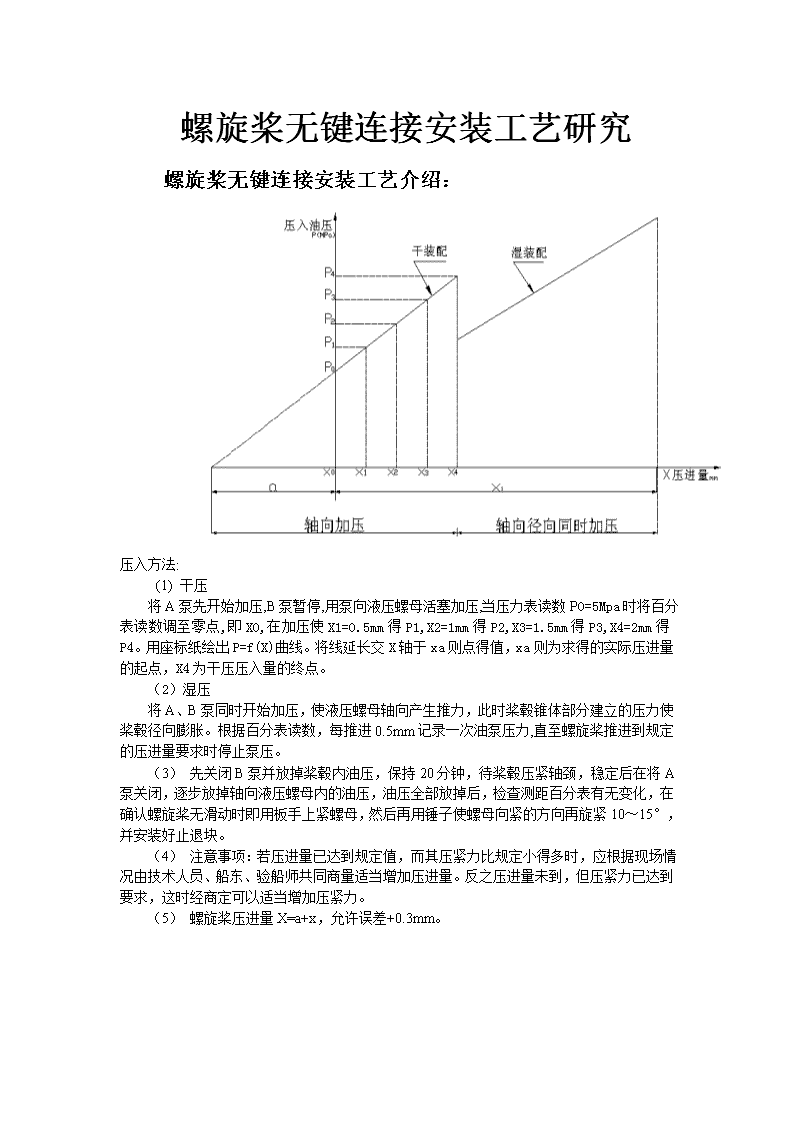
'螺旋桨无键连接安装工艺研究螺旋桨无键连接安装工艺介绍:压入方法:(1)干压将A泵先开始加压,B泵暂停,用泵向液压螺母活塞加压,当压力表读数P0=5Mpa时将百分表读数调至零点,即X0,在加压使X1=0.5mm得P1,X2=1mm得P2,X3=1.5mm得P3,X4=2mm得P4。用座标纸绘出P=f(X)曲线。将线延长交X轴于xa则点得值,xa则为求得的实际压进量的起点,X4为干压压入量的终点。(2)湿压将A、B泵同时开始加压,使液压螺母轴向产生推力,此时桨毂锥体部分建立的压力使桨毂径向膨胀。根据百分表读数,每推进0.5mm记录一次油泵压力,直至螺旋桨推进到规定的压进量要求时停止泵压。(3)先关闭B泵并放掉桨毂内油压,保持20分钟,待桨毂压紧轴颈,稳定后在将A泵关闭,逐步放掉轴向液压螺母内的油压,油压全部放掉后,检查测距百分表有无变化,在确认螺旋桨无滑动时即用板手上紧螺母,然后再用锤子使螺母向紧的方向再旋紧10~15°,并安装好止退块。(4)注意事项:若压进量已达到规定值,而其压紧力比规定小得多时,应根据现场情况由技术人员、船东、验船师共同商量适当增加压进量。反之压进量未到,但压紧力已达到要求,这时经商定可以适当增加压紧力。(5)螺旋桨压进量X=a+x,允许误差+0.3mm。
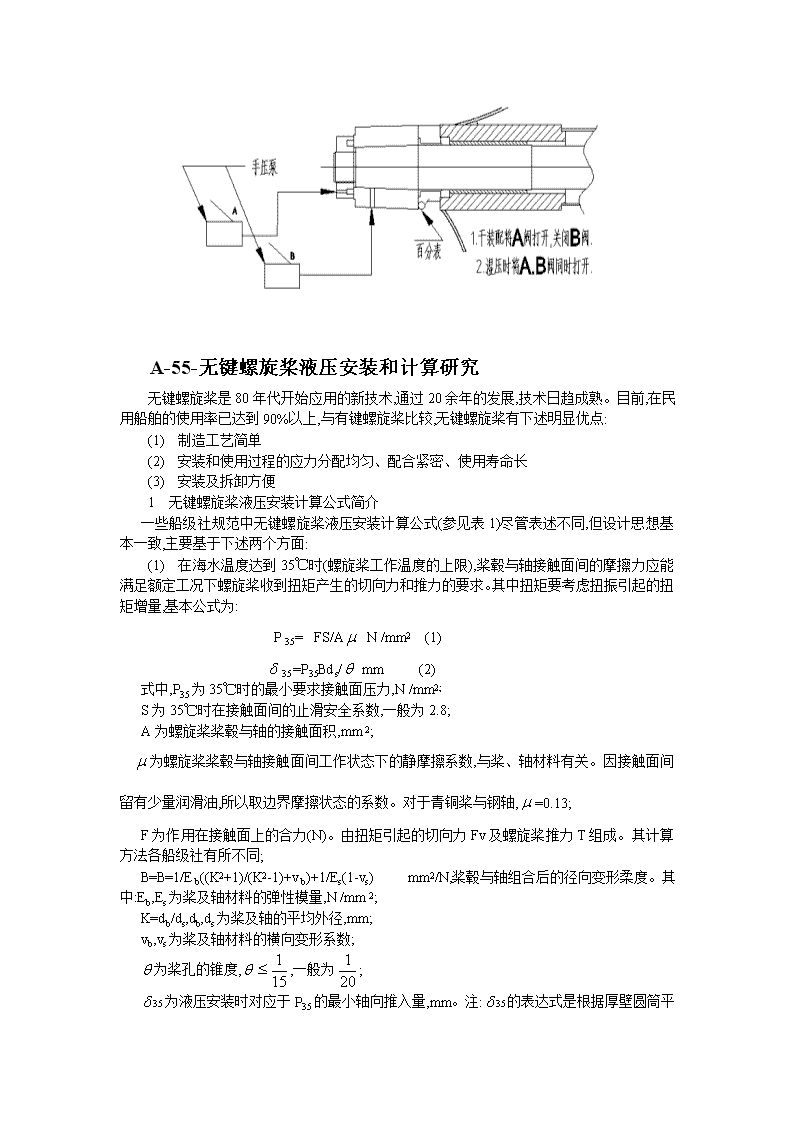
A-55-无键螺旋桨液压安装和计算研究无键螺旋桨是80年代开始应用的新技术,通过20余年的发展,技术日趋成熟。目前,在民用船舶的使用率已达到90%以上,与有键螺旋桨比较,无键螺旋桨有下述明显优点:(1) 制造工艺简单(2) 安装和使用过程的应力分配均匀、配合紧密、使用寿命长(3) 安装及拆卸方便1 无键螺旋桨液压安装计算公式简介一些船级社规范中无键螺旋桨液压安装计算公式(参见表1)尽管表述不同,但设计思想基本一致,主要基于下述两个方面:(1) 在海水温度达到35℃时(螺旋桨工作温度的上限),桨毂与轴接触面间的摩擦力应能满足额定工况下螺旋桨收到扭矩产生的切向力和推力的要求。其中扭矩要考虑扭振引起的扭矩增量,基本公式为:P35=FS/AN/mm2(1)35=P35Bds/mm(2)式中,P35为35℃时的最小要求接触面压力,N/mm2;S为35℃时在接触面间的止滑安全系数,一般为2.8;A为螺旋桨桨毂与轴的接触面积,mm2;为螺旋桨桨毂与轴接触面间工作状态下的静摩擦系数,与桨、轴材料有关。因接触面间留有少量润滑油,所以取边界摩擦状态的系数。对于青铜桨与钢轴,=0.13;F为作用在接触面上的合力(N)。由扭矩引起的切向力Fv及螺旋桨推力T组成。其计算方法各船级社有所不同;B=B=1/Eb((K2+1)/(K2-1)+vb)+1/Es(1-vs)mm2/N,桨毂与轴组合后的径向变形柔度。其中:Eb,Es为桨及轴材料的弹性模量,N/mm2;K=db/ds,db,ds为桨及轴的平均外径,mm;vb,vs为桨及轴材料的横向变形系数;为桨孔的锥度,,一般为;为液压安装时对应于P35的最小轴向推入量,mm。注:
的表达式是根据厚壁圆筒平面应力的基本公式推导而成,即:且,式中,ub、us为桨及轴在ds/2半径处的径向位移;,为桨在ds/2半径处的切向应力和径向应力;,为轴在ds/2半径处的切向应力和径向应力。基于式(2),即可导出对应于实际安装温度t的最小轴向推入量:mm(3)式中,、为桨及轴材料的线膨胀系数。式(3)提供了无键螺旋桨安装时推入量的下限,即保证桨在工作状态不会从轴上滑脱的最小面压P35的限制。由于桨的线膨胀系数一般要大于轴的线膨胀系数,所以在温度升高时,桨内孔和轴外径径向应变的不一致性,会导致接触面压下降。这也是为什么选择35℃来校核其使用功能的原因。另一方面,由于温度下降,会导致接触面压上升,亦需在0℃时对桨的最大应力进行校核计算。(2)在海水温度达到0℃时(螺旋桨工作温度的下降),桨毂内孔表面的单轴应力应小于桨材料的许用应力。该许用应力大多数船级社采用0.7倍的桨材料屈服极限,其基本公式如下:Pmax=0.7(K2-1)/(3K4+1)(4)(5)式中,Pmax为0℃时的最大允许接触面压力,N/mm2;为桨材料的屈服极限,N/mm2;为液压安装时,对应于Pmax的最大允许推入量,mm.注:Pmax的表达式是按剪切应变能强度理论推导而来。即按:式中,,为桨材料许用应力。求得上述,,3个推入量数值,我们就可以作出如图1所示的无键螺旋桨安装用的推入量与安装温度t的关系图(图)。图由3条直线组成。I线由过点,且平行于t轴作出;II线由过点,且平行于III线作出;III线由及两点决定;阴影区为允许使用区。实船安装时,压入量落在该区内即为合格。表1列出了几个主要船级社对无键螺旋桨安装及计算的要求和特点。为便于比较,笔者简化了各公式并统一了符号和定义。除表中所示的公式外,某些船级社,例如BV、NK船级社是采用公式和图表联合求解的方式来计算压载所需参数。因篇幅有限,这里不再赘述。
2 几个有关的问题用于送审的无键螺旋桨液压安装计算一般应包含图1的内容及计算过程。除此之外,为了后续设计和安装工艺方面的要求,还应包括下述一些内容:(1) 压装时的轴向推力W为了设计螺旋桨液压螺母,指导船厂选用合适的液压泵,应提供压装时的轴向推力W与压入量关系,即图。该图由式(6.1)、(6.2)决定:N(6.1)N/mm2(6.2)式中,Pt为某压装温度下的接触面压;为液压安装时接触面间的动摩擦系数。由于安装时径向油压的作用,这种摩擦属于半液体润滑摩擦。根据渤海造船厂10艘船的数据表明,其值取0.03比较接近实际。式(6.1)可根据静力平衡方程,并经适当简化推导而得。另外,式(6.2)中的Pt为液压安装时能建立的径向最大油压。如将Wt换算成螺旋桨液压螺母的油压Pwt,即可作出Pwt/Pt图此图对压装时的油压操作有一定的指导意义。(2) 推入量起点对推入量起点的约定,除LR规范外,各船级社规范没有明确要求。LR规范中要求在径向油压不供油(干摩擦状态)条件下,轴向推力达到式(7)要求时,即为压载时的推入量起点。N(7)除此之外,还有一种采用作图方式求取推入量起点的方法。如图2所示,在径向油泵不供油的情况下(Pt=0)向液压螺母供油。当Pwt达到5MPa时,将千分表定为零值,然后缓慢加压,按0.25mm压入量记录各点的Pwt值,并绘制在座标纸上。当取得5~6点时,即可作出干摩擦的回归直线L1,L1与轴的交点即为推入量起点。实际推入量
=千分表量程+推入量起点至座标零点的距离。图2为某船的实际PwtPt图。(3) 零度以下压装螺旋桨如图1所示,如环境温度低于tmin,已超出压装螺旋桨的温度范围。如要满足前述1(1)的要求,则必然会导致安装当时的桨内孔应力超过P。℃(8)tmin的计算值一般在-40℃以下。3 实船压装实船压装无键螺旋桨要采用独立的两台油泵,分别向液压螺母(轴向)和桨毂内孔油槽(径向)供油。径向油泵油压应尽量接近计算的Pt直线,如此才能降低摩擦系数,使实际的值亦接近计算的Pwt直线。在拆卸螺旋桨时,应注意径向油压Pt不要超过Pmax。这种情况在压装过程中是不会出现的。而在拆卸过程中,特别是旧桨的修理拆卸中,由于桨与轴接触面处于相互静止状态,易发生此种情况。
'