


- 26.50 KB
- 3页
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'通风机安装工艺标准1 范围 本工艺标准适用于风压低于3kPa(≈300mmH2O)范围内的中低压离心式或轴流式通风机,以及同等原理的各类型风机。2 施工准备 2.1 材料及主要机具: 2.1.1 通风、空调的风机安装所使用的主要材料,成品或半成品应有出厂合格证或质量鉴定文件。 2.1.2 风机开箱检查,皮带轮,皮带,电机滑轨及地脚螺栓是否齐备,符合设计要求。有无缺损等情况。 2.1.3 风机轴承清洗,充填润滑剂其粘度应符合设计要求,不应使用变质或含有杂物的润滑剂。 2.1.4 地脚螺栓灌注时,应使用与混凝土基础同等级混凝土,决不能使用失效水泥灌注。 2.1.5 倒链、滑轮、绳索、撬棍、活动扳手,铁锤、钢丝钳、螺丝刀、水平尺、钢板尺、钢卷尺、线坠、平板车、高凳、电锤、油桶、刷子、棉布、棉丝等。 2.2 作业条件: 2.2.1 施工现场环境,除机房内的装修和地面未完外,基本具备安装条件。 2.2.2 风机安装应按照设计要求进行,并有施工员书面的质量、技术和安全交底。3 操作工艺 3.1 工艺流程: 基础验收 → 开箱检查 → 搬运 → 清洗 → 安装、找平、找正 → 试运转、检查验收 3.2 基础验收 3.2.1 风机安装前应根据设计图纸对设备基础进行全面检查,是否符合尺寸要求。 3.2.2 风机安装前、应在基础表面铲出麻面,以使二次浇灌的混凝土或水泥砂浆能与基础紧密结合。 3.3 通风机开箱检查应符合下列规定: 3.3.1 按设备装箱清单,核对叶轮、机壳和其它部位的主要尺寸,进、出风口的位置方向是否符合设计要求,做好检查记录。 3.3.2 叶轮旋转方向应符合设备技术文件的规定。 3.3.3 进、出风口应有盖板严密遮盖。检查各切削加工面,机壳的防锈情况和转子是否发生变形或锈蚀、碰损等。 3.3.4 风机设备搬运应配合起重工专人指挥使用的工具及绳索必须符合安全要求。 3.5 设备清洗: 3.5.1 风机设备安装前,应将轴承、传动部位及调节机构进行拆卸、清洗,装配后使其转动,调节灵活。 3.5.2 用煤油或汽油清洗轴承时严禁吸烟或用火,以防发生火灾。 3.6 风机安装: 3.6.1 风机设备安装就位前,按设计图纸并依据建筑物的轴线、边线线及标高线放出安装基准线。将设备基础表面的油污、泥土杂物清除和地脚螺栓预留孔内的杂物清除干净。 3.6.2 整体安装的风机,搬运和吊装的绳索不得捆缚在转子和机壳或轴承盖的吊环上。 3.6.3 整体安装风机吊装时直接放置在基础上,用垫铁找平找正,垫铁一般应放在地脚螺栓两侧,斜垫铁必须成对使用。设备安装好后同一组垫铁应点焊在一起,以免受力时松动。 3.6.4 风机安装在无减震器支架上,应垫上4~5mm厚的橡胶板,找平找正后固定牢。
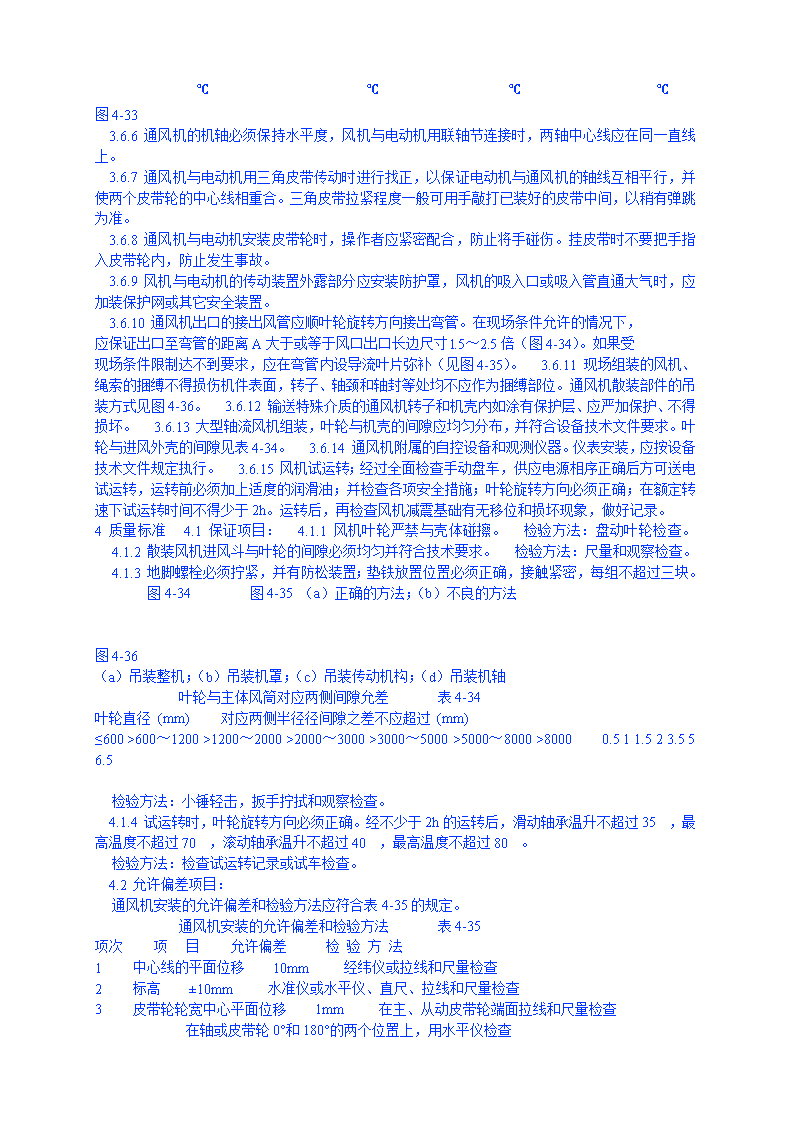
3.6.5 风机安装在有减震器的机座上时,地面要平整,各组减震器承受的荷载压缩量应均匀,不偏心,安装后采取保护措施,防止损坏。安装在减震机座上通风机的吊装方式见图4-33。 图4-33 3.6.6 通风机的机轴必须保持水平度,风机与电动机用联轴节连接时,两轴中心线应在同一直线上。 3.6.7 通风机与电动机用三角皮带传动时进行找正,以保证电动机与通风机的轴线互相平行,并使两个皮带轮的中心线相重合。三角皮带拉紧程度一般可用手敲打已装好的皮带中间,以稍有弹跳为准。 3.6.8 通风机与电动机安装皮带轮时,操作者应紧密配合,防止将手碰伤。挂皮带时不要把手指入皮带轮内,防止发生事故。 3.6.9 风机与电动机的传动装置外露部分应安装防护罩,风机的吸入口或吸入管直通大气时,应加装保护网或其它安全装置。 3.6.10 通风机出口的接出风管应顺叶轮旋转方向接出弯管。在现场条件允许的情况下,应保证出口至弯管的距离A大于或等于风口出口长边尺寸l.5~2.5倍(图4-34)。如果受现场条件限制达不到要求,应在弯管内设导流叶片弥补(见图4-35)。 3.6.11 现场组装的风机、绳索的捆缚不得损伤机件表面,转子、轴颈和轴封等处均不应作为捆缚部位。通风机散装部件的吊装方式见图4-36。 3.6.12 输送特殊介质的通风机转子和机壳内如涂有保护层、应严加保护、不得损坏。 3.6.13 大型轴流风机组装,叶轮与机壳的间隙应均匀分布,并符合设备技术文件要求。叶轮与进风外壳的间隙见表4-34。 3.6.14 通风机附属的自控设备和观测仪器。仪表安装,应按设备技术文件规定执行。 3.6.15 风机试运转;经过全面检查手动盘车,供应电源相序正确后方可送电试运转,运转前必须加上适度的润滑油;并检查各项安全措施;叶轮旋转方向必须正确;在额定转速下试运转时间不得少于2h。运转后,再检查风机减震基础有无移位和损坏现象,做好记录。4 质量标准 4.1 保证项目: 4.1.1 风机叶轮严禁与壳体碰擦。 检验方法:盘动叶轮检查。 4.1.2 散装风机进风斗与叶轮的间隙必须均匀并符合技术要求。 检验方法:尺量和观察检查。 4.1.3 地脚螺栓必须拧紧,并有防松装置;垫铁放置位置必须正确,接触紧密,每组不超过三块。 图4-34 图4-35(a)正确的方法;(b)不良的方法 图4-36(a)吊装整机;(b)吊装机罩;(c)吊装传动机构;(d)吊装机轴 叶轮与主体风筒对应两侧间隙允差 表4-34叶轮直径(mm) 对应两侧半径径间隙之差不应超过(mm) ≤600>600~1200>1200~2000>2000~3000>3000~5000>5000~8000>8000 0.511.523.556.5 检验方法:小锤轻击,扳手拧拭和观察检查。 4.1.4 试运转时,叶轮旋转方向必须正确。经不少于2h的运转后,滑动轴承温升不超过35℃,最高温度不超过70℃,滚动轴承温升不超过40℃,最高温度不超过80℃。 检验方法:检查试运转记录或试车检查。 4.2 允许偏差项目: 通风机安装的允许偏差和检验方法应符合表4-35的规定。 通风机安装的允许偏差和检验方法 表4-35项次 项 目 允许偏差 检 验 方 法 1 中心线的平面位移 10mm 经纬仪或拉线和尺量检查 2 标高 ±10mm 水准仪或水平仪、直尺、拉线和尺量检查 3 皮带轮轮宽中心平面位移 1mm 在主、从动皮带轮端面拉线和尺量检查 在轴或皮带轮0°和180°的两个位置上,用水平仪检查
径向位移 0.05mm 在联轴器互相垂直的四个位置上,用百分 轴向倾斜 0.2/1000 表检查 5 成品保护 5.1 整体安装的通风机、搬运和吊装时。与机壳边接触的绳索,在棱角处应垫好柔软的材料,防止磨损机壳及绳索被切断。 5.2 解体安装的通风机,绳索捆绑不能损坏主轴。轴衬的表面和机壳、叶轮等部件。 5.3 风机搬动时,不应将叶轮和齿轮轴直接放在地上滚动或移动。 5.4 通风机的进排气管、阀件、调节装置应设有单独的支撑;各种管路与通风机连接时,法兰面应对中贴平,不应硬拉使设备受力。风机安装后,不应承受其它机件的重量。6 应注意的质量问题 6.1 风机运转中皮带滑下或产生跳动。应检查两皮带轮是否找正,并在一条中线上,或调整两皮带轮的距离;如皮带过长应更换。 6.2 风机产生与转速相符的振动。应检查叶轮重量是否对称,或叶片上是否有附着物;双进通风机应检查两侧过气量是否相等。如不等,可调节挡板,使两侧进气口负压相等。 6.3 通风机和电动机整体振动。应检查地脚螺栓是否松动,机座是否紧固;与通风机相连的风管是否加支撑固定;柔性短管是否过紧。 6.4 用型钢制作的风机支座,焊接后应保证支座的平整,若有扭曲,校正好后方能安装。 6.5 风机减震器所承受压力不均。应适当调整减震器的位置,或检查减震器的底板是否同基础固定。7 质量记录 7.1 通风机安装质量检验评定表。 7.2 进场设备检验记录表。 7.3 预检工程检查记录单。 7.4 设备基础工程验收记录。 7.5 一般通风系统试运行记录。 7.6 单位工程观感质量评定表。 7.7 中间验收记录。 7.8 自检互检记录。'
您可能关注的文档
- 涂色镀锌钢板门窗安装工艺标准
- 消防自动报警系统安装工艺(附示意图)
- 硬pvc塑料门窗安装工艺
- 硬pvc塑料门窗安装工艺标准
- 综合布线系统安装工艺技术交底
- 通风空调系统制作与安装工艺
- 本工艺标准适用于钢网架结构高空散装法,高空滑移法或地面拼装总体吊装(提升)等安装工艺
- 机房机械设备安装工艺标准6
- 涂色镀锌钢板门窗安装工艺
- 通风机安装工艺标准(410—1998)
- 钢网架结构安装工艺标准08267
- 030_预制楼梯、休息板及垃圾道安装工艺
- 030预制楼梯、休息板及垃圾道安装工艺81843
- 50预制楼梯及垃圾道安装工艺
- 室内自动喷水灭火系统安装工艺
- 卫生洁具安装工艺标准
- 锅炉及附属设备安装工艺
- 空调水系统管道安装工艺