


- 835.00 KB
- 11页


- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'南宁南特变压器制造限公司标题一次线制造与安装工艺守则版本A修订状态1制订单位生产技术部文件编号NT-WI-08生效日期2010/03/15页码1/91适用范围本守则适用于高低压开关柜(屏、台、箱)上的母线及设备联接线的制造与安装,以GB149—90《电气装置安装工程母线装置施工及验收规范》为依据。2材料图表13设备及工具、量具3.1设备:剪切机、压床、打孔机、母线折弯机。3.2工具:台虎钳、锯弓、250mm扳手、套筒扳手、力距扳手、250mm平锉、硬质木手锤、压板及螺钉、胶木垫块、薄铜片垫块、平板、扭弯器等。3.3量具:225×30×8mm平尺、1m钢直尺、1~125mm游标卡尺、2m卷尺、160×100mm角尺等。4施工准备4.1检查母线的规格牌号是否符合设计图纸要求。4.2检查母线表面是否有裂缝、起皮、伤痕等缺陷,否则应将有缺陷部份去掉不用。5工艺要求5.1母线安装应能保证开关柜二次回路的带电体或带电体与金属骨架的电气间隙不小于4mm,爬电距离不小于6mm,而且一次回路带电体之间及带电体与骨架间的最小距离应符合表1规定(不包括元件本身内部隔离,见表1)5.2母线安装应能保证低压配电装置的电气间隙和爬电距离不小于表2规定表2产品型号电气间隙爬电距离配电箱38低压成套开关设备1012.5动力柜1012.5注:括号内数据是本公司低压开关柜内部标准,应尽可能达到(特殊情况除外)。(接于元器件的母线,电气间隙以元器件为准)
南宁南特变压器制造限公司标题一次线制造与安装工艺守则版本A修订状态1制订单位生产技术部文件编号NT-WI-08生效日期2010/03/15页码2/9表1(mm)电压等级部位0.4KV3KV6KV10KV35KV不同相的裸导体之间及裸露带电部分至接地骨架之间2075100125300裸露带电部分至正面金属封板或金属门50105130155330裸露带电部分至正面纲状封板或纲状门100175200225400无遮栏导体至地板高度23002500250025002700裸露带电部分至传动杆件1001201303201.1下料尺寸应符合工艺文件的规定1.2图纸和工艺文件未注下料尺寸偏差的,按表3规定表3(mm)长度偏差厚度≦100>100~250>250~750>750~1250>2250~1750>175~2500≦5±0.3±0.5±0.8±1.2±1.5±2.075~10±0.5±0.8±1.2±1.5±2.0±2.51.3母线切断面的垂直偏差见表4及图1的规定表4材料厚度(H)垂直偏差(t)≦30.3>3~50.5>5~80.7>8~101(图1)
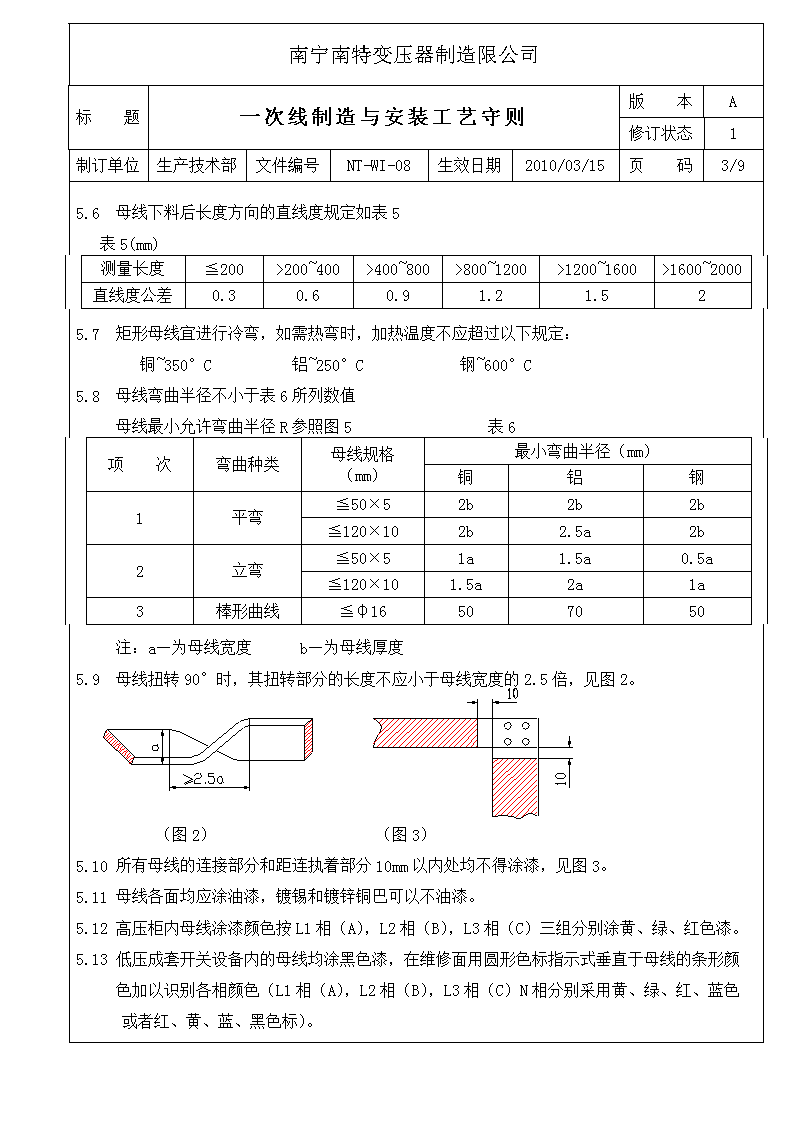
南宁南特变压器制造限公司标题一次线制造与安装工艺守则版本A修订状态1制订单位生产技术部文件编号NT-WI-08生效日期2010/03/15页码3/95.6母线下料后长度方向的直线度规定如表5表5(mm)测量长度≦200>200~400>400~800>800~1200>1200~1600>1600~2000直线度公差0.30.60.91.21.525.7矩形母线宜进行冷弯,如需热弯时,加热温度不应超过以下规定:铜~350°C铝~250°C钢~600°C5.8母线弯曲半径不小于表6所列数值母线最小允许弯曲半径R参照图5表6项次弯曲种类母线规格(mm)最小弯曲半径(mm)铜铝钢1平弯≦50×52b2b2b≦120×102b2.5a2b2立弯≦50×51a1.5a0.5a≦120×101.5a2a1a3棒形曲线≦φ16507050注:a—为母线宽度b—为母线厚度5.9母线扭转90°时,其扭转部分的长度不应小于母线宽度的2.5倍,见图2。(图2)(图3)5.10所有母线的连接部分和距连执着部分10mm以内处均不得涂漆,见图3。5.11母线各面均应涂油漆,镀锡和镀锌铜巴可以不油漆。5.12高压柜内母线涂漆颜色按L1相(A),L2相(B),L3相(C)三组分别涂黄、绿、红色漆。5.13低压成套开关设备内的母线均涂黑色漆,在维修面用圆形色标指示式垂直于母线的条形颜色加以识别各相颜色(L1相(A),L2相(B),L3相(C)N相分别采用黄、绿、红、蓝色或者红、黄、蓝、黑色标)。
南宁南特变压器制造限公司标题一次线制造与安装工艺守则版本A修订状态1制订单位生产技术部文件编号NT-WI-08生效日期2010/03/15页码4/95.14母线涂漆应均匀,无流痕、起泡、皱纹等缺陷,搭接面不得粘漆,同一元件同一侧母线的涂漆界线应一致,其界线距搭接处的距离相差不超过5mm。5.15母线配制时,除应满足以上要求外,还应符合以下要求。5.16母线规格选择:按表7进行选择表7GCK、GGD电流选择电流等级A主母线规格箱体尺寸(高X宽X深)N母线规格TMYPE母线规格TMY2500120X102200X1000(600、800、1200)X800(600、1000、1200)100X10100X102000100X1080X1060X61600100X1080X850X5125080X1080X850X5100080X860X640X5动力柜选择电流等级400A315A250A200A160A100A80A主母排规格(㎜)40×540×430×620×520×520×520×5N母线(㎜)30×530×330×320×320×320×320×3PE母线(㎜)20×520×520×520×320×320×320×3柜体尺寸(㎜)(600-1800)×(400-1200)×(250-600)
南宁南特变压器制造限公司标题一次线制造与安装工艺守则版本A修订状态1制订单位生产技术部文件编号NT-WI-08生效日期2010/03/15页码5/95.15母线配弯时,参照图5及下列规定进行a.母线开始曲处距最近绝缘子的中心不应大于0.25L,但不得小于5(L—为母线两支持点之间的距离)。b.母线开始弯曲处距母线连接位置不应小于30mm。c.采用多片母线时,弯曲半径应一致。(注:L—母线两支持点间的距离。)a—母线宽度(图5)b—母线厚度5.16矩形母线采用螺栓连接时,连接处距支柱绝缘子的中心应不小于50mm,上片母线端头与下片母线平弯开始处的距离应不小于25mm,见图6(图6)5.17母线连接的孔眼直径大于螺栓外径1mm,钻孔应垂直,不歪斜,孔间中心距公差不大于±0.5mm。5.18母线与母线连接,按表11(见附件一)规定进行,当母线与设备端子连接时,根据设备端子的结构而定。6工艺过程
南宁南特变压器制造限公司标题一次线制造与安装工艺守则版本A修订状态1制订单位生产技术部文件编号NT-WI-08生效日期2010/03/15页码6/96.1粗校:对带状母线及变形较大的型材母线,先应用硬质要榔头敲校,使母线平直,以便下料时尺寸准确。6.2下料:按工艺尺寸,配制母线由制造者提供下料尺寸,用剪床剪切机下料,未注尺寸偏差的按表3取值。6.3校平校值5mm及以下厚度的母线可放在平板上,用硬质要榔头直接敲打平、直敲打时用力要适当,以免母线表面出现锤痕,5mm以上厚度的母线用压力机压平。操作时应根据母线厚度与宽度适当调节压力手枘,以免有压痕。6.4弯折:有平弯、立弯和扭弯(麻花弯)三种形式,见图7注:图纸上未注明弯折尺寸,需配弯的母线,可用一根铁丝(3~4mm粗)按实样弯制成样板。平弯立弯扭弯a—厚度b—宽度b—宽度6.4.1平弯:12mm厚度以下母线在母线弯折机上进行,根据表6选好料,量好弯曲尺寸,校对无误后,用压板及压板螺钉固牢,慢慢扳动折弯机手柄,使母线弯曲到设计所需要的角度。操作时,折弯时,折弯速度不能太快,以免产生裂缝。6.4.2立弯:在母线弯折机上进行,方法同上。6.4.3弯折后的母线必须校正。6.5母线冲孔,按设计图纸和工艺要求,两孔以上尽量采用冲孔机冲孔,单个孔用划线钻孔。冲孔后,应将孔口毛刺除去,使其保持光洁。6.6表面处理6.6.1接触面设计要求搪锡的按《铜母线、铜母排搪锡工艺守则》进行。6.6.2对于低压抽出式开关柜:
南宁南特变压器制造限公司标题一次线制造与安装工艺守则版本A修订状态1制订单位生产技术部文件编号NT-WI-08生效日期2010/03/15页码7/9a.铝母线及额定电流超过630A的铜母线在搭接部位采用搪锡或镀银工艺;b.额定电流在630A以下的铜母线在搭接部分允许不用镀层,但应涂敷导电膏,以保证可靠的连接。6.1喷涂:把母线的接触处涂一层工业凡士林,再用纸包扎,然后喷漆,喷漆要求见5.12、5.13、5.14规定。7母线安装7.1母线在支柱绝缘件上的固定安装。7.1.1母线固定夹持件与支承绝缘件应平整牢固,不应使母线受到额外应力;7.1.2当母线平置时,母线支持夹板上部的压板应与母线保持1~1.5mm的间隙,母线立置时,上部压板应与母线保持1.5~2mm的间隙。7.2母线与母线,母线与电器元件用螺栓搭接的安装:7.2.1母线连接用的紧固件,应符合国家标准和设计图纸要求;7.2.2螺栓的装法,当母线平放时,螺栓由下向上穿,其余情况,螺母应装在便于维修侧;7.2.3螺栓的两侧,均应有垫圈,相邻螺栓的垫圈应有间隙,螺母侧应装弹簧垫圈或其它防松装置。7.2.4母线用螺栓连接时,接触面应自然吻合,紧密可靠,螺母应逐个均匀拧紧,螺栓紧固后,螺栓应露出螺纹2~3mm扣螺距。连接螺栓用力矩钣手紧固,其紧固力矩符合相关规定。7.2.5母线的安装排列应层次分明,整齐美观,并在明显处标出相序颜色;7.2.6母线安装的相序排列见表8。7.3母线夹的安装(AMJZMJ)7.3.1将母线夹、塑料夹件和固定支件装好,再装上两螺杆上螺母,最后将母线夹固定在柜架上下安装梁上;7.3.2将母线穿入母线夹槽,并连接好各支母线后,最后拧紧母线夹两根螺栓。7.3.3母线夹之间的距离应按照以下规定进行:动力柜母线夹之间的最大距离为500mm;GCK、GGD母线夹之间的距离为560mm;
南宁南特变压器制造限公司标题一次线制造与安装工艺守则版本A修订状态1制订单位生产技术部文件编号NT-WI-08生效日期2010/03/15页码8/9表8(mm)颜色(国内)相别母线安装的相序排列垂直排列水平排列前后排列黄L1相(A)上左远绿L2相(B)中中中红L3相(C)下右近淡蓝(紫)N中性线最下最右最近黄绿双色(黑)PE中性保护线注:以面对柜或设备正视方向为准。8质量检查8.1母线直线度公差值按表5检查;8.2母线表面不应有显著的锤痕,凹坑等缺陷;8.3母线的边缘及孔口无毛刺,弯折处皱纹高度不得超过1mm,不准出现裂纹;8.4母线搭接面应平整光洁,自然吻合,连接紧密可靠,并有防松措施,母线的安装排列层次分明,整齐美观,相序正确;8.5母线涂漆庆均匀、无流痕、起泡、皱纹等缺陷。9一次绝缘导线加工和安装9.1常用铜芯绝缘导线载流量选型见表9。9.2一次绝缘导线选用的原则。9.2.1一次回路中串有热元件的(包括接触器,磁力起动器)回路导线的规格按表10选择,其余按表11选择。9.2.2单回路母线一般以该回路中元件最小额定电流值选取。9.2.3刀开关加空气开关,一般以空气开关脱扣器额定电流值选择。9.2.4刀开关,转换开关加熔断器回路一般以熔断器的额定电流值选择。
南宁南特变压器制造限公司标题一次线制造与安装工艺守则版本A修订状态1制订单位生产技术部文件编号NT-WI-08生效日期2010/03/15页码9/99.2.2避雷器,电压互感器的一次回路按6mm9.2.32导线制作。9.2.4一个开关控制几条关联支路的,开关上、下段的母线按开关的额定电流值选择。9.2.5并联电容器按1.5A/1KVAR选择母线。9.2.6一次导线不得小于2.5mm2。9.2.7二次导线不得小于1.0mm2多股铜芯软线。9.2.8截面大的导线可取代截面小的。9.2.9安装条件允许时,相同载流量的铜母线和绝缘母线可互换。10技术安全10.1在生产安装过程中,工作者应小心,不要把母线碰坏碰弯,应保持母线清洁。10.2其它应遵守各项设备安全操作规程及安全制度。截面(mm2)载流量(A)2.5254336431059168325109351345017070209表9截面(mm2)热元件额定电流(A)截面(mm2)热元件额定电流(A)416~25A2563~80A620~32A3580~110A1025~50A5090~135A1650~63A70135~180A表10编制审核生效日期2010/03/15
附件一:附表11(mm)图例类别序号连接尺寸螺栓规格a1b1c1e1a2b2c2ф直线连接11206030120603019M1821005025100502517M16380402080402017M16垂直连接41206030120603019M1851005025100502517M16680402080402017M1671206030100502717M168120603080402017M169100502580402017M16垂直连接1060261760261713M121160261750221413M121250221450221413M121340181140181111M10垂直连接1412060306013M1250401510050256013M125040168040206013M12504030176030154011M1030186030152511M1020195026124011M1030252020402010207M6第一页共二页
附件一:附表11(mm)图例类别序号连接尺寸螺栓规格a1b1c1e1a2b2c2ф垂直连接211203015603011M102212026122511M1020231003015603011M10241002612502511M102025803015603011M1026802612502511M1020直线连接2760261790281713M1228502214752314.513M12直线连接294080402013M12303060301511M10312550261211M1032204020107M6垂直连接33403013M1234402511M1035303013M1236302511M102037252511M10203820207M6第二页共二页'
您可能关注的文档
- 试析暖通设备和管道安装工艺
- 超超临界机组锅炉空气预热器安装工艺探析
- 输电线路人工挖孔桩基础安装工艺质量控制
- 高压架空输电线路架线附件安装工艺和质量控制
- 750t-d液压循环往复焚烧炉排安装工艺
- 舱室c型复合岩棉板安装工艺规范
- 互感器用波纹片式金属膨胀器注油和安装工艺的改进
- 电气配管安装工艺标准
- 440吨循环流化床锅炉安装工艺
- 热水锅炉安装工艺
- 天津蜂窝斜管填料安装工艺
- 004_风管及部件安装工艺
- 新型轻质蜂巢墙板安装工艺
- 基于吊弦及弹性吊索预配-安装工艺的探讨
- 木门窗安装工艺标准
- 配电板及户表板的安装工艺标准
- 预制钢筋混凝土隔墙板安装工艺标准(432-1996)73693
- 007_低压电缆头制作安装工艺