


- 893.36 KB
- 23页

- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
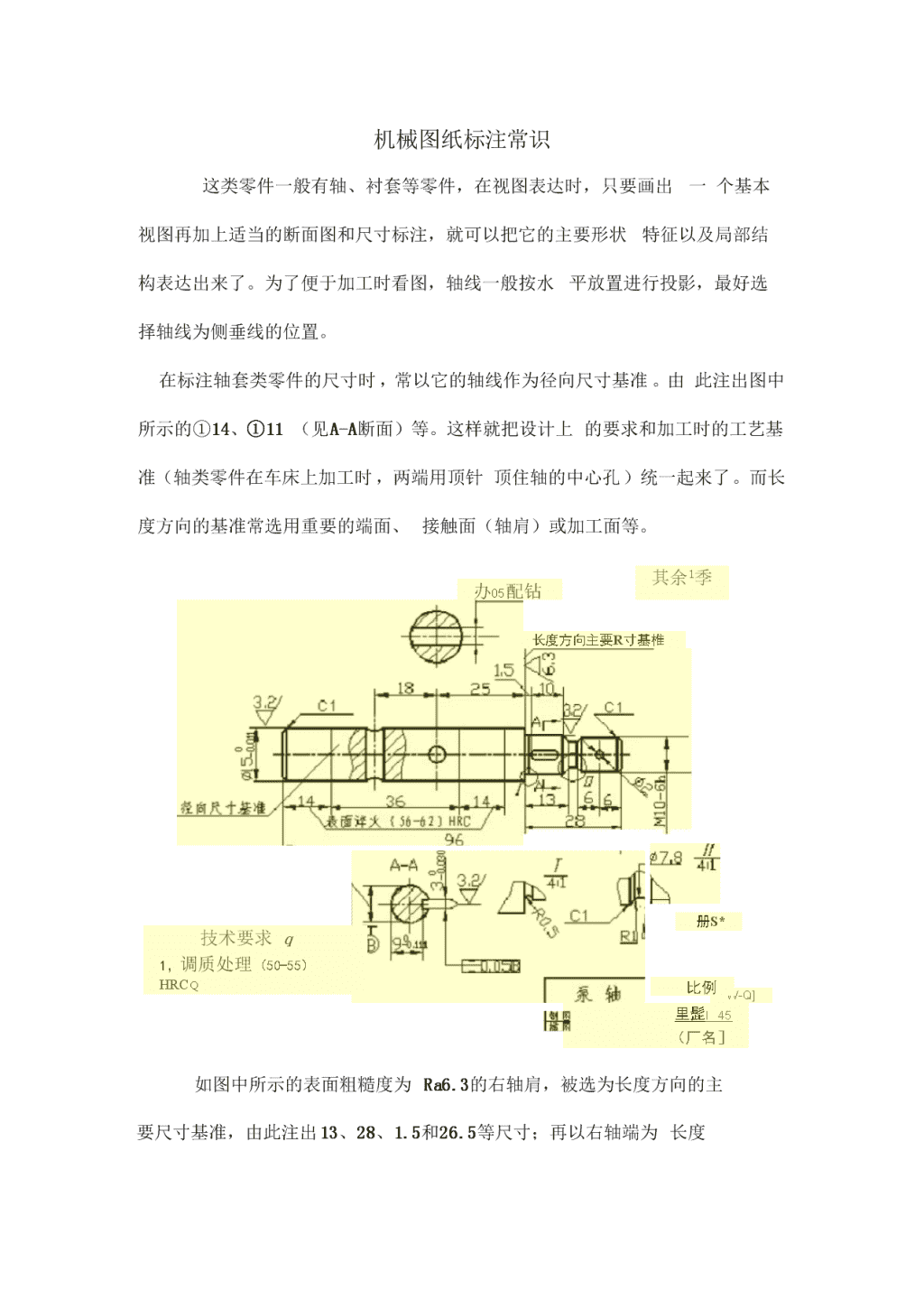
'机械图纸标注常识这类零件一般有轴、衬套等零件,在视图表达时,只要画出一个基本视图再加上适当的断面图和尺寸标注,就可以把它的主要形状特征以及局部结构表达出来了。为了便于加工时看图,轴线一般按水平放置进行投影,最好选择轴线为侧垂线的位置。在标注轴套类零件的尺寸时,常以它的轴线作为径向尺寸基准。由此注出图中所示的①14、①11(见A-A断面)等。这样就把设计上的要求和加工时的工艺基准(轴类零件在车床上加工时,两端用顶针顶住轴的中心孔)统一起来了。而长度方向的基准常选用重要的端面、接触面(轴肩)或加工面等。其余1季办05配钻长度方向主要R寸基椎技术要求q1,调质处理(50-55)HRCq2.锐边去毛刺。比例11:1册S*W-Q]里髭I45(厂名]如图中所示的表面粗糙度为Ra6.3的右轴肩,被选为长度方向的主要尺寸基准,由此注出13、28、1.5和26.5等尺寸;再以右轴端为长度
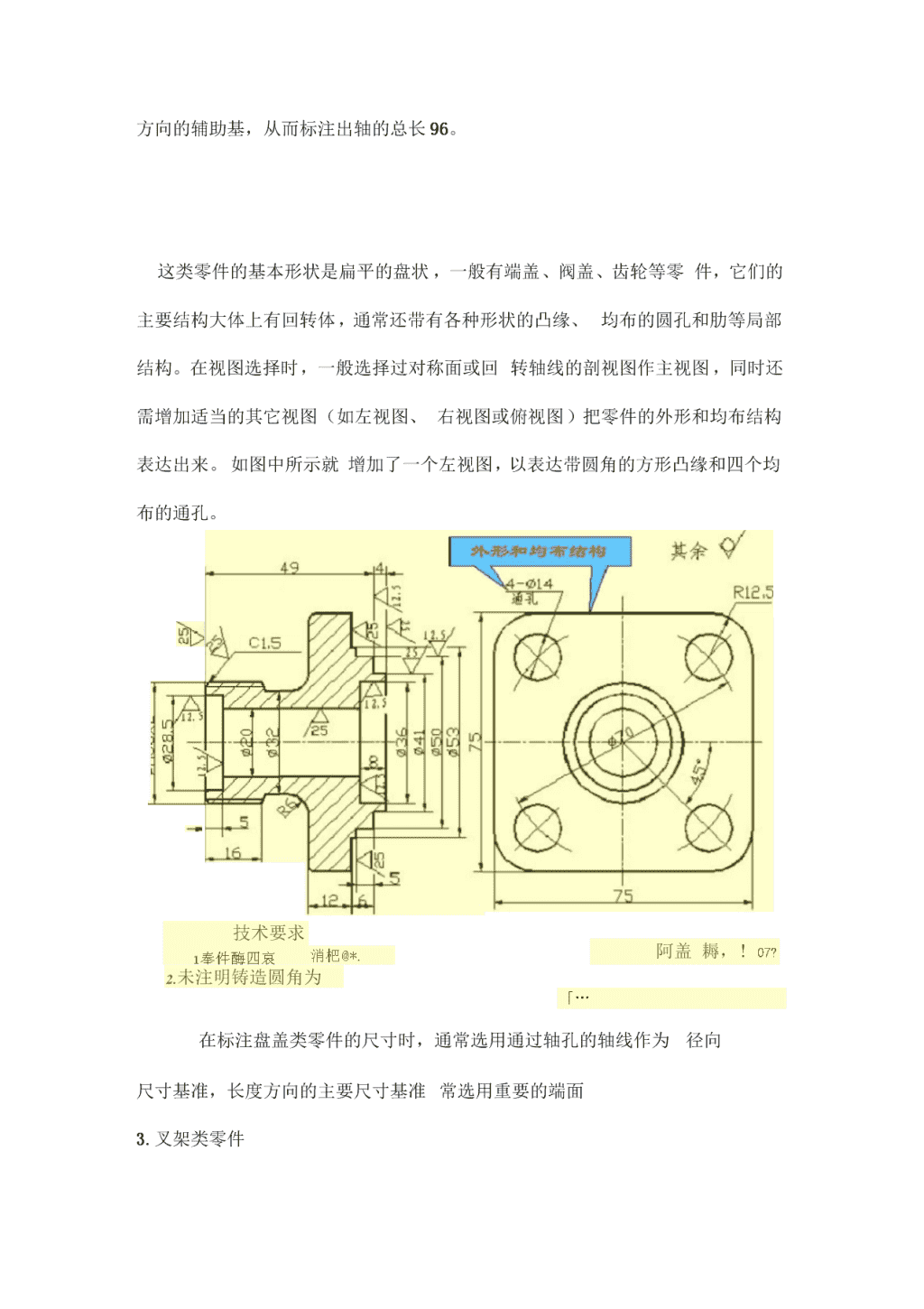
方向的辅助基,从而标注出轴的总长96。这类零件的基本形状是扁平的盘状,一般有端盖、阀盖、齿轮等零件,它们的主要结构大体上有回转体,通常还带有各种形状的凸缘、均布的圆孔和肋等局部结构。在视图选择时,一般选择过对称面或回转轴线的剖视图作主视图,同时还需增加适当的其它视图(如左视图、右视图或俯视图)把零件的外形和均布结构表达出来。如图中所示就增加了一个左视图,以表达带圆角的方形凸缘和四个均布的通孔。消杷@*.技术要求1奉件酶四哀2.未注明铸造圆角为R1-R3.阿盖耨,!07?「…在标注盘盖类零件的尺寸时,通常选用通过轴孔的轴线作为径向尺寸基准,长度方向的主要尺寸基准常选用重要的端面3.叉架类零件
在选择主视图时,主要考虑工作位置和形状特征。选用其它视图时,应根据实际情况采用适当的剖视、断面、局部视图和斜视图等多种辅助视图,以清晰地表达零件的内外结构。4xM4-7H还技术要求02-%iit2m2.未注倒角C]□08平在标注尺寸方面,通常选用设计上要求的轴线、重要的安装面、接触面(或加工面)、箱体某些主要结构的对称面(宽度、长度)等作为尺寸基准。对于箱体上需要切削加工的部分,应尽可能按便于加工和检验的要求来标注尺寸5.零件常见结构的尺寸注法常见孔的尺寸注法(盲孔、螺纹孔、沉孔、钩平孔);倒角的尺寸注法
-5—1。孔纹螺/11口孔工口倒角勺1。乱「2
1.介绍表面粗糙度的概念及主要评定参数1)表面粗糙度的概念零件表面上具有较小间距的峰谷所组成的微观几何形状特件,称为表面粗糙度。这主要是在加工零件时,由于刀具在零件表面上留下的刀痕及切削分裂时表面金属的塑性变形所形成的。零件表面粗糙度是也是评定零件表面质量的一项技术指标,它对零件的配合性质、工作精度、耐磨性、抗腐蚀性、密封性、外观等都有影响。在保证机器性能的前提下,为获得相应的零件表面粗糙度,应根据零件的作用,选用恰当的加工方法,尽量降低生产成本。一般来说,凡零件上有配合要求或有相对运动的表面,表面粗糙度参数值要小。2)表面粗糙度的代号、符号及其标注GB/T131-1993规定了表面粗糙度代号及其注法。图样上表示零件表面粗糙度的符号见下表
表面粗糙度的符号表符号意义及说阻基本符号,表于表面可用任何方法获得.当不加注粗糙度舂数值或有美说明(例如表面处理,局曲热处理状况等)时,仅适用于简化代号标注.基本符号加一短画,素下表面是用去除材料的方法薮得.如车,跳.钻,磨.前切,抛光腐地电火化加工[气制等.基本符号加一小固表示亲面是用不去除材料的方法发得一如铸锻,冲压变腔冷和制关冶金需或者用F保持原供应状况的裹面(包括保持上道工惇脚状况).3)表面粗糙度的主要评定参数零件表面粗糙度的评定参数有:1))轮廓算术平均偏差(Ra)--在取样长度内,轮廓偏距绝对值的算术平均值。Ra的数值及取样长度l见表。2))轮廓最大高度(Rz)―在取样长度内,轮廓峰顶线与轮廓峰底线的距离。使用时优先选用Ra参数。轮廓峰顶级
表RmzMlI的选用值(GErnO32-lRo/口m^OL008-0.02>0.02-0.1XTL2J0>2.0-10.0>10.0.S0取样长度1/血。磨0.250.32J评定长:度1/trnn0.4匕34.012J%(系列)HM0.00SOjOIO0JQ120,0160j02009华DD»0.040DJQ900063O.OSOD.1000,1230160OJD0.250.32140口刈0.630例1.001.23Ijffl2.02.532405063S.0㈤0帕加25丸405D6350100注;h1是被评定轮廓乂轴方向上的长度-包括一个或几个取样长度.本电数值中黑体字为第1系列,应例洗选用。1.表面粗糙度的标注要求4)表面粗糙度的代号标注示例表面粗糙度高度参数Ra、Rz、Ry在代号中用数值标注时,除参数代号Ra可省略外,其余在参数值前需标注出相应的参数代号Rz或Ry,标注示例见表。表瞰疆发高度领院脸示例代号意义代号意义用任何方法而导的表面相耨32/WV用去除材料的方法获得的表面粗糙度,R&的上限值为33Pm的下限值为1.6Pm用任何方法获得的表面粗糙度,出的上限值为3.2PmKz^^/用不去除材料的方法获得的表面粗糙度,Hz的上限值为加口PUL表面粗糙度的标注表面粗糙度中数字及符号的方向5)表面粗糙度代(符号)在图样上的标注方法1))表面粗糙度代(符)号一般应注在可见轮廓线、尺寸界线或
它们的延长线上,符号的尖端必须从材料外指向表面。2))表面粗糙度代号中数字及符号的方向必须按规定标注。1.表面粗糙度的标注示例在同一图样上,每一表面一般只标注一次代(符)号,并尽可能地靠近有关的尺寸线。当空间狭小或不便标注时可以引出标注。当零件所有表面具有相同的表面粗糙度要求时,可统一标注在图样的右上鱼,当零件的大部分表面具有相同的表面粗糙度要求时,对其中使用最多的一种代(符)号可以同时注在图样的右上角,并加注"其余"两
字。凡统一标注的表面粗糙度代(符)号及说明文字,其高度均应该是图样标注的1.4倍零件上连续表面、重复要素(如孔、齿、梢等)的表面和用细实线连接不连续的同一表面,具表面粗糙度代(符)号只注一次。司一表面上有不同的表面粗糙度要求时.应用细实线画出其分界线,并注出相应的表面粗糙度代号和尺寸
齿轮、螺纹等工作表面没有画出齿(牙)形时,具表面粗糙度代(符)号注法见图,中心孔的工作表面,键梢的工作表面,倒角,圆角的表面粗糙度代号可以简化标注(培磷深度瓦卜L%56-62HRC)需要将零件局部热处理或局部镀(涂)覆时,应用粗点画线画出其范围并标注出相应尺寸,也可将其要求注写在表面粗糙度符号长边的横线
2标准公差和基本偏差为便于生产,实现零件的互换性及满足不同的使用要求,国家标准《极限与配合》规定了公差带由标准公差和基本偏差两个要素组成。标准公差确定公差带的大小,而基本偏差确定公差带的位置。1)标准公差(IT)标准公差的数值由基本尺寸和公差等级来决定。其中公差等级是确定尺寸精确程度的标记。标准公差分为20级,即IT01,IT0,IT1,IT18。其尺寸精确程度从IT01到IT18依次降低。标准公差的具体数值见有关标准。廿KH蛾2)基本偏差基本偏差是指在标准的极限与配合中,确定公差带相对零线位置的上偏差或下偏差,一般指靠近零线的那个偏差。当公差带在零线的上方时,基本偏差为下偏差;反之,则为上偏差。基本偏差共有28个,
代号用拉丁字母表示,大写为孔,小写为轴。从基本偏差系列图中可以看出:孔的基本偏差A~H和轴的基本偏差k~zc为下偏差;,孔的基本偏差K〜ZC和轴的基本偏差a〜h为上偏差,JS和js的公差带对称分布于零线两边、孔和轴的上、下偏差分别都是+IT/2、-IT/2,基本偏差系列图只表示公差带的位置,不表示公差的大小,因此,公差带一端是开口,开口的另一端由标准公差限定。2防F附X阳卤U附T困r囱基本偏差和标准公差,根据尺寸公差的定义有以下的计算式:ES=EI+IT或EI=ES-ITei=es-IT或es=ei+IT孔和轴的公差带代号用基本偏差代号与公差带等级代号组成。配合基本尺寸相同的、相互结合的孔和轴公差带之间的关系,称为配合。根据使用要求的不同,孔和轴之间的配合有松有紧,因而国标规定配合种类:
1)间隙配合孔与轴装配时,有间隙(包括最小间隙等于零)的配合。孔的公差带在轴的公差带之上。2)过渡配合孔与轴装配时,可能有间隙或过盈的配合。孔的公差带与轴的公差带互相交叠。3)过盈配合孔与轴装配时有过盈(包括最小过盈等于零)的配合。孔的公差带在轴的公差带之下基准制:在制造配合的零件时,使其中一种零件作为基准件,它的基本偏差一定,通过改变另一种非基准件的基本偏差来获得各种不同性质配合的制度称为基准制。根据生产实际的需要,国家标准规定了两种基准制。1)基孔制(如左下图所示)
基孔制--是指基本偏差为一定的孔的公差带与不同基本偏差的轴的公差带形成各种配合的一种制度。见左下图。基孔制的孔称为基准孔,其基本偏差代号为H,其下偏差为零。2)基轴制(如右下图所示)基轴制--是指基本偏差为一定的轴的公差带与不同基本偏差的孔的公差带形成各种配合的一种制度。见右下图。基轴制的轴称为基准轴,其基本偏差代号为h,其上偏差为零。过渡配合过此配台就过虢配合Bb工仲峨U一过至配《网圜,.•■.I同隙酉己白"基准孔或仲露己含基油辆I<阖配合代号配合代号由孔和轴的公差带代号组成,写成分数形式,分子为孔的公差带代号,分母为轴的公差带代号。凡是分子中含H的为基孔制配合,凡是分母中含h的为基轴制配合。例如025H7/g6的含义是指该配合的基本尺寸为。25、基孔制的间隙配合,基准孔的公差带为H7,(基本偏差为H公差等级为7级),轴的公差带为g6(基本偏差为g,公差等级为6级)。例如025N7/h6的含义是指该配合的基本尺寸为。25、基轴制过渡配合,基准轴的公差带为h6,(基本偏差为h,公差等级为6级),
孔的公差带为N7(基本偏差为N,公差等级为7级)公差与配合在图样上的标注1)在装配图上标注公差与配合,采用组合式注法。2)在零件图上的标注方法有三种形式。4形位公差零件加工后,不仅存在尺寸误差,而且会产生几何形状及相互位置的误差。圆柱体,即使在尺寸合格时,也有可能出现一端大,另一端小或中间细两端粗等情况,其截面也有可能不圆,这属于形状方面的误差。阶梯轴,加工后可能出现各轴段不同轴线的情况,这属于位置方面的误差。所以,形状公差是指实际形状对理想形状的允许变动量。位置公差是指实际位置对理想位置的允许变动量。两者简称形位公
公差特征项目符号分类特征项目符号形状公差直线度位置公差定向平行度//垂直度_L平面度口圆度O倾斜度上圆柱度定位同轴度◎对称度线轮艇C位置度专面轮廓度跳动圆跳动/全跳动LJ枇线不必|柚形位公差项目符号中间War1)形状和位置公差的代号国家标准GB/T1182-1996规定用代号来标注形状和位置公差。在实际生产中,当无法用代号标注形位公差时,允许在技术要求中用文字说明。形位公差代号包括:形位公差各项目的符号,形位公差框格及指引线,形位公差数值和其他有关符号,以及基准代号等。框格内字体的高度h与图样中的尺寸数字等高。
形位公差符号指弓I线超位公姜代号2)形位公差标注示例一根气门阀杆,在图中所标注的形位公差附近添加的文字,只是为了给读者作说明而重复写上的,在实际的图样中不需要重复注写。网叁出的物呼也油/对上的4的的城的同油建金装是囱口1一心依口口引心金仙015T/lo朋底觥用干酬后轴段的阕都购会安罡Q1曷谆a1.零件上的铸造结构
爵造回第1)铸造圆角当零件的毛坯为铸件时,因铸造工艺的要求,铸件各表面相交的转角处都应做成圆角。铸造圆角可防止铸件浇铸时转角处的落砂现象及避免金属冷却时产生缩孔和裂纹。铸造圆角的大小一般取R=3~5mm,可在技术要求中统一注明。如模和也2)起模斜度用铸造的方法制造零件毛坯时,为了便于在砂型中取出模样,一般沿模样拔模方向作成约1:20的斜度,叫做拔模斜度。因此在铸件上也有相应的拔模斜度,这种斜度在图上可以不予标注,也不一定画出,如下图所示;必要时,可以在技术要求中用文字说明。
整球演邑3)铸件厚度当铸件的壁厚不均匀一致时,铸件在浇铸后,因各处金属冷却速度不同,将产生裂纹和缩孔现象。因此,铸件的壁厚应尽量均匀,见上图;当必须采用不同壁厚连接时,应采用逐渐过渡的方式,见上图。铸件的壁厚尺寸一般采用直接注出。1.零件上的机械加工结构1)退刀槽和砂轮越程槽在零件切削加工时,为了便于退出刀具及保证装配时相关零件的接触面靠紧,在被加工表面台阶处应预先加工出退刀梢或砂轮越程梢。车削外圆时的退刀梢,其尺寸一般可按"梢宽x直径"或"梢宽x槽深"方式标注。磨削外圆或磨削外圆和端面时的砂轮越程槽。
w"次右L2)钻孔结构用钻头钻出的盲孔,在底部有一个120。的锥角,钻孔深度指的是圆柱部分的深度,不包括锥坑。在阶梯形钻孔的过渡处、也存在锥角120。圆台,其画法及尺寸注法。
・U・icl用钻头钻孔时,要求钻头轴线尽量垂直于被钻孔的端面,以保证钻孔准确和避免钻头折断。三种钻孔端面的正确结构。
3)凸台和凹坑零件上与其他零件的接触面,一般都要加工。为了减少加工面积,并保证零件表面之间有良好的接触,常常在铸件上设计出凸台,凹坑。螺栓连接的支撑面凸台或支撑面凹坑的形式:为了减少加工面积,而做成凹梢结构。谑触加工面
'
您可能关注的文档
- 最新对某改造酒店客房部分设计图纸的分析和建议.doc
- 最新精致小别墅设计图纸3教学讲义PPT课件.ppt
- 最新精致小别墅设计图纸3教学讲义PPT.ppt
- 农村别墅设计图纸大全(非常实用).docx
- 电气专业设计图纸符号大全.docx
- 一般高层建筑总设计图纸说明中对钢筋的要求
- 产品设计图纸制作发行流程(DOC)
- 初步设计图纸深度
- 建设工程项目设计图纸内部审查管理办法
- 空调工程设计图纸审查重点要点
- 空调工程设计图纸审查重点
- 设计图纸会审制度
- 精致小别墅设计图纸616592087(2)
- 课程设计图纸要求详解
- 建设工程防雷设计图纸技术审查探讨
- 电气设计图纸中符号表示大全
- 本次采购需求共1份数量清单、27份设计图纸及1份家具材质说明
- 各种电气设计图纸符号