


- 224.50 KB
- 5页
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'不锈钢复合板的焊接工艺附加评定方法探讨摘要:不锈钢复合板需要增加焊接工艺评定项目(如化学成分测定或晶间腐蚀敏感性检验),现行的焊接工艺评定标准就不适用,为此,本文沿用NB/T47014—2011《承压设备焊接工艺评定》中“焊接工艺附加评定”这一概念,根据不锈钢复合板的特性与焊接工艺特点,针对化学成分和晶间腐蚀敏感性两方面,围绕评定范围、评定条件、评定因素、评定规则、评定方法、试件形式与尺寸、检验要求与结果评定,提出了相应的焊接工艺附加评定方法,作为探讨。关键词:不锈钢;复合板;化学成分;晶间腐蚀敏感性;焊接工艺附加评定方法MethodDiscussionforSupplementaryWeldingProcedureQualificationofStainlessSteelCladPlateAbstract:Whenstainlesssteelcladplateneedtoaddweldingprocedurequalificationitem(suchaschemicalcompositionanalysisorsusceptibilitytointergranularcorrosioninspection),currentweldingprocedurequalificationstandardwasnotapplicable,sothispaperused"WeldingProcessAdditionalEvaluation"intheconceptofNB/T47014-2011"WeldingProcedureQualificationforPressureEquipment",accordingtothecharacteristicsandweldingprocessofstainlesssteelcladplates,forchemicalcompositionandsusceptibilitytointergranularcorrosion,Aroundtheevaluationscope,evaluationconditions,evaluationfactors,evaluationrules,assessmentmethodandformoftestsampleandsize,inspectionrequirementsandresultevaluation,aimedasadiscussion,putforwardthemethodforsupplementaryweldingprocedurequalification.KeyWords:StainlessSteel;CladPlate;Chemicalcomposition;Susceptibilitytointergranularcorrosion;Methodforsupplementaryweldingprocedurequalification1前言在现行焊接工艺评定标准NB/T47014—2011《承压设备焊接工艺评定》中,焊接工艺评定主要是以焊接接头力学性能准则评定焊接工艺,只规定了针对焊接接头的力学性能、弯曲性能、堆焊层的化学成分、换热管与管板之间焊接接头剪切强度的评定方法。而对于不锈钢复合板的试件,有时还需要对其覆层的化学成分和晶间腐蚀敏感性等附加特性进行测定或检验,试件附加特性的影响因素与力学性能的是不相同的,因NB/T47014—2011《承压设备焊接工艺评定》等标准只规定了以力学性能为准则的评定规则及要求,但没有涉及到这方面的内容。在JB4708—2000《钢制压力容器焊接工艺评定标准释义》的“二、标准原理”中提到:“当按照焊接接头力学性能准则评定焊接工艺时,如果产品有其他使用性能要求,则由焊接工艺人员按照理论知识和科学实验结果来选择条件并规定焊接工艺适用范围。”(虽JB4708—2000标准已换版更新,但其评定思想未改变,判定准则依然未变。)为此,对施工单位还需要在锅炉压力容器监督检验机构的监检与帮助下,制定出专门对此的焊接工艺附加评定方法。依据NB/T47014—2011和GB/T21433—2008《不锈钢压力容器晶间腐蚀敏感性检验》,并结合其它相关标准规范,编写了下述方法,作为工程实践的探讨,对于不锈钢复合板焊接接头要求附加特性(在本方法中特指覆层的化学成分和晶间腐蚀敏感性)时,对焊接工艺附加评定的规则、评定方法、检验方法和结果评价等作出了明确规定。2焊接工艺附加评定方法2.1应用条件不锈钢复合板制压力容器的设计文件中规定有其它特殊检验要求时
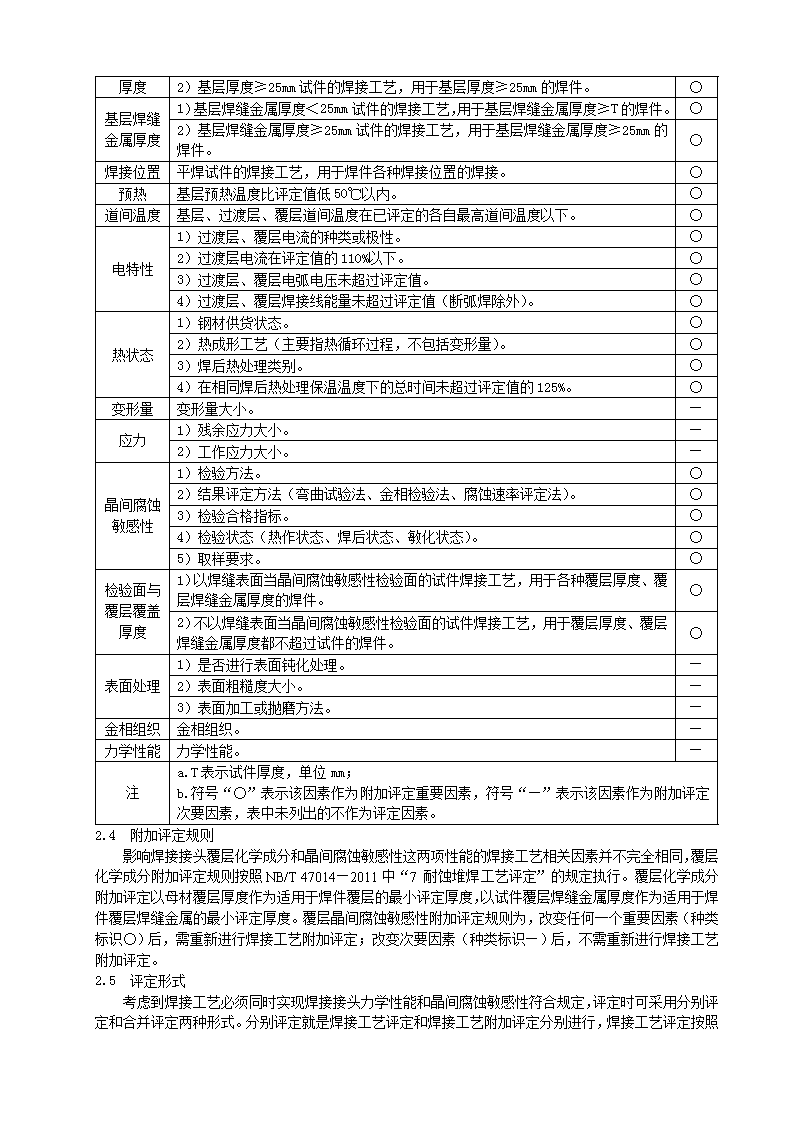
(在本方法中特指覆层的化学成分测定和晶间腐蚀敏感性检验),则必须在进行焊接工艺评定同时,增加焊接工艺附加评定;未规定有其它特殊要求时,则视为设计不要求,则可只进行焊接工艺评定,不需进行焊接工艺附加评定。焊接工艺附加评定的评定方法,应根据产品结构特点及技术要求,按照NB/T47014—2011及其它相应标准、技术文件、设计文件制定,并取得有关质量监督部门的认可。1.1附加评定范围由于不锈钢复合板制压力容器中的焊接接头形式多种多样,但其主要的焊缝形式都为对接焊缝和角焊缝、耐蚀堆焊,而且焊接接头的特殊使用性能要求(在本文中特指覆层的化学成分和晶间腐蚀敏感性)由焊缝的焊接工艺来决定,因此焊接工艺附加评定基础是焊缝。对接焊缝试件评定合格的焊接工艺亦适用于角焊缝。一般不锈钢复合板的覆层材料中只有奥氏体不锈钢、铁素体不锈钢、奥氏体-铁素体双相不锈钢有着化学成分和晶间腐蚀敏感性的特殊要求,所以本方法评定材质不包括马氏体不锈钢、沉淀硬化不锈钢。不锈钢制压力容器可参照对于覆层的相应评定要求进行焊接工艺附加评定。本文中所提到基层和覆层焊缝金属厚度都以母材中基层和覆层各自厚度为准。1.2附加评定因素由于附加评定主要针对覆层化学成分和晶间腐蚀敏感性这两项,而对于影响焊接接头这两项性能的焊接工艺相关因素并不完全相同,所以应分别予以明确。影响覆层化学成分的因素可按照NB/T47014—2011中“表16各种焊接方法的堆焊工艺评定因素”的规定执行。参照NB/T47014—2011和GB/T21433—2008《不锈钢压力容器晶间腐蚀敏感性检验》,将影响覆层晶间腐蚀敏感性的因素分重要因素和次要因素,具体见下表1。表1影响覆层晶间腐蚀敏感性的焊接工艺附加评定因素类别焊接工艺附加评定因素因素种类焊接方法检验面的焊接方法。○接头1)对接焊缝试件的焊接工艺,用于焊件中的对接焊缝、角焊缝或耐蚀堆焊焊缝。○2)单条焊缝焊接接头试件的焊接工艺,用于焊件中的单条焊缝焊接接头。○3)T字形焊缝焊接接头试件的焊接工艺,用于焊件中的单条焊缝或T字形焊缝焊接接头。○4)十字形交叉焊缝焊接接头试件的焊接工艺,用于焊件中的单条焊缝或T字形焊缝焊接接头。○5)板状对接焊缝试件的焊接工艺,用于管状焊件的对接焊缝,或反之。○6)同种母材(基材、覆材都相同)的试件的焊接工艺,用于焊件中组成的异种母材(覆材相同、基材不同)焊接接头。○7)当对接焊接接头试件的焊接工艺,用于焊条、母材相同的钢材上堆焊、焊补或返修。○8)当单条焊缝对接焊接接头试件的焊接工艺,用于单条焊缝对接焊接接头上焊补或返修。○9)当T字形焊缝对接焊接接头试件的焊接工艺,用于单条焊缝或T字形焊缝对接焊接接头上焊补或返修。○10)当十字形交叉焊缝对接焊接接头试件的焊接工艺,用于单条焊缝或T字形焊缝对接焊接接头上焊补或返修。○材料化学成分1)覆材的牌号。○2)覆材碳、硫、磷含量标准要求低的焊接工艺,用于标准要求高的焊件。○3)焊材的型号(牌号)。○4)焊材碳、硫、磷含量标准要求低的焊接工艺,用于标准要求高的焊件。○1)基层厚度<25mm试件的焊接工艺,用于基层厚度≥T的焊件。○
基层母材厚度2)基层厚度≥25mm试件的焊接工艺,用于基层厚度≥25mm的焊件。○基层焊缝金属厚度1)基层焊缝金属厚度<25mm试件的焊接工艺,用于基层焊缝金属厚度≥T的焊件。○2)基层焊缝金属厚度≥25mm试件的焊接工艺,用于基层焊缝金属厚度≥25mm的焊件。○焊接位置平焊试件的焊接工艺,用于焊件各种焊接位置的焊接。○预热基层预热温度比评定值低50℃以内。○道间温度基层、过渡层、覆层道间温度在已评定的各自最高道间温度以下。○电特性1)过渡层、覆层电流的种类或极性。○2)过渡层电流在评定值的110%以下。○3)过渡层、覆层电弧电压未超过评定值。○4)过渡层、覆层焊接线能量未超过评定值(断弧焊除外)。○热状态1)钢材供货状态。○2)热成形工艺(主要指热循环过程,不包括变形量)。○3)焊后热处理类别。○4)在相同焊后热处理保温温度下的总时间未超过评定值的125%。○变形量变形量大小。—应力1)残余应力大小。—2)工作应力大小。—晶间腐蚀敏感性1)检验方法。○2)结果评定方法(弯曲试验法、金相检验法、腐蚀速率评定法)。○3)检验合格指标。○4)检验状态(热作状态、焊后状态、敏化状态)。○5)取样要求。○检验面与覆层覆盖厚度1)以焊缝表面当晶间腐蚀敏感性检验面的试件焊接工艺,用于各种覆层厚度、覆层焊缝金属厚度的焊件。○2)不以焊缝表面当晶间腐蚀敏感性检验面的试件焊接工艺,用于覆层厚度、覆层焊缝金属厚度都不超过试件的焊件。○表面处理1)是否进行表面钝化处理。—2)表面粗糙度大小。—3)表面加工或抛磨方法。—金相组织金相组织。—力学性能力学性能。—注a.T表示试件厚度,单位mm;b.符号“○”表示该因素作为附加评定重要因素,符号“—”表示该因素作为附加评定次要因素,表中未列出的不作为评定因素。1.1附加评定规则影响焊接接头覆层化学成分和晶间腐蚀敏感性这两项性能的焊接工艺相关因素并不完全相同,覆层化学成分附加评定规则按照NB/T47014—2011中“7耐蚀堆焊工艺评定”的规定执行。覆层化学成分附加评定以母材覆层厚度作为适用于焊件覆层的最小评定厚度,以试件覆层焊缝金属厚度作为适用于焊件覆层焊缝金属的最小评定厚度。覆层晶间腐蚀敏感性附加评定规则为,改变任何一个重要因素(种类标识○)后,需重新进行焊接工艺附加评定;改变次要因素(种类标识—)后,不需重新进行焊接工艺附加评定。1.2评定形式考虑到焊接工艺必须同时实现焊接接头力学性能和晶间腐蚀敏感性符合规定,评定时可采用分别评定和合并评定两种形式。分别评定就是焊接工艺评定和焊接工艺附加评定分别进行,焊接工艺评定
按照NB/T47014—2011的规定焊接试件后进行评定,然后焊接工艺附加评定依据焊接工艺评定评定合格的焊接工艺,编制焊接工艺附加评定的焊接工艺卡,焊接附加评定试件,再依照本方法进行附加评定。这就是在保证焊接接头力学性能基础上,再评定获得晶间腐蚀敏感性符合规定的焊接工艺。合并评定就是在同一焊接试件上取样分别进行焊接工艺评定与焊接工艺附加评定。焊接工艺评定规则应按NB/T47014—2011的规定;焊接工艺附加评定规则按照本方法中的规定执行。1.1试件的形式与尺寸焊接工艺附加评定采用对接焊缝全焊透试件,可采用单条焊缝、T字形焊缝或十字形交叉焊缝试件。试件的形式、数量与尺寸应当满足制备试样的要求,并应当符合NB/T47014—2011和GB/T21433—2008的规定,且应同时满足设计文件和相应试验标准的规定。试件形式与尺寸见下图1,试件焊缝断面形式如下图2所示。abc图1焊接工艺附加评定试件形式与尺寸示意图(图中a.单条焊缝试件,b.T字形焊缝试件,c.十字形交叉焊缝试件)图2焊接工艺附加评定试件焊缝断面形式示意图(图中1.基层焊缝,2.过渡层焊缝,3.覆层焊缝)1.2检验要求与结果评定对于焊接工艺附加评定试件的检验包括外观检查和无损检测,对试样的检验包括化学成分测定和晶间腐蚀敏感性检验。外观检查不得有裂纹;无损检测标准执行JB/T4730,检测结果不得有裂纹,检测方法应采用射线检测和渗透检测。化学成分测定应在板状试件在焊接接头长度方向中间位置,或力学性能试验和弯曲试验的取样后的备用位置进行化学成分测定测定。直接在覆层焊接接头焊态表面上进行测定,或从焊接接头表面制取屑片测定。测定部位应包括焊缝区、熔合区,各取一处。覆层熔敷金属的主要合金元素的含量不得低于覆层材料标准规定的下限值,并且同时满足设计文件的规定,若无规定时应当符合焊材标准要求。其余按照NB/T47014—2011中“7耐蚀堆焊工艺评定”的规定执行。覆层晶间腐蚀敏感性检验按照GB/T21433—2008的规定执行。试样的截取与试样的数量、型式、尺寸、受检试样状态、加工方法、检验方法选择以及检验结果的评定应当符合GB/T21433—2008的规定,不锈钢晶间腐蚀试验方法应符合GB/T4334—2008《金属和合金的腐蚀不锈钢晶间腐蚀试验方法》的要求,且应当同时满足设计文件和相应试验标准的规定。2结语压力容器产品焊接的基础质量是焊接接头的使用性能和焊接缺陷,当进行不锈钢复合板焊接时,覆层的化学成分和金相组织是保证耐蚀性能的基础,只有通过相应的焊接工艺控制,才能保证焊接接头性能达到耐蚀要求。有了正确的评定方法,才能预防焊件产生不良的后果,
就能很好的保障产品的焊接接头性能和质量。本方法以国家现行标准规范为依托,根据不锈钢复合板的特性与焊接工艺特点,针对化学成分和晶间腐蚀敏感性两方面,所提出的焊接工艺附加评定方法。这也是对实践应用的探讨,希望能经得起实际工程的检验。参考文献[1]全国压力容器标准化技术委员会,GB/T21433—2008不锈钢压力容器晶间腐蚀敏感性检验[S].北京:中国标准出版社,2008.[2]全国压力容器标准化技术委员会,NB/T47014—2011承压设备焊接工艺评定[S].北京:新华出版社,2011.[3](美)利波尔德(Lippold,J.C.),(美)科特基(Kotecki,D.J.)著,陈剑虹译.不锈钢焊接冶金学及焊接性[M].北京:机械工业出版社,2008.'
您可能关注的文档
- 基于神网络理论的公路工程质量评定方法研究!
- 空调产品可靠性试验和评定方法
- sjt 31007-1994 升降台铣床、万能工具铣床完好要求和检查评定方法
- 对t 6567-2006 刀具磨擦焊接质量要求和评定方法
- 不锈钢焊接接头疲劳失效评定方法研究
- 论文:基础会计课程形成性考核成绩评定方法的探讨
- 论文:道路质量评定方法与检测项目
- 家用空调器凝露性能质量分析及评定方法
- 汽车可靠性试验及综合评定方法研究
- 钢中非金属夹杂物标准图谱及评定方法的发展动态
- 水泥混凝土路面板底脱空快速评定方法
- 关于jbt 8209-1999 工业过程控制用电动和气动输入输出模拟信号调节器 性能评定方法
- 隧道工程喷射混凝土衬砌基面粗糙度的面积扩大系数评定方法
- 解析syt 0452-2002 油气管道焊接工艺评定方法
- 关于jbt 7857-2006 液压阀污染敏感度评定方法
- 关于jgt 5065-1996 液压管件和油箱净化的评定方法
- 对家用空调器凝露性能质量分析及评定方法
- 数字多用表自动校准检定系统及其不确定度评定方法的研究
相关文档
- 青岛市城市桥梁检测技术导则
- DLT1105.1-2010电站锅炉集箱小口径接管座角焊缝无损检测技术导则通用要求.pdf
- DLT1105.2-2010电站锅炉集箱小口径接管座角焊缝无损检测技术导则超声检测.pdf
- DLT1105.3-2010电站锅炉集箱小口径接管座角焊缝无损检测技术导则涡流检测.pdf
- DLT1105.4-2010电站锅炉集箱小口径接管座角焊缝无损检测技术导则磁记忆检测.pdf
- DLT694-2012高温紧固螺栓超声波检测技术导则.pdf
- HJ733-2014泄漏和敞开液面排放的挥发性有机物检测技术导则.pdf
- DL937-2005 热交换器管声脉冲检测技术导则 - 下载地址.pdf
- dlt 1 105.1-2010 电站锅炉集箱小口径接管座角焊缝 无损检测技术导则 第1部分:通用要求
- dlt 1 105.3-2010 电站锅炉集箱小口径接管座角焊缝 无损检测技术导则 第3部分:涡流检测