


- 210.36 KB
- 6页

- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
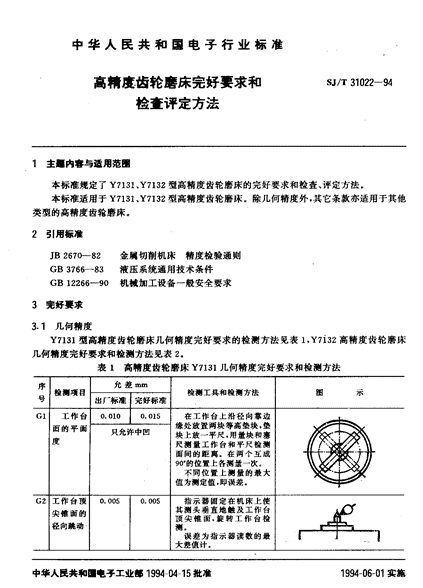
'中华人民共和国电子行业标准高精度齿轮磨床完好要求和SJ/T31022-94检变评定方法主.内容与适用范圈本标准规定了Y7131,Y7132型高精度齿轮磨床的完好要求和检查、评定方法。本标准适用于Y7131,Y7132型高精度齿轮磨床。除几何精度外,其它条款亦适用于其他类型的高精度齿轮磨床。231用标准JB2670-82金属切削机床精度检验通则GB3766-83液压系统通用技术条件GB12266-90机械加工设备一般安全要求3完好要求3.1几何精度Y7131型高精度齿轮磨床几何精度完好要求的检测方法见表1,Y7132高精度齿轮磨床儿何精度完好要求和检侧方法见表2.表1高精度齿轮磨床Y7131几何精度完好要求和检测方法允差.mFr-检侧项目检侧工具和检测方法图示号出厂标准完好标准G1工作台0.0100.015在工作台上沿径向靠边缘处放置两块等高垫块,垫面的平面只允许中凹块上放一平尺,用量块和塞度尺泌量工作台和平尺俭测面间的距离。在两个互成90.的位置上各测量一次。不同位置上侧量的最大值为侧定值.即误差。寥G2工作台顶0.0050.005指示器固定在机床上使其测头垂直地触及工作台尖锥面的顶尖锥面,旋转工作台检径向跳动测。误差为指示器读数的最广碎象~1大差值计。中华人民共和.电子工业娜1994-04-15批准1994-06-01实施标准分享网www.bzfxw.com免费下载179
SJ/T31022-94续表1序号-G3允差(mm)检侧项目检测工具和检测方法出厂标准}完好标准工作台010干0.012指示器固定在机床上使甲斗袅面的端面其测头触及工作台面靠近户﹂谁:.吼脚斗边缘处(可在该处放一块跳动规)。旋转工作台检测.分别在相隔1200的两点测量。误差以两次测量读数较大差值计.G4工作台在工作台全行程上在工作台上放置两块等高垫块,垫块上放一平尺。面对工作0.010}。.012指示器固定在机床上,使其台纵向移测头触及平尺上表面,移动曰,井一产L祠︺黔川孤叭动的平行工作台检测。误差以指示器读数的最度大差值计G5砂轮主0.0030.005将指示器固定在机床上,使其测头触及主轴定心锥轴定心锥面,旋转主轴检测。面的径向误差为指示器读数的最跳动大差值计。G6砂轮主0.0020.002在主轴端部中心孔内放一例球,指示器固定在机床轴的轴向上,使其测头触及钢球表窜动面,旋转主袖测量。误差以指示器读数的最大差值计G7砂轮滑在100测量长度上砂轮座回转角固定在“0’’位上,在砂轮滑座上固定指座上下移示器,使其测头触及安装在动对尾架上下顶尖间的检验棒上。砂00710.0090.01旧00和工作台轮滑座上下移动,在纵平面。及横平面b内检测。然后轴线的平将工作台转过1800,再检测行度一次。误差以两次指示器读数最大差值的代数和的一半计。G8尾架轴在尾架套简内插人一短线与工作aRb0.020a徽检验棒,将指示器固定在机床的工作台上,使其测头触台轴线的及检验棒表面,旋转工作台同轴度检测误差以指示器读数差的一半。尾架位于立柱上端卜和下端a紧固后各测量一次。180标准分享网www.bzfxw.com免费下载
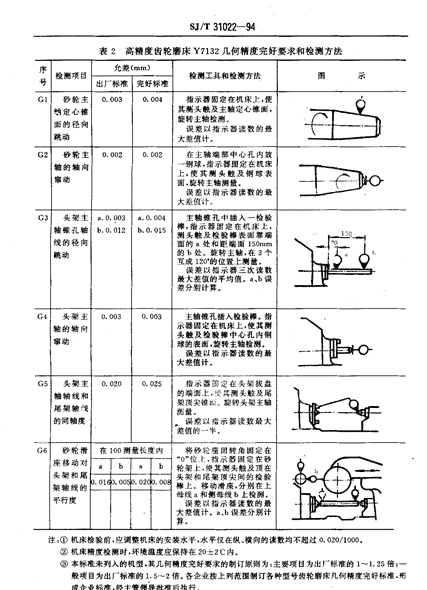
SJ/T31022-94表2高精度齿轮磨床Y7132几何精度完好要求和检测方法序号-GI允差(mm)检测项目检测工具和检测方法水出厂标准1完好标准,砂轮主0.0030.004指示器固定在机床上.使幼定心锥其测头触及主轴定心锥面,旋转主轴检测面的径向误差以指示器读数的最跳动大差值计.G2砂轮主0.002002在主轴端部中心孔内放一钢球,指示器固定在机床轴的轴向上,使其测头触及钢球表窜动面,旋转主轴测量误差以指示器读数的最大差值计。G3头架主主轴锥孔中插入一检验:.::::.::::棒,指示器固定在机床上轴锥孔轴测头触及检验棒表面靠端线的径向面的a处和距端面150-m跳动的b处.旋转主轴,在3个互成1200的位置上测量。误差以指示器三次读数最大差值的平均值.a,b误差分别计算G4头架主0.0030.003主轴锥孔插入检验棒。指示器固定在机床上,使其树轴的轴向头触及检验棒中心孔内钢窜动球的表面,旋转主轴检测。误差以指示器读数的最大差值计G5头架主020I0.025指示器勇定在头架拔盘的端面上151-其测头触及尾轴轴线和架顶尖锥u,旋转头架主轴尾架轴浅测量。的同轴度误差以指示器读数最大差值的一半G6砂轮滑在100测量长度内将砂轮座回转角固定在“。”位卜指示器固定在砂座移动对轮架上使其测头触及顶在头架和尾头架和尾架顶尖间的检验01(90.oos10.02010.00棒上。移动滑座,分别在上架轴线的母线a和侧母线b上检测。平行度误差以指示器读数的最大差值计。a,b误差分别计算。注:①机床检验前,应调整机床的安装水平,水平仪在纵、横向的读数均不超过。.020/1000,②机床精度检测时,环境温度应保持在20士2℃内。③本标准未列入的机型,其几何精度完好要求的制订原则为:主要项目为出厂标准的1-1.25倍;一般项目为出厂标准的1.5-2倍。各企业按上列范围制订各种型号齿轮磨床几何精度完好标准.形成企业标准,经主管领导批准后执行标准分享网www.bzfxw.com免费下载一181一
s,J/T31022-943.2传动系统3.2.1机床运转时,不得有明显振动、不规则冲击和异常噪音。3.2.2主传动和进给运动变速齐全,各级速度运转正常。3-2.3机床主轴轴承达到稳定温度时,主轴轴承的温度和温升均应符合要求。轴承的温升应小于350C。3.2.4分度机构的分度和定位准确可靠。3.2.5分度盘和定位爪安装正确,工作正常。3.3操纵系统3.3.1砂轮修整器操作灵活,定位可靠,使用性能达到规定要求。3.3.2变速手柄扳动灵活,定位可靠。无级调速机构变速灵敏。3.3.3传动手轮操纵力不得超过下列规定:机床重量常用手轮不常用手轮簇2t40N60N>2-5t60N100N>5一lot80N120N不常用手轮指有机动的垂直运动机构手轮、手柄。螺旋角调整手轮、工件或砂轮位置调整手轮等均按不常用手轮考核其操纵力。操纵力在行程范围内应均匀。3.3.4有刻度装置的手轮、手柄反向空程量不超过1/40转。各刻度的进、退、重合准确可靠。3.3.5头架摆动机构和分度机构的相互作用正确良好。3.4液压系统3.4.1液压系统的运动件在规定的各种速度范围内,不应发生振动,不应有异常噪声和显著的冲击,不应有停滞和爬行现象。3.4.2液压系统各元件动作灵敏、可靠,工作压力不低于或超过规定压力的15%e3.4.3液压系统中失压和过压保护必须可靠。采用静压装置的机床,应保证在静压建立后才能起动,当压力变化超过规定值或电力中断时,能起安全保护作用。3.4.4液压系统基本无漏油,即设备外部不得有3min滴一滴以上的漏油点,箱体内不得有连续的流油。3.4.5液压系统中液压油(液)的油质应符合规定要求,不得乳化和变质。液压油温升在正常工作范围。3.4.6滤油器必须清洁畅通。3.4.7压力表等仪表齐全完整、灵敏、可靠、指示准确,有有效期内校验合格证。3.5润滑系统3.5.,润滑装置齐全,管线完整,作用良好。3.5.2油嘴、油杯、油眼等不得有缺、损、堵现象。3.5.3油位醒目,油窗明亮,注人润滑油或油脂清洁、到位。3.5.4润滑油品的质量及油量应符合规定要求。3.5.5润滑油不得渗漏到地面或渗人配电箱内以及皮带上。3.5.6基本无汤油,即机床85%以上的结合面无漏油现象,每一漏油点3-in内不超过1滴。3.6机床各滑动导轨、主轴表面与锥孔、工作台表面。3.6.1各滑动导轨、主轴表面与锥孔和工作台标准分享网表www.bzfxw.com面。应无免费下载严重拉、研、碰、切伤。凡拉、研、碰、一182一
SJ/T31022-94切伤超过表3所列标准之一者,即为不完好。表3机床导轨等主要零部件允许损伤标准长度累计拉伤长度小于滑导长度的巧%导轨拉伤深度<0.20m-(按每一导轨面计)宽度<0.50.m导轨研伤篆计面积小于150mm3导轨碰、切伤不允许工作台表面碰、切伤印痕深:小于1.0o..,面积小于100--3主要零部件主轴、主轴套筒、主轴锥孔表面拉伤:深度小于。.20m.,宽度小于。.50-m.注:①凡拉、研、碰、切伤表面,经修复后可消除伤痕,或经修复的表面平面度符合要求,其硬度、强度指标值与基件材料的硬度、强度相同或接近时,可视为完好设备.②凡清动导轨受严重拉、研、碰、切伤,经补、镶、嵌、粘等技术措施修复,均应作好记录。3.了电气系统3.7.1电气系统装置齐全,管线完整,性能良好,运行可靠。3.7.2电气箱内清洁,布线整齐,线路无破损老化。各种导线标志明显,联接可靠。3.7.3外部导线有完整的保护装置。线路外套管无脱落破损。3.7.4各种开关动作灵敏,安全可靠。3.了.5各种接触器、磁力启动器、继电器动作灵敏可靠,触头的烧伤面积不得超过触头面积的40%。衔铁无粘牢不放,延时释放,卡死等现象,灭弧罩不应破损、碳化、脱落、受潮。3.7.6电动机完好无损,运行平稳,轴承无显著噪音,温升在额定范围以下。电力机运行时,三相电流不平衡不应超过lo0oa3.7.7机床应可靠地接地或接零。在变压器中性点直接接地的380V/200V三相四线中,机床应作接零保护。在同一系统中,绝不允许一部分设备保护接地,另一部分设备保护接零,接地的金属主体的任何部分与主接地点之间的电阻不得大于0.in.3.8冷却系统3.8.1冷却装置齐全。冷却泵工作状态良好,过滤网无堵塞。3.8.2冷却系统不能有直线状的漏流。3.8.3冷却液(油)不变质,无异味。3.8.4冷却液箱内无铁屑与杂物。3.9安全防护装置3.9.,设备传动外露部位的金属或非金属防护罩、密封罩、档屑板等装置完整无损,牢固、可靠。3.9.2各种形式的开关及联锁、夹紧、锁紧、防松、保险等装置灵敏、完整,工作可靠。3.10机床的维护保养3.10.1砂轮应使用架子竖直存放在温度高于5℃以上的室内。砂轮的线速度应限于在规定的范围内。3.10.2其余按SJ/T31002-94《设备维护保养通则》执行。标准分享网www.bzfxw.com免费下载183
SJ/T31022-94检查、评定方法4.1检查方法4.1.1几何精度完好要求的检查方法见表1、表2.4.1.2本标准完好要求中3:2.3用温度计;3.3.3用弹簧秤;3.4.5和3.5.4用油质分析仪和温度计;3.7.6用钳流表;3.7.7用电阻摇表等现场进行检测。4.1.3其余项目均以现场主观法进行检查4.2评定方法4.2.1几何精度完好要求有两项不符合要求,该设备评定为不完好设备。4.2.2本标准完好要求中3.2.1,3.2.2,3.2.4,3.2.5,3.3.1,3.3.5,3.4.1,3.4.2,3.4.3,3.5.1,3.6.1,3.7.1,3.7.4,3.7.6,3.7.7,3.8.1,3.9.1,3.9.2为主要项目,其余为次要项目。4.2.3主要项目有一项不符合要求,为不完好设备;次要项目有二项不符合要求,亦为不完好设备。4.2.4完好设备的维护保养,应达到优等设备标准。附加说明:本标准由电子工业部经济运行与体制改革司提出。本标准由国营南京有线电厂组织起草。本标准主要起草人:刘彪、韩毅。标准分享网www.bzfxw.com免费下载184'
您可能关注的文档
- qj2670.3-1994-遥测参数误差分析与精度评定方法开关量.pdf
- SCT6080-2015-渔船燃油添加剂试验评定方法.pdf
- SJ1284-1977-金属镀层腐蚀试验结果评定方法.pdf
- SJT31003-1994-转塔、自动、半自动车床完好要求和检查评定方法.pdf
- SJT31005-1994-钻床完好要求和检查评定方法.pdf
- SJT31006-1994-卧式镗床完好要求和检查评定方法.pdf
- SJT31001-1994-编写设备完好要求和检查评定方法基本要求设备完好要求通则.pdf
- SJT31011-1994-齿轮加工机床完好要求和检查评定方法.pdf
- SJT31024-1994-数控车床完好要求和检查评定方法.pdf
- SJT31004-1994-普通车床完好要求和检查评定方法.pdf
- SJT31013-1994-锯床完好要求和检查评定方法.pdf
- SJT31034-1994-剪板机完好要求和检查评定方法.pdf
- SJT31044-1994-压铸机完好要求和检查评定方法.pdf
- SJT31018-1994-坐标镗床完好要求和检查评定方法.pdf
- SJT31014-1994-刻线机完好要求和检查评定方法.pdf
- SJT31023-1994-高精度螺纹磨床完好要求和检查评定方法.pdf
- SJT31025-1994-数控坐标磨床完好要求和检查评定方法.pdf
- SJT31007-1994-升降台铣床、万能工具铣床完好要求和检查评定方法.pdf
相关文档
- 青岛市城市桥梁检测技术导则
- DLT1105.1-2010电站锅炉集箱小口径接管座角焊缝无损检测技术导则通用要求.pdf
- DLT1105.2-2010电站锅炉集箱小口径接管座角焊缝无损检测技术导则超声检测.pdf
- DLT1105.3-2010电站锅炉集箱小口径接管座角焊缝无损检测技术导则涡流检测.pdf
- DLT1105.4-2010电站锅炉集箱小口径接管座角焊缝无损检测技术导则磁记忆检测.pdf
- DLT694-2012高温紧固螺栓超声波检测技术导则.pdf
- HJ733-2014泄漏和敞开液面排放的挥发性有机物检测技术导则.pdf
- DL937-2005 热交换器管声脉冲检测技术导则 - 下载地址.pdf
- dlt 1 105.1-2010 电站锅炉集箱小口径接管座角焊缝 无损检测技术导则 第1部分:通用要求
- dlt 1 105.3-2010 电站锅炉集箱小口径接管座角焊缝 无损检测技术导则 第3部分:涡流检测