


- 159.54 KB
- 7页

- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'设备完好要求和检查评定方法(下册)
标准分享网www.bzfxw.com免费下载专用设备(续)
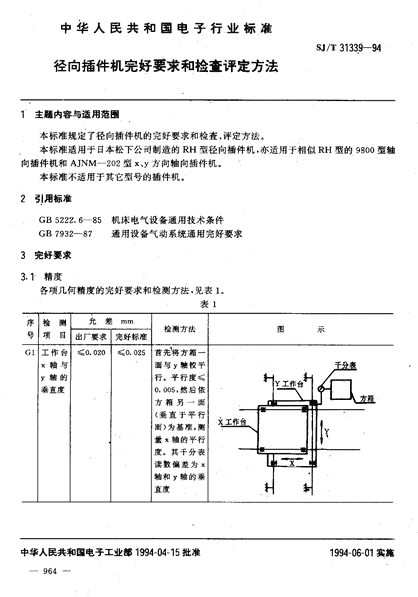
中华人民共和国电子行业标淮sJ/T31339-94径向插件机完好要求和检查评定方法主题内容与适用范围本标准规定了径向插件机的完好要求和检查、评定方法。本标准适用于日本松下公司制造的RH型径向插件机,亦适用于相似RH型的9800型轴向插件机和AJNM-202型x,y方向轴向插件机。本标准不适用于其它型号的插件机。弓1用标准GB5222.6-85机床电气设备通用技术条件GB7932-87通用设备气动系统通用完好要求完好要求精度各项几何精度的完好要求和检测方法,见表to表1允差mm序检测检测方法图示号项目出厂要求完好标准G1工作台夏0.020成0.025首先1将方箱一x轴与面与y轴校平y轴的行。平行度《垂直度0.005,然后依方箱另一面应(垂直于平行面)为基准,测量x轴的平行}、1.‘..度。其千分表读数偏差为x口轴和y轴的垂直度itSY}f,YXIf"}f3T.中华人民共和国电子工业部1994-04-15批准1994-06-01实施964
标准分享网www.bzfxw.com免费下载sa/"r31339-94续表1965
SJ/T31339-94续表1允差mmJ7z"tniq"4i检测方法图示出厂要求完好标准GS"2轴送将百分表按装料机构‘。02。一在测量架上并重复定1·。025固定在插件机位精度架上,探头指向送料机构运钧}动方向,开机输入指令,使送料机构分别移动10,20,30,40个料位。}N在每料位上重复5次运动,认观察百分表的变化量一:G6插轴的(0.05(0.06将干分表按装径向间作ifiAla架卜井隙固定在插件机机架上。探头对准插轴径向,用手对插轴径向来回加尸刃力,观察表的变化量注:①表中序号栏内标有,记号的精度项目为主要项目,其余为次要i项目②主要项目有一项不符合要求,即不为完好设备;次要项目有二项不符合要求,亦为不完好设备3.2性能要求3.2.1平均无故障工作时间(MTBF)约1200ho3.2.2整机连续运转时为24h.3.2.3差错率应小于1/1000,注:3.2.3为主要项目,其他为次要项目3.3机构运行系统3.11Xy平台移动时,定位必须准确,动作无迟滞现象。3.3.2插人头放置机构与插入机构的动作和橡皮夹头开合动作必须协调、准确。一966一
标准分享网www.bzfxw.com免费下载SJ/T31339-94传动滚筒无拉毛、损伤现象,皮带张力适度并应无滑动现象。同步皮带无松动和间隙。;.;.:送料台架无异常声音和松动现象;操作时,必须依照程序供应正确的零件,运行应畅通3象3.3.33.33.3333.3.3.3.33.33.3.3303344*4.4.今55.5566.6.6.6.7不7.不8乐5下刀座、截断器的力刃无明显磨损、损伤,操作时动作正常、协调。6缺陷件等废料物排泄畅通。无堆积现象。操作、控制系统飞各操作手柄、开关、按钮、启动灵活。2从加制器到位置控制器的移载行程要调整正确。3顺序控制凸轮及光电凸轮开关的凸轮应无磨损痕迹,位置正确。4各限位装置齐全、可靠。润滑系统1润滑系统各装置完好无损,管路齐全,油路畅通2油位标志醒目,油窗明亮,油位清晰。3油量、油质符合要求。气动系统l压力表指示正确,且有有效期校验合格证。2空气处理元件、控制元件、执行元件应完整无损,无漏气现象,工作正常。3管路中的气管无打结和打折,无明显损坏和裂纹。4系统整体各连接处无泄漏。电气系统1导线间的连接和导线与装置间的连接良好。2电源柜绝缘电阻应大于2Mf1,抗电强度1500V(交流有效值)3强电、弱电线路标志正确明显,绝缘层无破裂、漏电现象,微机控制系统,各开关、按钮、操作键完整无损,动作灵敏、可靠,控制装置各组成部分保持完整,功能齐全,性能3稳定,工.作状态良好,显8示清晰238338显示器能正常显示通电自检的正常信息,微机系统通电自检功能必须正常。输入/输出程序正确无误。打印机、穿孔机与主机接口良好,工作正常。装置内部清洁,布线整齐,线路无老化、破裂,各线路标志齐荃、正确。所有裸露导体件(包括外壳),必须与保护接地端子与微机控制系统任何裸露导体件和整机外壳之间的电阻不得大于。in.18.7-y平台与z轴在运行中联锁保护系统要工作正常,性能可靠。3.9附件随机附件齐全、完整无损,无锈蚀、损伤。3.10附属装置3.10.1真空吸印制线路板装置3.10:1.1气路正常,橡皮吸嘴无破损,能正常工作。3.10.1.2导轨无磨损,无尘积,宽度调整适中,板子移动自如。967
5.1/"r31339-943.10.2中间存放架装置气路畅通,移动间距准确,控制可靠,无尘积。3.11安全防护3门1.1防护罩、防护栏杆等防护装置齐全。111.2联锁保护装置、报警装置齐全、有效。111.3接地(或零)可靠,标志明显。3.12维护保养3.12.1外部条件(温度、湿度、气压等)要符合设备要求才能开机工作。3.12.2其它按SJ/T31002-94《设备维护保养通则》执行。检查评定方法4.1检查方法4.1.1几何精度检测按表1所列。4.1.2性能检查4.1.2.1平均无故障工作时间检测,采用工作现场测试的方法,其结果应符合3.2.1.4.,.2.2整机连续运转时间试验:为排除元器件、印制线路板的技术质量间题,在连续24h运转中,不进行元件插入,砧座截断器的检测进行短路,使所有功能和全部工作范围都处于自动循环之中。整机在整个运转过程中,不应发生故障。4.1.2.3差错率检测:用标准印制板和优质26mm编带元器件进行插入检测,擂入3000个点,平均插错率应符合3.2.3.4.1.2.4绝缘电阻与抗电强度检测:在不加电工作状态下,机壳与轴入端间绝缘电阻在500V(Dc)试验电压下测量,绝缘电阻应大于2Mn。在不加电工作状态下,机壳与轴入端间耐压符合抗电强度1500V,4.1.3对各系统完好要求所列内容,采用主观法检查。4.2评定方法4.2门各系统主要项目为:3.3.1,3.3.2,3.4.1,3.4.4,3:8..,1^-3.8.7,3.11.3,其余均为次要项目。4.2.2主要项目有一项不符合要求,为不完好设备;次要项目有二项不符合要求,亦为不完好设备。4.2.3维护保养应达到优等设备标准。附加说明:本标准由电子工业部经济运行与体制改革司提出。本标准由国营南京无线电厂组织起草。本标准主要起草人:周凤霞。968'
您可能关注的文档
- SJT31330-1994JB512/ZF型24N、J8516型16N高速金属编织机完好要求和检查评定方法.pdf
- SJT31331-1994彩色电视机(总)装配传输线完好要求和检查评定方法.pdf
- SJT31332-1994彩色电视接收机生产装配线提升机完好要求和检查评定方法.pdf
- SJT31333-1994环形线自动波峰焊机完好要求和检查评定方法.pdf
- SJT31334-1994UCSM-G1090型轴向引线元件编带机完好要求和检查评定方法.pdf
- SJT31335-1994RX-401A型四工位绕线机完好要求和检查评定方法.pdf
- SJT31336-1994500BL型自动绕线机完好要求和检查评定方法.pdf
- SJT31337-1994NC型数控绕线机完好要求和检查评定方法.pdf
- SJT31338-1994打印头装配线完好要求和检查评定方法.pdf
- SJT31340-1994组件、元件自动插装机完好要求和检查评定方法.pdf
- SJT31341-1994Logpoint2型灯光插件台完好要求和检查评定方法.pdf
- SJT31342-1994MK6型成型机完好要求和检查评定方法.pdf
- SJT31343-1994CQJ-2B型超声气相清洗机完好要求和检查评定方法.pdf
- SJT31344-1994GP3.5kW高频感应加热机完好要求和检查评定方法.pdf
- SJT31345-1994印制板专用数控钻床完好要求和检查评定方法.pdf
- SJT31346-1994家用空调电机生产总装流水线完好要求和检查评定方法.pdf
- SJT31347-1994XC1-1015主相线圈压紧机完好要求和检查评定方法.pdf
- SJT31348-1994XD2-1015终整形机完好要求和检查评定方法.pdf
相关文档
- 青岛市城市桥梁检测技术导则
- DLT1105.1-2010电站锅炉集箱小口径接管座角焊缝无损检测技术导则通用要求.pdf
- DLT1105.2-2010电站锅炉集箱小口径接管座角焊缝无损检测技术导则超声检测.pdf
- DLT1105.3-2010电站锅炉集箱小口径接管座角焊缝无损检测技术导则涡流检测.pdf
- DLT1105.4-2010电站锅炉集箱小口径接管座角焊缝无损检测技术导则磁记忆检测.pdf
- DLT694-2012高温紧固螺栓超声波检测技术导则.pdf
- HJ733-2014泄漏和敞开液面排放的挥发性有机物检测技术导则.pdf
- DL937-2005 热交换器管声脉冲检测技术导则 - 下载地址.pdf
- dlt 1 105.1-2010 电站锅炉集箱小口径接管座角焊缝 无损检测技术导则 第1部分:通用要求
- dlt 1 105.3-2010 电站锅炉集箱小口径接管座角焊缝 无损检测技术导则 第3部分:涡流检测