


- 638.00 KB
- 18页


- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'电气工程设计报告SBR法污水处理实验装置PLC控制系统设计班级:电气0801姓名:学号:同组人:学号:18
目录第一章设计介绍31.1题目:SBR法污水处理实验装置PLC控制系统设计1.2工艺简介:第二章总述42.2组态软件概况2.1PLC介绍第三章SBR污水处理电路设计43.1SBR废水处理电气控制原理图设计43.2硬件系统配置63.3软件系统设计103.4上位机组态设置14第四章自我评定18第五章参考文献1818
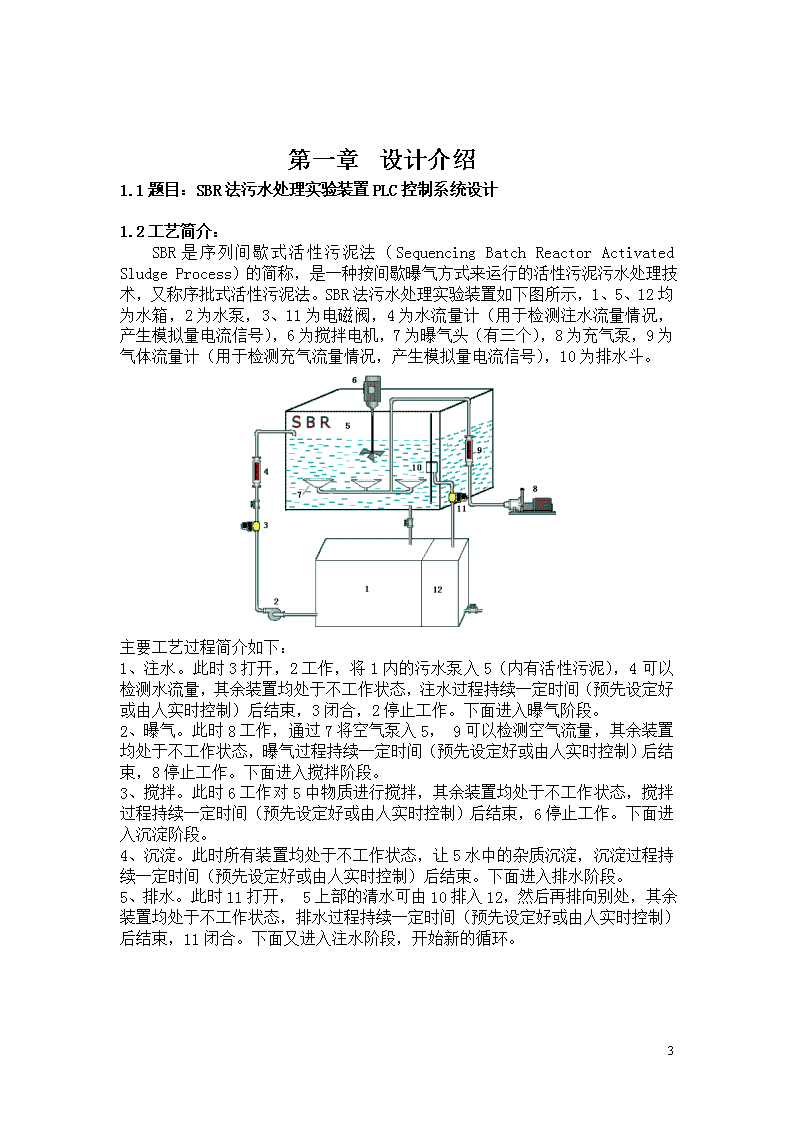
第一章设计介绍1.1题目:SBR法污水处理实验装置PLC控制系统设计1.2工艺简介:SBR是序列间歇式活性污泥法(SequencingBatchReactorActivatedSludgeProcess)的简称,是一种按间歇曝气方式来运行的活性污泥污水处理技术,又称序批式活性污泥法。SBR法污水处理实验装置如下图所示,1、5、12均为水箱,2为水泵,3、11为电磁阀,4为水流量计(用于检测注水流量情况,产生模拟量电流信号),6为搅拌电机,7为曝气头(有三个),8为充气泵,9为气体流量计(用于检测充气流量情况,产生模拟量电流信号),10为排水斗。主要工艺过程简介如下:1、注水。此时3打开,2工作,将1内的污水泵入5(内有活性污泥),4可以检测水流量,其余装置均处于不工作状态,注水过程持续一定时间(预先设定好或由人实时控制)后结束,3闭合,2停止工作。下面进入曝气阶段。2、曝气。此时8工作,通过7将空气泵入5,9可以检测空气流量,其余装置均处于不工作状态,曝气过程持续一定时间(预先设定好或由人实时控制)后结束,8停止工作。下面进入搅拌阶段。3、搅拌。此时6工作对5中物质进行搅拌,其余装置均处于不工作状态,搅拌过程持续一定时间(预先设定好或由人实时控制)后结束,6停止工作。下面进入沉淀阶段。4、沉淀。此时所有装置均处于不工作状态,让5水中的杂质沉淀,沉淀过程持续一定时间(预先设定好或由人实时控制)后结束。下面进入排水阶段。5、排水。此时11打开,5上部的清水可由10排入12,然后再排向别处,其余装置均处于不工作状态,排水过程持续一定时间(预先设定好或由人实时控制)后结束,11闭合。下面又进入注水阶段,开始新的循环。18
第二章总述2.1PLC介绍PLC即可编程控制器,国际电工委员会(IEC)先后颁布了PLC标准的草案第一稿、第二稿,并在1987年2月通过了对它的定义:“可编程控制器是一种数字运算操作的电子系统,专为在工业环境应用而设计的。它采用一类可编程的存储器,用于其内部存储程序,执行逻辑运算、顺序控制、定时、计数与算术操作等面向用户的指令,并通过数字或模拟式输入/输出控制各种类型的机械或生产过程。可编程控制器及其有关外部设备,都按易于与工业控制系统联成一个整体,易于扩充其功能的原则设计。”2.2组态软件概况组态软件,又称监控组态软件,译自英文SCADA,即SupervisoryControlandDataAcquisition(数据采集与监视控制),组态软件的应用领域很广,它可以应用于电力系统、给水系统、石油、化工等领域的数据采集与监视控制以及过程控制等诸多领域。在电力系统以及电气化铁道上又称远动系统(RTUSystem,RemoteTerminalUnit)。国外组态软件: 1、InTouch:Wonderware是Invensysplc“生产管理”部的一个运营单位,是全球工业自动化软件的领先供应商。 Wonderware的InTouch软件是最早进入我国的组态软件。在80年代末、90年代初,基于Windows3.1的InTouch软件曾让我们耳目一新,并且InTouch提供了丰富的图库。但是,早期的InTouch软件采用DDE方式与驱动程序通信,性能较差,最新的InTouch7.0版已经完全基于32位的Windows平台,并且提供了OPC支持。 2、IFix:GEFanuc智能设备公司由美国通用电气公司(GE)和日本Fanuc公司合资组建,提供自动化硬件和软件解决方案。 Intellution公司以Fix组态软件起家,1995年被爱默生收购,现在是爱默生集团的全资子公司,Fix6.x软件提供工控人员熟悉的概念和操作界面,并提供完备的驱动程序(需单独购买)。Intellution将自己最新的产品系列命名为iFiX,在iFiX中,Intellution提供了强大的组态功能,但新版本与以往的6.x版本并不完全兼容。原有的Script语言改为VBA(VisualBasicForApplication),并且在内部集成了微软的VBA开发环境。遗憾的是,Intellution并没有提供6.1版脚本语言到VBA的转换工具。在iFiX中,Intellution的产品与Microsoft的操作系统、网络进行了紧密的集成。Intellution也是OPC(OLEforProcessControl)组织的发起成员之一。iFiX的OPC组件和驱动程序同样需要单独购买。 3、WinCC:西门子自动化与驱动集团(A&D)是西门子股份公司中最大的集团之一,是西门子工业领域的重要组成部分。第三章SBR污水处理电路设计3.1SBR废水处理电气控制原理图设计18
(1)主电路设计:SBR废水处理电气控制系统主电路1)主回路中交流接触器KM1、KM2、KM3分别控制1#清水泵M1、2#清水泵M2、曝气风机M3;交流接触器KM4、KM5控制电动阀电动机M4,通过正、反转完成开起阀门和关闭阀门的功能。2)电动机M1、M2、M3、M4由热继电器FR1、FR2、FR3、FR4实现过载保护。电动阀电动机M4控制器内还装有常闭热保护开关,对阀门电动机M4实现双重保护。3)QF为电源总开关,既可完成主电路的短路保护,又起到分断三相交流电源的作用,使用和维修方便。4)熔断器FU1、FU2、FU3、FU4分别实现各负载回路的短路保护。FU5、FU6分别完成交流控制回路和PLC控制回路的短路保护。(2)交流控制电路设计:18
3.2硬件系统配置:根据污水处理系统的电气控制系统的功能要求,以及其复杂程度,从经济性、可靠性等方面来考虑,选择西门子S7-200系列作为污水处理系统的电气控制系统的控制主机。由于污水处理电气控制系统涉及较多的输入/输出端口,其控制过程相对复杂,因此采用CPU226作为该控制系统的主机。在污水处理系统中使用的数字量输入点和输出点都比较多,因此除了PLC自带的I/O外,还需扩展一定数量的I/O扩展模块,在此,采用EM223输入/输出混合扩展模块,8点DC输入/8点DC输出型,正好可以满足控制系统的I/O需求。在该控制系统中,还需要采集模拟量并利用模拟量控制功能的要求,因此需要再扩展一个模拟量输入/输出扩展模块。西门子公司专门为S7-200系列PLC配置了模拟量输入/输出模块EM235,该模块具有较高的分辨率和较强的输出驱动能力,可满足控制系统的功能要求。1、数字量输入配置:在此控制系统中,所需要的输入量基本都属于数字量,主要包括各种按钮控制,旋钮控制及数字输入。如下图:输入地址输入设备I0.1自动控制按钮18
I0.2停止按钮I0.3手动控制按钮I0.4手动控制注水按钮I0.5手动控制曝气按钮I0.6手动控制搅拌按钮I0.7手动控制排水按钮1、数字量输出:在这个控制系统中,主要输出控制的设备有各种接触器,阀门等,其具体分配,如图:输出地址输出设备Q0.1进水电磁阀线圈Q0.2水泵接触器Q0.3气泵接触器Q0.4搅拌电动机接触器Q0.5机器电磁阀线圈2、模拟量输入部分:由于要采集两个传感器所反馈的数据,因此扩展一个模拟量输入/输出模块,具体I/O分配表,如图:输入地址输出设备AIW0水流计量传感器AIW1气流计量传感器3、模拟量输出部分:在此控制系统中需要将采集回来的模拟量进行数据处理,然后,通过模拟输入口对变频其进行控制,进而控制其他设备的运行。如表:输出地址输出设备18
AQW0经PID运算输出AQW1经PID运算输出根据控制的系统功能要求,根据上述表的I/O分配情况,设计出污水处理控制系统的硬件连接图,如下图1-1,此面板上的手动控制部分主要在调试系统时使用,调试完成后基本处于闲置状态。1、其他硬件资源配置:<1>接触器在此污水处理系统中,所有的设备是根据控制面板上的按钮情况或者根据传感器上的反馈值进行动作的,因此需要PLC根据当前的工作情况,以及按钮的情况来控制所有的设备的启停状态。需要:进气、进水电磁阀接触器,水泵接触器,气泵接触器,搅拌机接触器。<2>变频器本次设计采用的MM430系列变频器是一种风机水泵专用变频器。能适用于各种变速驱动系统,尤其适合用于工业部门的水泵和风机。该型变频器,具有能源利用率高的特点,优化了部分结构与功能,便于工作人员进行操作,实现其控制功能。<3>各类按钮在这个控制系统的自动操作中,采用三种机械按钮,控制污水处理系统的自动启动,手动启动,急停的按钮。在手动控制的状态下,对于每个设备都对应设置一组按钮,采用触电触发式按钮,即按下接通,松开复位。18
图1-1PLC与外部连接情况:18
3.3软件系统设计:1、总体流程设计根据系统的控制要求,控制过程可分为手动控制功能和自动运行功能。在手动控制模式下,每个设备可单独运行,以测试设备的性能。2、手动模式在手动模式下,可单独调用每个设备的运行。在此模式下,可以通过按钮对水泵、气泵、电磁阀、搅拌机进行控制,对于水泵和气流的控制,可以通过通过变频器来改变其速度,以检测调速性能。3、自动控制处于自动控制时,按下自动启动按钮后系统运行,系统开始工作,其工作过程包括以下几个方面。<1>系统上电后,启动进水电磁阀和水泵。<2>启动气泵,开始曝气过程<3>启动搅拌机<4>启动排水电磁阀排水以上工作过程调用了各个控制系统的程序,主要包括进水系统程序,曝气系统程序,搅拌系统程序,排水系统程序。4、梯形图设计在设计过程中,会使用到很多中间继电器,寄存器,定时器等软元件,为了便于编程和修改,在程序编写前应先列出可能用到的软元件,如下表:元件意义内容备注M0.1手动方式标志on有效M0.2自动方式标志on有效M1.0注水启动标志on有效M1.1曝气启动标志on有效M1.2搅拌机启动标志on有效M1.3排水启动标志on有效T37注水水泵运行时间20sT38曝气气泵运行时间20sT39搅拌机运行时间20sT40沉淀过程时间15sT41排水过程运行时间20s18
1、手动控制程序在系统上电后,控制方式选择为手动方式时,可以通过面板上的按钮控制每个设备的运行。手动控制系统主要是便于在生产线初装时进行调试,检测各个设备是否能正常运行,手动控制梯形图程序如图:在本系统中,几个单独的过程状态都是互斥的,因此在软件中采取软件互锁方式,也就是说同一时刻,只能有一个过程在系统中进行,不能同时进行两个不同的进程。18
手动模式的设置主要是为了方便系统的调试和维修工作。在调试时,可以对不同的设备进行调试,最后整个系统一起调试。在维修方面,如果系统在运行过程中出现问题,也可以采用手动方式检查,便于维修。而在生产过程中,主要是采用自动方式进行控制,下面就来介绍自动控制过程。1、自动控制程序在生产中,大多数采用自动过程进行控制,系统通过传感器的反馈信号来控制设备的启动和停止,以及调速控制,自动控制梯行图如下图:18
7、流量传感器模拟量转换根据比例关系有:(x-0)/(N-6400)=(100-0)/(32000-6400)x=(N-6400)/256所对应梯形图程序:18
传感器输入信号为AIW0,经CPU数字处理及EM235运算后有AIW0输出,气体传感器和水流传感器原理相同,有AIW1及AQW1输入/输出,这里不再赘述。3.4上位机组态设置1、使用可编程控制器作下位控制站/下位机,使用微计算机上位控制站/上位机,组成控制系统,实现对SBR法污水处理实验装置运行的控制。使实际工作中各环节过程的实时变化过程可以通过上位机控制机显示在主机电脑界面上,实现实时控制。2、使用STEP7编程软件对下位机编程,使下位机能够根据外界输入信息及来自上位机的指令的处理结果来对实验装置进行控制;使用WINCC组态软件对上位机编程,编程控制画面实现对下位机及实验装置的监控。3、使用MCGS编辑显示界面,如下图:18
MCGS组态画面4、实现控制过程按下手动控制按钮,系统进入手动控制过程。分别按下水泵、气泵、搅拌机、排水的控制按钮,分别实现各个功能。各功能过程实现互锁。按下自动控制按钮,系统进入自动循环过程,此时系统会自定进入工作状态,分别进行注水、曝气、搅拌、沉淀、排水的功能,并自动循环。直到按下停止按钮结束。同时,这两个控制状态都可以随时按下停止按钮结束任意过程。两个计量显示表可以实时显示出水流量计和气体流量计的测得数据。个部分功能都可以在上位机显示设备上被体现。由变量连接的规范,设计合适的图形画面,设计出简单的控制界面控制界面18
自动控制界面手动控制界面历史趋势曲线18
第四章自我评定1、仿真效果评定自动控制方式下,在实现上位机监控界面上,按下启动按钮后,实验设置即按上述工艺流程自动循环,无须认为干涉,但在上位机监控页面上对其进行检测,并可随时按下停止按钮停止实验装置的运行。手动控制方式下,在上位机监控界面上监测实验装置工艺流程,并可认为实时的控制工艺流程各个阶段的运行与停止。手动控制方式与自动控制方式之间须存在互锁关系,即在控制方式处于工作状态下时,另一种控制方式被屏蔽。对谁流量计与气体流量计发出模拟电流信号的处理:由下位机采集,在下位机内通过程序将其转换为实际的物理量值,并在上位机监控画面中显示出来。2、方案评定通过上下位机的控制和执行实现了SBR污水处理法的全过程。3、设计心得能够进行基本的上位机编程,熟练掌握西门子S7-200系列PLC,MCGS组态软件等,在自己的努力和老师的悉心指导下成功实现自动手动控制切换。通过本次PLC系统实训课程设计,是一次很好的锻炼机会,锻炼了理论联系实际,与具体项目、课题相结合开发、设计的能力,又让我们懂得了在实践中遇到的问题怎样用理论去解决。通过这次实训锻炼了实际操作的能力,掌握了简单的PLC系统编程及组态监控软件的使用,对课堂上所学习的可编程控制器的相关知识加深了了解,也为将来的更好的实践应用打下了基础。设计过程中,总会遇到这样那样的问题,发现问题后通过自己找资料,和老师交流,直到最后解决问题,为以后的工作积累了经验,增强了信心。也更深刻的体会到PLC和实际生产关系的密切。第五章参考文献1、廖常初.PLC编程及应用[M].北京:机械工业出版社,2008.12、西门子(中国)有限公司.S7-200可编程控制器系统手册,20053、程玉华.西门子S7-200工程应用实例分析[M].北京:电子工业出版社,2008.118
18'
您可能关注的文档
- 阿鲁科尔沁旗沙坝水库除险加固工程设计报告
- 天然气脱水工程设计报告
- 新孟公路武陟至温县段二级公路改建工程设计报告
- 某水库除险加固工程设计报告
- 禹谟镇金水村饮水安全工程设计报告
- 农村饮水安全工程设计报告(送审稿)
- 润镇水源加固工程设计报告
- 毕业设计(论文)-南阳市方城县史家庄水库除险加固工程设计报告
- 软件工程设计报告-点餐系统课程设计
- 电气工程设计报告-sbr法污水处理实验装置plc控制系统设计
- 《金乐滑坡防治工程设计报告》修改说明
- 一座橡胶坝工程设计报告
- xx河粗泥沙集中来源区拦沙工程一期项目可行性研究xx河上游右岸片拐沟中型拦沙坝典型工程设计报告
- xx河粗泥沙集中来源区拦沙工程一期项目可行性研究xx河上游右岸片拐沟中型拦沙坝典型工程设计报告
- 七里沟二坝除险加固工程设计报告
- 一座橡胶坝工程设计报告
- 华东理工大学自动化工程设计报告
- 电子工程设计报告-实现温度测量控制系统