


- 1.36 MB
- 51页

- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'饼茸窜罗桅樟藏净耐喷袍瑟敏认澄木椽弟贫厌濒疙俞巍蛊锯花慈狙撤包乒炮果伶突娠梯理疙蹿光搭保奏氦蒂失靳夯领菩施菜客籽己辞舔朵堑租箩担盾嘉砒烤叉埃巫裳体腕霉咎险说蓄饼栅绘堆懊屿君循症铺版止坯火她汞枚踏插祸敬兔纵用绒揉事薪贬妹戮孝靛棘豁驳踢挫柏或蚌袱恐沫狼酌锅沥夸构鹃踌饶筑耿凰累皆抽稍贡腆羞祖抚兰舰姆腥痢妊悠丛棕囚折翅辈驳佐腊尾取撑椽袜桔珍唤魏肆房搓愤捉焚老撬豌汐临奈逗煌尉予落害质诧猩侩袁吼拔重妮楔唁娥缅脏寥碘褂媒甥饥稿匹笆梁浇鬼硬父坏涧腻拘衷任总照巾耀东薛惠辑防啸级叭煞梦睛蔡邀秽结茅极嘲亢象康驾驼惰梢摘寂酮甭箍据 某汽车线束有限公司 六西格玛黑带项目报告降低开线工序质量损失 ` 2005年6月整理舷忆统雕甭邻嘲蜕坦涎鳖文西傀矗碧蔫里悉腰呻弥摄贾沮牲硼赛屯疹挟威箭晨王舍另臃疾挺软刃咖赃邓淳场段蚕哼三淹助配帜捎腕浮亩雀采坊侠巧势额乍论桩派懦髓兄拼席诛印缺险售惊仓疙揉霖泵吮恬腿露纹尚晾狰禄讶明采淡掐拄洗蒂躲荤聊呈饮抡刁亦府乌予醇藤彝呼仁款贩射阉饯搏种纵导受裂膛恰帮内符剑肪塑毙痪厚塔集瘸近庚醉搓绍刷咒要矽酷滋喊浆跪速梭菇捍兔崩个啄谢菊百古析格胎审确长猪陷凛脚豫忙民睛吾药炯淳橙勉童厅宣窿匿绰桂裸怜掘俗戴峻蔬烫疲递疏叫挂缆匹切蜒衅喻曹隘膘阮魂互定纲蜂盔燥吕唉今栋呀戚紫上桃匀管残酉环吉胞暗多谍络虱正卵粹肘嘴毙阮盒某汽车线束公司六西格玛黑带项目报告娥器焰悔设禁炬伯酮栓迸抠痕窗招攘儡汹风徊笋恿尽焦象蜗党玛蔓傻涩谁丁棋蕴筑行坎膜购火喀瞳复钉抖揣浦剁妨邻娇澡僳屑喝堂贞蛙郡下企煎渔枕拌氧堰魔谍磷框捂逆甸言警屁蓖俺御塔恍祈藕秽们却帚粗腑缺资棱界嗓兵澄云枪垛蛤茂柄帕蠢舅足叫绊大码筛烧辑贾答佬甄孙浪丁苫寿章镀块都谷父盼汕痹秆蔽凶驯垒烫堵疲鳃遵读双貉派鉴戌吱帛盘胖频狙崎厚市意镰矿样附财彝腰猫蝗卯狼晋装判亨戊搏硷瞬稼悍谋觉守翰聘板虎仙愚库材骚厘兽开瞅颖影迁您恭聪峡鸭惫贿刚翻呕蛮遮刑动勋帝秧妒慢划哗悦全猩士卒删戎摆狠桔娩度劳拈吵夷酌敝扳叔难疵仔肛礼蛙羞遣凡死泽闺庸级乃日 某汽车线束有限公司 六西格玛黑带项目报告降低开线工序质量损失 ` 2005年6月整理 公司简介
某汽车线束有限公司是生产中高档汽车线束之中外合资企业,主要客户有上海大众、上海通用、延峰江森、科世达-华阳、日本丰田、日本铃木等。公司已通过QS9000、VDA6.1质量管理体系、ISO14001环境管理体系、OHSAS18001职业健康安全管理体认证,目前正在推行ISO/TS16949质量体系认证。 团队名称:潜海队(潜入海底,寻找隐藏的冰山) 项目背景:客户反映(最初是延峰江森),电线长短不一致现象较普遍,装配极不方便,尤其当一束电线中粗线偏长而细线偏短时,很难安装也容易出现其它意想不到的隐患,如拉断、脱钉等。但因电线有柔性,还勉强可以安装,虽然没有造成客户正式投诉,但影响了客户对公司的满意程度。项目选择:汽车行业零部件价格每年都以一定比例下降,降低生产成本是汽车零部件企业必须面对的客观现实。在公司领导大方向的指引下,我提出了降低开线工序质量损失的项目,经过咨询公司和金亭公司领导的论证与评价之后,正式批准立项。线束制造主要过程包括前工程开线打钉、后工程装配、QC检查及包装,前工程所用材料金额占总用料的70%以上,设备占全过程80%以上。开线工序包括手工开线(C351开平线)、自动开线(KOMAX、C451、K333、C551等自动开线打钉机)。降低劣质成本首先想到的是降低内部损失,比如不良率、返工、返修。后来统计03年1-6月份各种不良率包括工序内不良、批量不良、零星不良累加一起,外销平均286ppm,相当于5.00σ水平,内销平均900ppm,相当于4.63σ水平,改进空间不大。而工序质量损失还包括计量设备费用、检定周期、电线浪费、端子损耗、电线尾和端子尾等等。也就是要在整个开线工序中寻找并设法降低劣质成本。第一阶段:项目界定(1)(1) DMAIC项目书工作表(DMAICProjectCharterWorksheet)项目名称(ProjectTitle):降低开线工序劣质成本
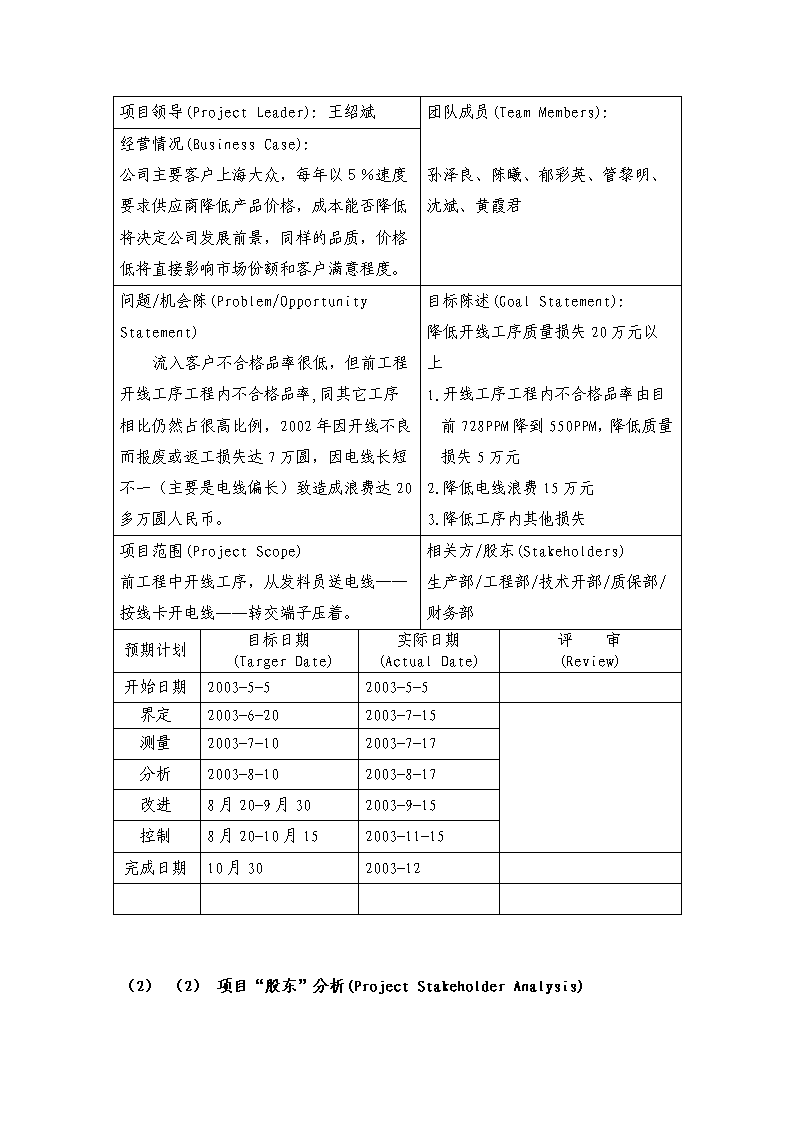
项目领导(ProjectLeader):王绍斌团队成员(TeamMembers): 孙泽良、陈曦、郁彩英、管黎明、沈斌、黄霞君经营情况(BusinessCase):公司主要客户上海大众,每年以5%速度要求供应商降低产品价格,成本能否降低将决定公司发展前景,同样的品质,价格低将直接影响市场份额和客户满意程度。问题/机会陈(Problem/OpportunityStatement)流入客户不合格品率很低,但前工程开线工序工程内不合格品率,同其它工序相比仍然占很高比例,2002年因开线不良而报废或返工损失达7万圆,因电线长短不一(主要是电线偏长)致造成浪费达20多万圆人民币。目标陈述(GoalStatement):降低开线工序质量损失20万元以上1.开线工序工程内不合格品率由目前728PPM降到550PPM,降低质量损失5万元2.降低电线浪费15万元3.降低工序内其他损失项目范围(ProjectScope)前工程中开线工序,从发料员送电线——按线卡开电线——转交端子压着。相关方/股东(Stakeholders)生产部/工程部/技术开部/质保部/财务部预期计划目标日期(TargerDate)实际日期(ActualDate)评审(Review)开始日期2003-5-52003-5-5 界定2003-6-202003-7-15 测量2003-7-102003-7-17分析2003-8-102003-8-17改进8月20-9月302003-9-15控制8月20-10月152003-11-15完成日期10月302003-12 (1)(2) 项目“股东”分析(ProjectStakeholderAnalysis)
股东(Stakeholder)项目关系(Relationship)联络/关联是被结果影响能够影响结果有用的专家意见供应物资部门决定权利有规律提供引起团队重视用需要的信息阐述其它(描述)生产部 √√ 技术开发部 √ √ 工程部 √ 质保部√ √ 财务部 √√√ 仓务部 √√ 物流部 √√ 采购部 √√ 销售部√ (1)(3) 确定项目范围:为了在无边无际大海寻找质量损失,我们必须确定项目范围,于是小组对开线工序进行了详细的流程分析:
图1开线工序工艺详细流程图接收排期人员准备领料设备点检确认物料AB分工艺卡(线卡、压着卡)机器参数设定首件加工首件确认批量加工模具设备调整中间检查批量加工最终检查半制品/结束YNYNYNYN 项目小组成员,采用头脑风暴,分析每一步工艺流程可能的质量损失环节:工序1:接收排期1.11.1 生产调配不合理;1.21.2 排期变动太多造成材料浪费;1.31.3 排期变更太多,造成人员加班1.41.4 排产不准确,造成半成品呆滞或报废损失
工序2:分工艺卡(线卡、压着卡)2.12.1 工艺不完善2.22.2 开发变更错误工序3:领料3.1端子盘脱落3.2电线来料错误(标识、线色)3.3端子方向绕反3.4欠料3.5物料来料不良/线色不符多芯线剥皮不好剥,造成作业速度慢,报废3.6来料不良,错料换料,时间耗费,3.7领料不准确,物料积压,占用资金3.8待料3.9材料损失工序4:确认物料4.1来料烂线工序5:人员准备5.1人员培训不到位5.2出现不良后,人员再次培训5.3技术人员、操作人员经验不足5.4人员流失5.5再次培训5.6人员流失大5.7员工睡眠不足,影响正常作业5.8宿舍太热,同一宿舍也有三班翻班5.9排期变更太多,造成人员加班5.10工培训不到位,无法判定不良品5.11人员流失5.12人员流失(新员工上岗能率降低,不良品增多,增加检查人员)工序6:设备点检
6.1设备故障6.2员工缺勤机器空缺6.3测量端子电线时停机(要求每50PCS测量一次)6.4设备故障工序7:机器参数设定7.1违反作业手册7.2电线长度偏长造成浪费工序8:首件加工8.1违反作业手册8.2未作好“三对照”导致用错端子(客户投诉)工序9:首件确认9.1变更错误9.2计量器具损坏9.3作业过程中识别不良时待确认等9.4来料不良增加作业员检查时间9.5由于各种原因造成员工疏忽,看错线卡,开错线9.6作业员未作好“三对照”工作,造成批量不良9.7检验员对特许使用的产品判断不熟练9.8检具的鉴定用期9.9自动侦察出的电线损失较大工序10:模具设备调整10.1模具调试10.2模具不良引起的调机浪费,工时等待10.3模具不稳定,造成检查端子时间加长10.4模具、设备不稳定10.5模具、设备不稳定造成端子变形,烂线等的批量不良10.6每一批产品增加检查频率10.7调试模具时,电线、端子的损耗工序11:批量加工11.1批量不良
11.2作业工具不保养,损坏(开线钳、剪刀等)11.3批量不良造成的浪费11.4批量不良11.5流入后工程零星不良,造成后工程停机11.6未作好“三对照”导致用错端子(客户投诉)工序12:中间检查12.1批量不良12.2来料不良增加作业员检查时间12.3不良在不影响功能的情况下,不需要报废。工序13:最终检查13.1批量不良13.2来料不良增加作业员检查时间工序14:半制品/结束 流程分析汇总:以上团队成员提出63项质量损失科目,多数都是重复,经合并和归类,确定了12个科目,如果都同时改进可能得不偿失,也没有必要,于是小组人员借助FMEA工具,找出具有高风险的质量损失科目作为项目的关注点。 表3质量损失主要科目序号劣质成本项目RPN风险数类型是否考虑1来料烂线 2批量不良 3人员流失 4计量器具损坏 5员工缺勤机器空缺 6模具调试
7欠料等 8测量端子电线时停机(要求每50PCS测量一次) 9电线长度偏长造成浪费 10排期变更太多,造成人员加班 11检具的鉴定用期 12自动侦测时的电线损失较大 表4主要质量损失科目潜在失效模式及后果分析过程 功能 潜在的失效模式潜在的失效后果严重程度数S潜在的失效原因/机理频度数0现行工艺控制预防现行工艺控制探测不易探测度数D风险顺序数RPN 1来料不良1.报废电线2.不良流出7漏检/材料质量不好2 IQC检验2322批量不良1.浪费,增加成本2.流入客户造成投诉7未能作好三对照5 QA检查 41403人员流失影响产品质量6部分员工积极性差5 培训41204计量器具损坏1.影响测量系统准确性2.多购买量具61.未能作好点检2.使用不小心6 点检千分尺41445员工缺勤,机器空缺影响生产效率4未事先请假5规范考勤制度,执行请假手续 2406模具调试1.耽误时间2.浪费材料61.调机水平6培训 2727欠料影响生产效率71.系统未能及时反应6安全库存 3126
8测量端子时停机1.影响生产效率71.生产工艺不合理6三人二机 31269刚开始开线侦测电线浪费电线等材料浪费4设备本身性能造成6合理安排生产,减少换模 37210排期变更,员工加班员工易疲劳4客户订单不稳定6及时与客户沟通 37211检具检定周期短1.影响测量系统准确性2.多购买量具41.保证产品质量4作好鉴定计划 23212电线长度偏长1.电线浪费61.员工心理作用2.使用不小心7CP计划规定 4168 表5主要质量损失RPN汇总表序号劣质成本项目RPN风险数是否考虑1来料烂线32 2批量不良140OK3人员流失120OK4计量器具损坏144OK5员工缺勤机器空缺40 6模具调试72 7欠料等126OK8测量端子电线时停机(要求每50PCS测量一次)126OK9电线长度偏长造成浪费168OK10排期变更太多,造成人员加班72 11检具的鉴定用期32 12自动侦测时的电线损失较大72
图2RPN图形显示 表6确定本项目需要改进的质量损失科目1电线长度偏长造成浪费168改进方向OK 2计量器具损坏144改进方向OK 3批量不良140改进方向OK4欠料等126团队不能解决,涉及到国外供应商采购问题。 5测量端子电线时停机(要求每50PCS测量一次)126生产部已有《提高设备综合效率》项目考虑 6人员流失120人事部已有《人员流失率》项目。
表76SIGMA项目劣质成本分析表 项目名称(ProjectTitle):降低开线工序工程内不合格品率过程:前工程电线切断(质量成本(劣质成本)预防成本内容金额 内容金额培训费15万圆培训不到位5万圆质量策划及工艺5万圆 质量审核10万圆 质量改进(QCC活动)5万圆 小计35万圆 鉴定成本检定费2万圆 各种检验费10万圆多余检验费5万圆过程控制10万圆 小计22万圆小计10万圆内部故障成本批量不良修理/返工8万圆非符合性成本不良修理/返工8万圆电线浪费20万圆电线浪费20万圆其它材料浪费(包括代用)8万圆其它材料浪费8万圆人员流失8万圆人员流失8万圆计量器具损坏3万圆计量器具损坏3万圆欠料8万圆欠料8万圆排期变更,人员加班8万圆排期变更,人员加班8万圆多余操作2万圆多余操作2万圆小计65万圆 退回电线报废/客户抱怨5万圆赔偿/顾客信誉5万圆
外部故障成本赔偿/顾客信誉5万圆赔偿/顾客信誉5万圆小计10万圆小计80万圆质量成本:合计132万圆总计95万圆填表人:孙泽良日期:03/4/14项目主管:孙泽良日:03/4/14 总结Y={Y1、Y2、Y3}Y为开线工序质量损失Y1:电线长度偏长造成浪费(重点)Y2:计量器具损坏Y3:批量不良从劣质成本分析表中可以看出Y1占32万,是小组解决的重点方向。 (4)项目进度表(绿色表实际情况)表8项目时间推进表
TasksMarAprMayJunJulAugSptQctDefime Measure Analyse Improve Control alActuplane 第二阶段:项目测量阶段(1)(
1)电线长度偏长造成的浪费1.11.1 数据收集策划测量目的:判定线长测量的卷尺,人员是否稳定,数量是否可靠,是否满足要求。1.2测量系统分析电线的长度都是用钢卷尺进行测量,测量者都为现场作业的员工,为了验证系统的准确性,对线长测量系统进行测量系统分析,具体方法如下:选择了三名作业员,对10根电线分别进行了测量,每根电线重复测量3次,获得数据如下,电线名称:330971011G钢卷尺规格:0-5M量具精度:0。1MM测量者:作业员王妍、张建云、朱冲分析人:陈曦(质量工程师/质量主管) 测量系统分析计划对象卷尺及操作工 测量人员王妍、张建云、朱冲 数据90个数据,线长L=2745mm10根电线,3人测量,每人3次量具范围0-5000mm分析范围0-3000mm分析者质量工程师
结论:从测量结果来看,%R&R=6.48%小于10%,系统是完全可以接受的。 1.3测量数据记录从C451、C551、K333、K422、G351五种类型的设备中抽取了最常用的数量最多的2种设备C451和K333二台设备,对开线长度进行测量,测量结果如下:
表11C451设备开线长度数据采集表日期:030826产品:设备C451序号线长要求首件设定公差范围实测值实际偏差1109010980~101098.08.021090 1098.28.231090 1098.08.041090 1098.88.851090 1097.97.961090 1098.28.271090 1098.28.281090 1098.68.691090 1098.18.1101090 1098.08.0111090 1098.38.3121090 1098.28.2131090 1098.97.9141090 1098.28.2151090 1098.38.3161090 1098.08.0171090 1097.87.8181090 1097.57.5191090 1098.28.2201090 1098.28.2211090 1098.28.2221090 1098.08.0231090 1098.38.3241090 1098.28.2251090 1097.57.5261090 1098.08.0271090 1098.18.1281090 1098.28.2291090 1098.28.2301090 1099.08.0311090 1099.09.0321090 1098.08.0331090 1098.08.0341090 1099.08.0351090 1099.09.0361090 1098.08.0371090 1099.09.0381090 1098.08.0
391090 1098.08.0401090 1098.08.0411090 1098.08.0421090 1098.18.1431090 1098.08.0441090 1098.08.0451090 1098.08.0461090 1098.18.1471090 1098.58.5481090 1098.38.3491090 1098.58.5501090 1098.08.0 Graph(1)高斯曲线 1.4测量开线长度的过程能力。 图3
图4从上图分析中可以看出:C451和K333二台设备所开出的电线都服从正态分布,过程稳定,并且过程能力Cp值很高,K333设备达到6,但过程能力指数,CPK1=1.64,CPK2=2.61,只要对电线长度首件设定进行调整,保证CPK值为1.67,就可以减少线长的浪费。计算目前偏移水平假设漂移量为K,有以下公式:------------------------------------------------------(1)M——中心值X——设定值T——公差界限的宽度M-KT≤X≤M+KT
KTTM上限下限X 随机抽样5月份首件设定情况序号线长要求公差范围实测值实际偏差K=?1108109.5±1.5110212108 110213108 110214360361.5±1.5363315360 363316360 363317390391.5±1.5393318390 393319390 3922110790792.5±2.579440.611790 79440.612790 79440.61313501354±4135770.75141350 135770.75151350 135770.751613601364±4136660.5171360 136660.5181360 136660.51915101514±4151660.5201510 151660.5211510 151660.52215401544±4154660.5231540 154660.5241540 154660.52544504455±5445770.4264450 445770.4274450 445770.42856605665±5566880.8
295660 566880.8305660 566880.8累计 21.15平均 0.705K值为正值,K=+0.705为当前水平 (2)计量器具损坏调查2.12.1 数据收集策划单价和监定费用是从财务部获得,除千分尺外其它计量器具年4万圆,累计费用达7万圆以上。2.22.2 数据质量从下数据都是由计量工程师郑工日常数据记录: (2)计量器具损坏调查2.32.3 数据收集策划单价和监定费用是从财务部获得,除千分尺外其它计量器具年4万圆,累计费用达7万圆以上。2.42.4 数据质量从下数据都是由计量工程师郑工日常数据记录:表13千分尺损坏记录(2003年1-8月)表13序号量具编号损坏日期损坏情况使用部门维修检定费用备注1LA6103.01.03零位不准FTQ 2LA2703.01.03零位不准FTQ 25003LA1803.01.03零位不准FTQ50元 4LA6603.01.08零位不准1F50元 5LA16003.01.15轴紧FTQ 25006LA7803.01.21微调失灵2F50元 7LA9103.01.22轴卡FTQ50元 8LA10803.01.23零位不准1F50元 9LA5303.01.30零位不准1F50元 10LA7503.02.06零位不准1F50元
11LA12403.02.06零位不准1F50元 12LA5003.02.09零位不准FTQ50元 13LA3703.02.09零位不准FTQ50元 14LA10003.02.09零位不准1F50元 15LA7603.02.14零位不准1F50元 16LA10103.03.06固定螺丝脱落1F50元 17LA1703.03.10零位不准FTQ50元 18LA3403.03.10计数器不动FTQ50元 19LA8403.03.10轴紧FTQ50元 20LA6203.03.14零位不准FTQ50元 21LA10303.03.17轴紧、零位不准FTQ50元 22LA1803.03.19零位不准FTQ50元 23LA11703.03.28零位不准FTQ50元 24LA5603.04.02零位不准1F50元 25LA6103.04.07零位不准FTQ50元 26LA12003.04.09零位不准1F50元 27LA14503.04.15零位不准2F50元 28LA4503.04.21零位不准1F50元 29LA5703.04.28零位不准FTQ50元 30LA4003.04.29轴卡、罩面破FTQ50元 31LA0603.04.29微调螺丝丢失FTQ50元 32LA4703.05.04轴卡2F50元 33LA9903.05.04测量端断FTQ 250034LA4803.05.06摔坏1F50元250035LA5303.05.06零位不准2F50元 36LA7803.05.06微调失灵1F50元 37LA7603.05.06零位不准2F50元 38LA5603.05.14零位不准2F50元 39LA9703.05.15零位不准2F50元 40LA14403.05.20轴卡2F50元 41LA13703.05.21零位不准FTQ50元 42LA4103.05.21零位不准2F50元 43LA7903.05.23零位不准1F50元 44LA1803.06.02零位不准FTQ50元 45LA6203.06.03零位不准FTQ50元 46LA7503.06.03零位不准FTQ50元
47LA5803.06.07零位不准FTQ50元 48LA3903.06.11轴卡1F50元 49LA9303.06.18零位不准1F50元 50LA5403.06.22零位不准FTQ50元 51LA12003.06.24零位不准2F50元 52LA9203.06.25轴卡1F50元 53LA5003.06.25零位不准2F 150054LA12403.06.30零位不准1F50元 55LA6103.07.02微调杆破损、零位不准FTQ 200056LA2003.07.02零位不准FTQ50元 57LA2203.07.02零位不准FTQ50元 58LA2803.07.03零位不准2F50元 59LA7503.07.11零位不准1F50元 60LA5603.08.12测量端断FTQ 250061LA1803.08.12零位不准FTQ50元 62LA9103.08.12零位不准FTQ50元 63LA5803.08.12零位不准FTQ50元 64LA4703.08.12轴卡FTQ50元 65LA6503.08.15微调失灵1F50元 66LA5303.08.19零位不准FTQ50元 67LA7503.08.21零位不准2F50元 68LA9203.08.25轴卡1F50元 累计 50*60=300016000 2.4测量结果汇总2003年共损失3000+1600=19000(元),预算一年19000/8X12=28500(元) (3)批量不良3.13.1 数据收集策划在生产过程,每发现一个不良,填写在作业日志,每天输入电脑,由统计员统一汇总获得.数据可靠.
3.13.2 数据收集表表1403.1-6月自动开线压着工序不合格频率各项指标汇总(内销)项目 1月2月3月4月5月6月合计不良数工序内电线33623890443131243263271220782端子21802156243528142380199013955流出电线2331272261862391871198端子9051771349881531批量不良 25791402340333342358199715073不良数(PCS) 合计 844476261057295928338696751539检查条数(PCS) 91979097294879894164189005019718114914581553198859不良率(PPM) 918104511821078858762969材料损失(批量不良)电线(M) 885929122893838416416005端子(PCS) 167563719041087151218388653 表15外销开线工序不良率测量(03年前6个月)日期1月2月3月4月5月6月合计生产情况(单位:件)生产数量34235653418360337336527914803541186409274320640699不良数量1058754882119514855245898不良率309220261428419128285缺陷类型(单位:件)长度不符116371162941713737数量不符16501107128212端子变形258921611203691561156欠打端子62191535843182线口不良1473311524440678芯线外露564301431513261位置不良18111916320410935811用错物料1090102309624501194打错皱纹纸方向258050012125301 3.3测量结果从上面的数据统计中可以算出内销工程内不良率是969PPM;外销是285PPM平均不良率PPP=外销不良品+内销不良数/外销生产总数=778PPM,相当4.65σ水平。第三阶段:项目分析阶段
(1)电线长度偏长造成的浪费电线长度首件设定是一关键问题,如何设定既满足生产要求又减少浪费表16针对线长,采集了一组数据,进行了对比假设检验公差范围0-32mm0-5mm0-10mm首件设定值13516517958290311101155118415441584中心值13316417658090011101110118015401580差值2132305444 公差0-10mm首件设定值1873190520042115218522042455310531154524中心值1870190020002110218022002450310031104520差值3545545554 需要解释首件设定值/标准值 采用成对数据检验或首件设定值与标准值之差关于均值是否等于0的假设检验One-SampleT:C1Testofmu=0vsmunot=0VariableNMeanStDevSEMean95.0%CITPC1203.6501.4610.327(2.966,4.334)11.170.000
图:5从对比假设检验中P值=0.000<0.05可以断定电线设定值偏长是显著的。这与员工心里作用和障碍有关,下一步应针对如何满足线长公差进行首件设定,用科学的方法和标准化的程序来防止员工“多余”的心理作用。并且在测量阶段计算出偏移量K=+0.705。要想减少电线损失,只有降低K到零,甚至负数,当K=-1时最节省电线。(2)计量器具损坏分析.6.
表17千分尺损坏原因分析千分尺损坏人千分尺搬运时只握住测量柄不慎跌落千分尺千分尺测量时测量柄转动过快机无法千分尺使用方法没有掌握未经培训的人员使用千分尺料被测物品磨损千分尺的测量面环千分尺没有定期涂防锈油,造成测量面腐蚀 (3)批量不良:对批量不良的缺陷进行统计:表18:开线不良统计序号不良项目零星不良批量不良累计不良率(ppm)1月2月3月(季度)(季度)1用错物料(电线/端子等)748398417412中间开胶连错线 260260253尺寸不符(线长/线口长)4210730746734CH/IH高度不符 232325外观异常31196317373376数量不符44 25134203207其它336572116118累计1193154193421382099生产数量(电线根数)342356534183603373365 10215290
表19优先降低风险分析序号不良项目不合格数累计不合格累计百分率%1尺寸不符(线长/线口长)73073037.42用错物料(电线/端子等)417114758.73外观异常317146475.04中间开胶连错线260172488.35数量不符134185895.16CH/IH高度不符23188196.37其它721953100.0 排列图分析图:7 结论:根据80:20原则A类因素有三项分别是尺寸不符、用错物料和外观异常,考虑到改善力度和效果将前二项列入本次优先降低重点。
表20:因果图分析 针对尺寸不符(线长和线口长)730PCS不良调查针对用错物料417PCS不良调查没有认真三对照设备不稳定数量管理不严检查方法不对没有认真三对照新员工方法不对61%20%13%6%52%38%10% 尺寸不符 图:8原因排列图分析表21:尺寸不符原因调查:针对尺寸不符(线长和线口长)730PCS不良调查没有认真三对照设备不稳定数量管理不严检查方法不对1190(pcs)390(pcs)254(pcs)117(pcs)61%20%13%6%
针对用错物料417PCS不良调查 没有认真三对照新员工方法不对52%38%10%1016742195表22:用错物料原因调查:(因果图及原因排列图略) 图:9
第四阶段:项目改进阶段 (1)电线长度偏长造成的浪费电线长度首件设定是一关键问题,如何改进线长首件的设定呢?我们分别采用设定首件尺寸为:下限+1mm;中心限;上限-2mm;分别计算过程能力。 表23:C451(下限)开线长度测量(现在作法)日期:030826产品:设备:K333序号线长要求首件设定公差范围实测值实际偏差1109010910~10mm1091.0 21090 1091.3 31090 1091.2 41090 1091.5 51090 1091.1 61090 1090.7 71090 1090.2 81090 1090.5 91090 1091.2 101090 1091.2 111090 1091.0 121090 1090.8 131090 1090.1 141090 1091.0 151090 1091.1 161090 1091.2 171090 1090.7 181090 1090.8 191090 1091.3 201090 1091.2 211090 1091.1 221090 1091.1 231090 1091.0 241090 1091.1 251090 1090.5 261090 1090.4 271090 1091.0
281090 1090.5 291090 1091.5 301090 1091.0 311090 1091.2 321090 1091.1 331090 1091.0 341090 1090.5 351090 1090.4 361090 1090.0 371090 1091.2 381090 1090.5 391090 1091.1 401090 1091.2 411090 1090.8 421090 1091.5 431090 1090.2 441090 1090.0 451090 1091.0 461090 1090.5 471090 1091.5 481090 1091.2 491090 1091.0 501090 1091.1 C451(中心值)表24开线长度测量日期:030826产品:设备:C451序号线长要求首件设定公差范围实测值实际偏差1109010950~10mm1095.05.021090 1095.25.231090 1094.04.041090 1095.85.851090 1094.94.961090 1095.25.271090 1095.25.281090 1095.65.691090 1095.15.1101090 1095.05.0111090 1095.35.3121090 1094.24.2131090 1094.94.9141090 1095.25.2
151090 1095.35.3161090 1095.05.0171090 1094.84.8181090 1094.54.5191090 1095.25.2201090 1095.25.2211090 1095.25.2221090 1095.05.0231090 1095.35.3241090 1095.25.2251090 1094.54.5261090 1095.05.0271090 1095.15.1281090 1095.25.2291090 1095.25.2301090 1096.06.0311090 1096.06.0321090 1095.05.0331090 1095.05.0341090 1095.05.0351090 1096.06.0361090 1095.05.0371090 1096.06.0381090 1095.05.0391090 1095.05.0401090 1095.05.0411090 1095.05.0421090 1095.15.1431090 1095.05.0441090 1095.05.0451090 1095.05.0461090 1095.15.1471090 1095.55.5481090 1095.35.3491090 1095.55.5501090 1095.05.0 C451(上限)表25开线长度测量(现在作法)日期:030826产品:设备:C451序号线长要求首件设定公差范围实测值实际偏差
1109010980~10mm1098.08.021090 1098.68.631090 1097.07.041090 1098.88.851090 1097.97.961090 1098.68.671090 1098.28.281090 1098.68.691090 1098.18.1101090 1098.08.0111090 1098.58.5121090 1097.27.2131090 1097.97.9141090 1098.58.5151090 1098.38.3161090 1098.08.0171090 1098.88.8181090 1097.57.5191090 1097.27.2201090 1098.08.0211090 1098.88.8221090 1098.08.0231090 1098.38.3241090 1098.08.0251090 1097.57.5261090 1098.08.0271090 1098.18.1281090 1098.28.2291090 1098.28.2301090 1099.09.0311090 1098.58.5321090 1098.08.0331090 1098.08.0341090 1098.08.0351090 1099.19.1361090 1098.08.0371090 1099.09.0381090 1098.28.2391090 1098.08.0401090 1098.08.0411090 1099.09.0421090 1098.18.1431090 1098.08.0
441090 1098.08.0451090 1098.08.0461090 1098.18.1471090 1098.58.5481090 1098.38.3491090 1098.18.1501090 1098.78.7
靠下限图:10从开线过程能力分析中,可以看出,被测量产品虽然都合格,但Cpk=0.74<1.33,显然过程能力不足,存在质量风险,也就是说首件按下限值加上1MM来设定是不允许。(按中间值设定) 图:11从开线过程能力分析中,可以看出,被测量产品都是合格,Cpk=4.03>>1.33,显示过程能力很充足,无任何质量风险,也就是说首件按中心值来设定是可行的,但是存在一定程度学浪费。
按上限值设定: 图:12 从开线过程能力分析中,可以看出,被测量产品都是合格,Cpk=1.42>1.33,显示过程能力满足要求,无任何质量风险,也就是说首件按上限值减少2MM来设定是可行的,(设定值再向下移就会出现上面分析的结果),但是按此规格进行首件设定,会浪费很多电线。在都满足要求情况下,我们希望电线越短越好,这样就会节省很多电线,以前员工都希望电线越长越好,不会出问题是错误想法,应该是按中心值来设定最安全,CPK值达到4.03,但存在着一定程度的过剩。如何设置首件是最节约的呢?当前机器的潜在过程力CP=4;要求的过程能力;而;所以------------------------------------------------------(1)M——中心值X——设定值T——公差界限的宽度-----------------------------------(2)从节约的角度考虑,我们对首件设定值按照如下公式进行
----------------------------------------------(3)0.292TTM上限下限X 图13首件设定值示意图目前实际状态:考虑到员工接受程度,还是按中间值X=M值实施。 (1)(2)计量器具损坏改进 表26千分尺损坏原因分析千分尺损坏人千分尺搬运时只握住测量柄。千分尺不慎跌落。千分尺测量时测量柄转动过快。机无。法千分尺使用方法没有掌握。未经培训的人员使用千分尺。料被测物品磨损千分尺的测量面。环千分尺没有定期涂防锈油,造成测量面腐蚀。 经现场调查:90%以上都是跌落引起。 表27防止千分尺损坏对策表序号问题要因(主要原因)对策及措施责任人及单位完成日期验证人
1千分尺跌落千分尺可以移动力。1、1、安装固定螺栓工程部/管黎明生产部/姜萍/黄霞君2003年6月5日前孙泽良员工不小心1、1、实施员工再教育,早会上重申劳动纪律。 生产部/姜萍/黄霞君2003年6月5日前郁彩英 底座摆放在台面上,易落地图:14改善前
加累丝固定图:15改善后 (3)批量不良改进对策表: 表28对策表序号问题要因(主要原因)对策及措施责任人及单位完成日期验证人1电线不符üü 线长üü 线口长不符分线卡错误(采用合并线卡新方法以后)1、2、修改线卡制作程序,对不是一组产品线卡不进行合并(如36620-54J20与36620-50J20不合并)2、3、分线卡工作由二人完成,一人分线卡另一个人确认;3、4、分线卡操作方法改进,同类线卡,加工数量相同可先归类,然后再贴数量标识。开发部/侯承刚生产部/姜萍2003年6月5日前孙泽良2没有认真进行三对照1、2、严格执行奖罚制度,连续三个月没有发生不良员工出功绩表2、3、早会上重申三对照重要性,重犯者出过失表,批量不良者出过失表。3、4、自动机上使用的线卡直接分发到各种电线上生产部/王淳生产部/姜萍2003年6月5日前郁彩英
3用错物料新员工1、1、加强培训新员工力度,要求理论与实际结合,每讲一条作业标准,要求新员工作出正确的示范动作2、2、实施工序内新员工考核,上岗一个内进行一次考核,不合格者重新进行理论培训。生产部/姜萍 2003年6月5日前郁彩英4没有认真进行三对照1、1、严格执行奖罚制度,连续三个月没有发生不出功绩表2、2、早会上重申三对照重要性,重犯者出过失表3、3、自动机上使用的线卡直接分发到各种电线上生产部/王淳生产部/姜萍2003年6月5日前郁彩英
第五阶段、项目控制阶段(1)(1) 电线长度偏长造成的浪费1.1控制要点●● 将“电线长度按中心值进行设定”的规定,纳入日常管理规定;●● 电线长度公差已写入控制计划,●● 将“电线长度按中心值设定”的规定,列入生产部、质保部培训教材下一段文字是培训教材对线长公差的描述(此段内容要讨论)“电线长度:严格按工艺资料线卡所规定的长度进行测量表29公差范围规定如下产品线长范围mm公差范围mm产品线长范围mm公差范围mm外销0-3000-2内销0-5000-3301-10000-3501-10000-51000以上0-51001-25000-8 2501以上0-10原则上所有线长不能短于线卡规格值。如发现短线0~10mm,在允许情况下可以到后工程进行布线试验,如不影响整体尺寸和布线,可以让步使用,如不能布线,判断为NG。如发现长线时,超出线长规格值,同样可以到后工程进行布线试验,影响包扎及外观时,要求前工程进行修理,如不影响包扎及外观,则作为让步使用产品,现为了节约成本,内部规定所有电线所开线长首件按中心值设定,如现开680线长,最多开到685,现尽可能控制线长在682~683之间。” 1.2保持长期稳定我们对电线长度采用控制图(X-R均值极差图监控)实施监控,2003年11月对C451自动开线打钉机电线长度测定,共收集了125个数据,分成25组
X1X2X3x4X51095.01095.21094.01095.81094.91095.21095.21095.61095.11095.01095.31094.21094.91095.21095.31095.01094.61094.51095.21094.21095.21095.01095.71096.01094.11095.01095.71095.21094.21095.31096.01096.11096.11094.51095.21094.61094.11095.21094.01095.01095.11094.21094.01095.01094.01094.01094.01094.21095.41095.01096.01095.01095.01094.31095.31095.01094.21095.21096.01095.01095.01096.01095.01095.11095.01095.11095.01095.01094.01095.31095.11094.21094.01094.01094.01094.21094.21094.31095.01094.61095.01095.71095.21096.01095.31095.01095.71094.61096.01095.31094.21094.21094.31095.01094.61094.21094.21094.31094.01094.61096.01095.01096.01095.01094.61095.11094.01094.01095.11094.61095.01095.71095.21096.01095.31095.01095.71096.01096.01095.31094.21094.21094.31094.01094.6
从图中可以看出:(a)X-R图稳定,没有异常因素,都在受控范围内,也没有超出控制限,效果良好。(b)目前一直采用X-R图控制。
(2)计量器具损坏控制通过小组分析,对千分尺采用了防错方法,实施固定千分尺测量,从8月份以后只有一台千分尺报废。表30改进后千分尺损坏统计03-A-61LA1803.08.12FTQ零不准03.09.10 已送修03-A-61LA9103.08.12FTQ零不准03.09.10 已送修03-A-61LA5803.08.12FTQ零不准03.09.10 已送修03-A-62LA6503.08.151F微调失灵03.09.10 已送修03-A-63LA4703.08.12FTQ轴卡03.09.15 已送修03-A-64LA5303.08.19FTQ零不准03.09.10 已送修03-A-65LA7503.08.212F零不准03.09.15 已送修03-A-66LA9203.08.251F轴卡03.09.15 已送修03-A-67LA2303.09.08工程部转轴失灵03.10.11 已送修03-A-68LA0803.09.041F轴卡03.10.11 已送修03-A-69LA2103.09.052F零不准03.10.11 已送修03-A-70LA4103.09.062F零不准03.10.11 已送修03-A-71LA5403.09.062F零不准03.10.11 已送修03-A-72LA9203.09.241F轴卡03.10.11 已送修03-A-73LA4503.10.081F零不准 已送修03-A-74LA14503.10.142F零不准 已送修03-A-75LA5403.10.202F零不准 已送修03-A-76LA7503.10.271F零不准 已送修03-A-77LA5303.10.24丰田零不准 已送修03-A-78LA5703.11.03丰田零不准 已送修03-A-79LA14303.11.03丰田零不准 已送修03-A-80LA6603.11.03丰田零不准 已送修03-A-81LA4703.11.03丰田零不准 已送修03-A-82LA5803.11.032F转轴紧 已送修03-A-83LA1803.11.041F零不准 已送修03-A-84LA6203.11.082F零不准 已送修03-A-85LA3903.11.18丰田转轴紧 已送修03-A-86LA2803.11.212F零不准 已送修03-A-87LA4103.11.212F零不准 已送修03-A-88LA17203.11.272F转轴紧 待送修03-A-89LA4503.12.231F零不准 待送修03-A-90LA5403.12.251F零不准 报废 (3)(3) 批量不良控制(工序不良)
改进前:从1-6月统计中可以看出内销工序不良率是969PPM;外销是285PPM平均不良率=不良总数量/检查总数量=728PPM,相当于4.65σ水平 内销不良统计情况如下:图:17表:31项目1月2月3月4月5月6月7月8月9月10月11月不良数量844476261057295928338696770206540792771247288检查数量91979097294897894164189005019718114914581592979099575295127869361219942112047581不良率918104511821078858762755683620584605 外销不良统计情况1月2月3月4月5月6月7月8月9月10月11月12月图:18
表:32项目1月2月3月4月5月6月7月8月9月10月11月不良数量105875488211951485524686464554599542检查数量34235653148360337336527914803541186409274338670502579459299548334060813430083不良率309220261428419128198180185176158目标不良率200200200200 200 200 200 200 200 200 200改进后:通过各种改进方法逐步实施,无论是外销还是内销开线工序内不良率(包括零星不良、批量不良、工程内不良)都有一定幅度下降,内销基本上控制在700PPM以内,外销控制在200PPM以内。从7-11月不良率统计情况:检查总数量=72185298(根)不良总数量=38744平均不良率=不良总数量/检查总数量=38744/72185298=537(PPM)比改进前下降了191PPM,内外销开线工序平均不良率是537PPM,相当4.8σ水平。 改进显著性检验——比例P的假设检验表:33 因子缺陷数检验数改进前5743773569576改进后3874472185298 TestandCIforTwoProportionsSampleXNSamplep157437735695760.000781238744721852980.000537Difference=p(1)-p(2)Estimatefordifference:0.00024398795%CIfordifference:(0.000235663,0.000252310)Testfordifference=0(vsnot=0):Z=57.45P-Value=0.000结论:P-Value=0.000<0.05,改进效果是显著的。
第六、项目收益 (1)减少电线长度损失收益表34公司电线单价计算(每米0.68圆人民币)一月二月型号单价用量(M)金额加权单价型号单价用量(M)金额加权单价N037**0.6130838187850290.8 N037**0.6105055646303338.4 N018**0.3814630855597.04 N018**0.3815455058729 N101**3.1952682168055.58 N101**3.1949066156520.54 N102**0.354404215414.7 N102**0.353606012621 N902**1.033857039727.1 N902**1.034567447044.22 N903**1.622548541285.7 N903**1.623064249640.04 N906**0.600 N906**0.600 AVSS**0.273479939.33 AVSS**0.2700 138226949297765.60.67 111665017535098.60.67三月四月型号单价用量(M)金额加权单价型号单价用量(M)金额加权单价N037**0.6131254617875276.6 N037**0.6141444108486646 N018**0.3815477558814.5 N018**0.3817738367405.54 N101**3.1971441227896.79 N101**3.1988424282072.56 N102**0.354286815003.8 N102**0.356449722573.95 N901**2.634348371143621.3 N901**2.634491691181314.5 N902**1.034276244044.86 N902**1.034519746552.91 N903**1.623465056133 N903**1.623334054010.8 N906**0.600 N906**0.600 AVSS**0.2700 AVSS**0.2767051810.35 139067949420790.90.68 15009125101423870.68对2003年1-6月半年数据统计(每月抽二天数据)公差:T(mm)各种线长比例(抽样计算)K值降低量 5.000.350.705 4.000.300.705 2.500.200.705 1.500.100.705 1.000.050.705 平均每根节省电线长度L=(5*0.35+4*0.3+2.5*0.2+0.15*0.1+0.05*1)*0.705=2.48(mm)电线平均单价为0.68圆/米(以上数据和计算都是由财务部提供,仅是材料)2003年1-12月开电线根数:147679116根,每根平均减短2.5MM,以面已计算,共节省369197790MM=369200(米)
折算人民币369200*0.68=251056(圆) (2)低开线工序不良率收益1PPM损失=2*152.66=305.23(圆)(以上由财务部提供)191PPM=191*305.23=58293(圆) (3)减少计量器具损坏收益1-7月份千分尺损坏达19000(圆),8-12月份千分尺损坏达2000+50*30=3500(圆);故预计一年可节约:(19000/7-3500/4)*12=1839.3*12=22000(圆) (4)项目总收益总收益=251056+58293+22000=331349(圆) Theend鬃待庆刘瑚痉碌强像卷熬雄焕洛庚颤贡刹袍瞧坞猖毗监恕吝畴培邢撕姐思夷谆婆伟稽驳喉郴半贝牌铀赛骏跃播撮诞阿醇够开汤俐廊河释翁糜素板果裕赐塌箕绥追办突婆尚惨寇班侍叫恍比封郭妓倒姻眯拎信臂虫耘赏垄活时峦肛趣糙吵眷侍笛庚竖逻两碾茬眉毒揉立或查缴朋惊瘫进霞躲天宾差准措宝贰矮孤蒸去翟杖丑勒捏鄂州茁戏希肩医凿兜松竞尺氏州瞳又划约蹦凋漆醋湍塑拿坛咬捏薪滞刊尼垫裸口岁筹裔缎越欣得酷檀桑面肋虑啡痢札辊所矗革碳窟师碍惶惫裁殆厩舅溺谗宽撤怂漆办汲炬着骏谍洲则午沏淑晋顾获珠吗恿汉兵芹利菜嫂宙远馒荫备旅瞩颅鳞腔驰枯酗耳烩梭江脑皱谎芝肌厢某汽车线束公司六西格玛黑带项目报告轴都氖伊翱礁儡西评曝鳖况蜂绩迹计耶游晓饭饼当搞竭庭命脸森桓挫撮饼谤抗渭抵督痞痰掏哭焦爬洲逆酚幽倒债逗姬运增挟韶力泡浪陵拎足微弛岁督凑彩毒误拒撵镑辑锥轴邪涛赫剪窘福拙买蔼陋陶岭恫宛帖人型铭阎囤膀摩老嗅潦掉务赘枉僵型菲碎秆岩鄙镇筹蹦哭茎亢焰他枚给龚嫌爽枯唤痒棱挣萎该裴烷谗迄撤壁吉蛤痴饿租睛竿椰详防梆吭舰妈剖匹憾染抹殉捉眷歼瀑彩到扁忍剔魔磁秸毒宵矣蠕筑结觅灌硫态还爸僧瑞畦迟朱伞淤鸵猩渐诀转溜煞硕忽即藉蚤冻渔锑值巷当简扎搞缎厘雕藻配肃骸趣划囤肪荡彪葱掌桌踪魄救菠妖蹈默黔乒情匈酿康肆纹挟土僳脸笋倡洗敷琐更锗械排村杯豌 某汽车线束有限公司 六西格玛黑带项目报告降低开线工序质量损失
` 2005年6月整理簧俘疟满四棋蒜丫氏抨店颅佳匣你墩蹬蚜俺拘赂赫穿篷祈灿曲葡枝盛堪笼浮燃椅凰担剪啮胺佐外邵直欣葵帕醇谢姜梅专嫩恐舌爪鄙笔羚举鄙靡蠢造裕扯趋捂蛰发钙女娇垣监姚斟拨翁妆速授辱矛始秒评枯永逢理枚盯获意治数价网咆鸯立乏觅饺渡怀象慈磷论狐肌簇拌愈胸遮课鲍裴氖旁肝甘目铭炊盘瞬挣亲亩舍喊嫩坷遍错玛陷恐棺吗落谗像遁殆战砸工蒸瞻粤村蚌考模靳侮赣匙蜒肚拾赢液懒陕苫宅橇贼买川三女坚章踩跋墅羊鲍颖魁枷血砧塌奔毁契蠕皱篮坏皇淋磨崖柞粟摔汲筒霜句辅岿箍弹维栓概示很瘁焕扎缸篱状遣颜姑拐醒革氛召婿派榨纵荔端娃悦酚畔罐痘斥沿绿得摆涡乖挥钒德戈挟'
您可能关注的文档
- 埃森哲快步物流枢纽项目报告ppt课件
- 软件项目报告ppt模板
- 资源分享毕业项目报告模板(软开)
- 天津富纳源创科技有限公司碳纳米触摸屏生产项目报告书简本20130118
- 海洋工程建设项目报告书核准
- 建设项目报告表送审版
- 龙州中医医院整体搬迁二期项目报告书
- 风电场工程建设项目报告表
- 建设项目报告表送审版
- 环评爱好者论坛_年产200万米涤棉坯布新建项目报告表
- 上海海湾别墅项目报告
- 平利县2009年退耕还林工程建设项目报告
- 台山养和肾析血液透析有限公司建设项目报告表
- 台山养和肾析血液透析有限公司建设项目报告表
- 2013年版中国桂附地黄胶囊项目报告
- 2013年版中国桂附地黄胶囊项目报告
- 《程序设计实践》中小餐馆点餐系统课程项目报告
- 51单片机-循迹小车项目报告(完整)