


- 88.50 KB
- 4页
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
陕西省建筑工程施工质量验收技术资料统一用表施工质量验收技术资料通用表施工技术交底记录陕ZTY-0019工程名称西安香格里拉大酒店交底日期2005.8.18交底项目模板工程工程部位一层(-0.1~7.5米)交底提要1按工艺流程进行施工2柱梁加固按施工方案执行,交底对象浙江斗门队内容:1、柱工艺流程:搭设安装脚手架—沿模板边贴密封条—立柱子片模—安装柱箍—校正柱子方正、垂直和位置—全面检查校正—群体固定2、梁工艺流程:弹出梁轴线及水平线并进行复核—搭设梁模板支架—安装梁底楞—安装梁底模板—梁底起拱—绑扎钢筋—安装梁侧模板—安装另一侧模板—安装上下锁品楞、斜撑楞及腰楞和对拉螺杆—复核梁模尺寸、位置—与相邻模板连接牢固3、顶板工艺流程:搭设支架—安装横纵大小龙骨—调整板下皮标高及起拱—铺板模板—检查模板上皮标高、平整度操作工艺4、模板与混凝土的接触面应满涂隔离剂,以便拆模;拆除后的模板及时清理,涂刷隔离剂,按编号堆放整齐,以备下次使用。5、浇筑混凝土前模板内杂物清理干净,用水湿润木模板,不得有积水。6、固定在模板上的预埋件和预留洞口均不得遗漏,安装必须牢固,位置准确。7、对于梁跨度大于或等于4m时,梁底模板及支撑应按照设计或规范要求起拱。8.模板在混凝土浇筑完后,其模板及支架的拆除时,混凝土强度应符合设计要求养护,经试验确定具体的拆模时间。特别注意事项1、全面检查柱子安装模板质量,在纵横两个方上挂通线检查,作好记录,并作好群体的水平拉支杆及剪力支杆的固定2、梁较高时,可先装梁的一面侧模板,待钢筋绑扎好再装另一面侧板。备注施工单位监理(建设)单位说明:一式三份,交底人接交人各一份,存档一份归入技术资料交底人:年月日技术负责人:年月日年月日现浇模板安装的允许偏差及检验方法
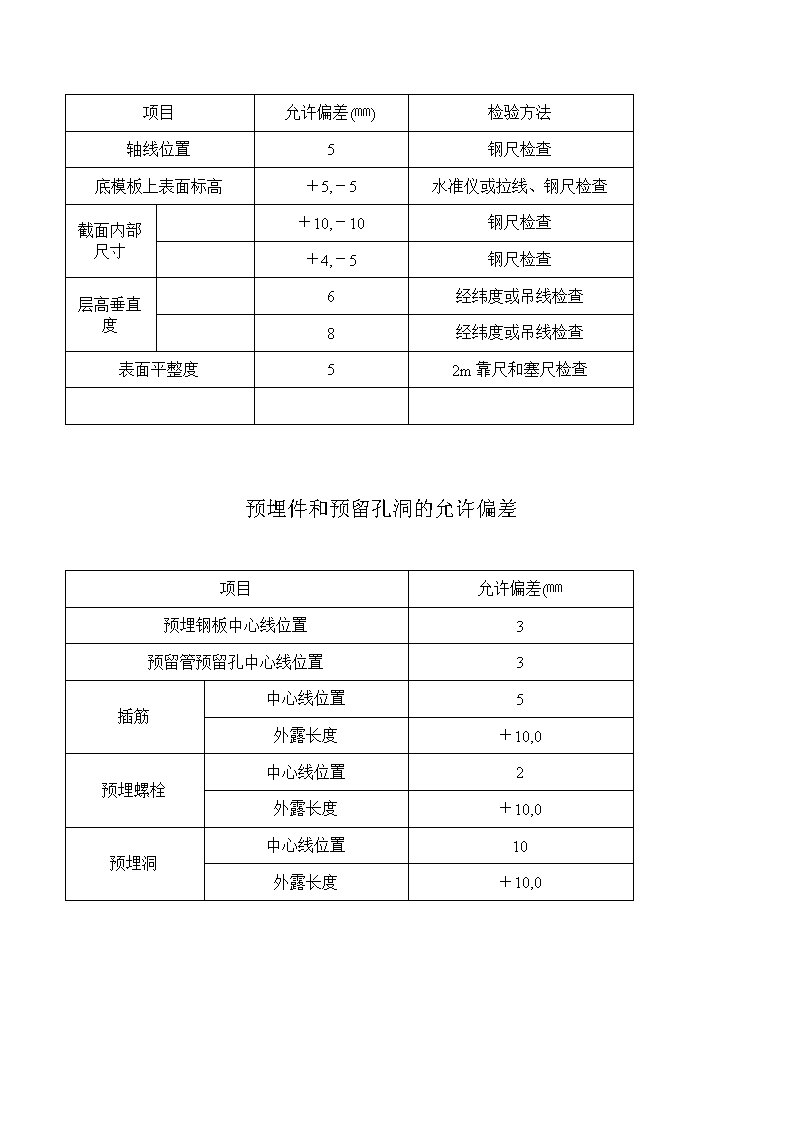
项目允许偏差(㎜)检验方法轴线位置5钢尺检查底模板上表面标高+5,-5水准仪或拉线、钢尺检查截面内部尺寸+10,-10钢尺检查+4,-5钢尺检查层高垂直度6经纬度或吊线检查8经纬度或吊线检查表面平整度52m靠尺和塞尺检查预埋件和预留孔洞的允许偏差项目允许偏差(㎜预埋钢板中心线位置3预留管预留孔中心线位置3插筋中心线位置5外露长度+10,0预埋螺栓中心线位置2外露长度+10,0预埋洞中心线位置10外露长度+10,0
陕西省建筑工程施工质量验收技术资料统一用表施工质量验收技术资料通用表施工技术交底记录陕ZTY-0019工程名称西安香格里拉大酒店交底日期2005.11.10交底项目型钢柱安装工程部位塔楼交底提要施工方案、工艺流程施工交底对象中建三局金属结构厂内容:1.当构件吊装完毕并经检查合格后,进行高强度螺栓施工。扳手拧紧,按顺序(由中间向四周扩展)用定扭矩的电动板手进行初拧,初拧值为预拉力标准值的50%。实施终拧仍按由中间向四周扩展的顺序进行,扭剪型高强度螺栓至尾部梅花头扭掉达到终拧,高强度大六角头螺栓以专用定扭矩电动扳手拧至设计和规范要求的终拧扭矩值。2.高强度螺栓不能自由穿入螺栓孔位时,用冲杆或铰刀修正扩孔后再插入,修扩后的螺栓孔最大直径应小于1.2倍螺栓直径。3.雨、雪天不得进行高强度栓安装,摩擦面上及螺栓上不得有水及其它污物。并要注意气候变化对高强螺栓的影响。4.焊结预热预热范围应沿焊缝中心向两侧至少各150mm以上,并按最大板厚三倍以上范围实施。加热过程力求均匀。对于刚性较大、拘束应力较大的焊接接头,预热范围必须高于三倍板厚值。当预热范围均匀达到预定值后,恒温20min~30min。预热热源采用氧─乙炔中性火焰加热。5.层温焊接时,焊缝间的层间温度应始终控制在85℃~110℃之间,每个焊接接头应一次性焊完。施焊前,注意收集气象预报资料。预计恶劣气候即将到来,并无确切把握抵抗的,应放弃施焊。若焊缝已开焊,要抢在恶劣气候来临前,至少焊完板厚的1/3方能停焊;且严格做好后热处理,记下层间温度。6.施焊在厚板焊接过程中要多层多道焊,严禁摆宽道。这是因为厚板焊缝的坡口较大,单道焊缝无法填满截面内的坡口,加强对焊接过程的中间检查,而是边施工、边检查。如在清渣过程中,认真检查是否有裂纹发生,及时发现,及时处理。7.后热与保温为保证焊缝中扩散氢有足够的时间得以逸出,从而避免产生延迟裂纹,焊后进行后热处理,后热温度为200℃~250℃,测温点选在直接加温处的相对部位,严禁在直接特别注意事项备注施工单位监理(建设)单位说明:一式三份,交底人接交人各一份,存档一份归入技术资料交底人:年月日技术负责人:年月日年月日
陕西省建筑工程施工质量验收技术资料统一用表施工质量验收技术资料通用表施工技术交底记录陕ZTY-0019工程名称西安香格里拉大酒店交底日期2005.11.10交底项目型钢柱安装工程部位塔楼交底提要施工方案、工艺流程施工交底对象中建三局金属结构厂内容:施热部位测试。达此温度后用多层石棉布紧裹,保温的时间以接头区域、焊缝表面、背部均达环境温度为止。8.焊接顺序:柱刚性接头为焊接,应从整个结构的中部施焊,向四周扩展;顺焊缝对称焊完第一个两层后,再焊接另外两个相对应边的焊缝,这时可焊完四层,再绕至另两个相对边,如此循环直至焊满整个焊缝。在预埋件上焊接时,采用细焊条、小电流、分层、间隔施焊等措施,以控制整块预埋件温度不大于300℃,以免灼伤混凝土。9.实施多层多道焊,每焊完一焊道后应及时清理焊渣及表面飞溅,发现影响焊接质量的缺陷时,应清除后方可再焊。焊接时严禁在焊缝以外的母材上打火引弧。10.清除焊缝表面飞溅,焊渣。焊缝不得有咬边、气孔、裂纹、焊瘤等缺陷和焊缝表面存在几何尺寸不足现象,引入、收弧板切割时应光滑平整。(10.一级焊缝不得存在未焊满、根部收缩,咬边和接头不良等缺陷。一级焊缝和二级焊缝不得存在表面气孔、夹渣、裂纹和电弧擦伤等缺陷。11.栓钉施工:把栓钉放在焊枪的夹持装置中,把相应直径的保护瓷环置于母材上,把栓钉插入瓷环内并与母材接触;按动电源开关,栓钉自动提升,激发电弧;焊接电流增大,使栓钉端部和母材熔化;设定电弧燃烧时间达到后,将栓钉自动压入母材;切断电流,融化金属凝固,并使焊枪保持不动;冷却后,栓钉端部表面形成均匀的环状焊缝余高,敲碎并清除保护瓷环。12.栓钉熔透压型钢板焊于钢构件,焊接区压型钢板上保持干净、干燥,按照施工图弹出焊接位置标距线等;栓钉焊接开工前,应根据栓钉材质,压型钢板厚度和钢梁材质等,按规范进行栓钉穿透焊接工艺评定试验,合格后方能进行栓钉焊接。禁止使用受潮瓷环,瓷环应在烘箱中120℃烘烤2h后使用。13.严禁冒雨天在露天施焊。雨停后,必须对焊接区内进行干燥处理。特别注意事项备注施工单位监理(建设)单位说明:一式三份,交底人接交人各一份,存档一份归入技术资料交底人:年月日技术负责人:年月日年月日