


- 9.17 MB
- 14页

- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
AC伺服马达ACSERVOMOTOR682伺服系统说明书
安全指示1.在安装或使用本产品时,使用者必须彻底并仔细研读本操作手册。2.所有标上符号之指示,必须特别注意或执行,否则可能会导致身体伤害。3.本产品须由受过正确训练的人员来安装或操作。4.为安全起见,禁止以延长线作电源座供应二项以上的电器产品使用。5.当连接电源线到电源座时,必须确定此电压低于AC250V,且符合标在马达铭牌上的指定电压。※注意:电控箱电源规格如为AC220V时,请勿插接至AC380V的电源插座上,否则将出现异常且电机将无法动作。此时请立即关闭电源开关,重新检查电源。6.请不要在日光直接照射的场所、室外及室温45℃以上或5℃以下的场所操作。7.请不要在暖气(电热器)旁、有露水的场所及在相对湿度30%以下或95%以上的场所操作。8.请不要在灰尘多的场所、具有腐蚀性物质的场所及有挥发性气体的场所操作。9.请注意电源线不要受压或过度扭曲。10.电源线的接地线须以适当大小的导线和接头连接到生产工厂的系统地线,此连接必须被永久固定。11.所有可转动的部分,必须以所提供的零件加以防范露出。12.在第一次开电后,先以低速操作缝纫机并检查转动方向是否正确。13.在操作以下动作前,请先关闭电源:a)在控制箱与马达上插或拔任何连接插头时。b)穿针线时。c)翻抬车头时。d)修理或作任何机械上的调整时。e)机器休息不用时。14.修理或高层次的保养工作,仅能由受过适当训练的机电技师来执行。15.所有维修用的零件,须由本公司提供认可,方可使用。16.请不要以不适当物体来敲击或撞击本产品及各装置。保修期限本产品保修期限为购买日期起一年内或出厂月份起两年内。保修内容本产品在正常情况且无人为失误的操作下,于保修期间无偿的为客户维修使能正常操作。但以下情况于保修期间将收取维修费用:1、不当使用包括误接高压电源、将产品移做其它用途、自行拆卸、维修、更改、或不依规格范围使用、进水进油及插入异物于本产品。2、火灾、地震、闪电、风灾、水灾、盐蚀、潮湿、异常电压及其它天灾或不当场所造成的损害。3、客户购买后摔落本产品,或客户自行运输(或托付运输公司)造成的损害。*本产品在生产及测试上皆尽最大努力和严格控制使其达到高品质及高稳定的标准,但外部的电磁或静电干扰或不稳定的供应电源,仍可能对本产品造成影响或损害,因此操作场所的接地系统一定要接地良好,并建议用户安装故障安全防护装置(如漏电保护器)。
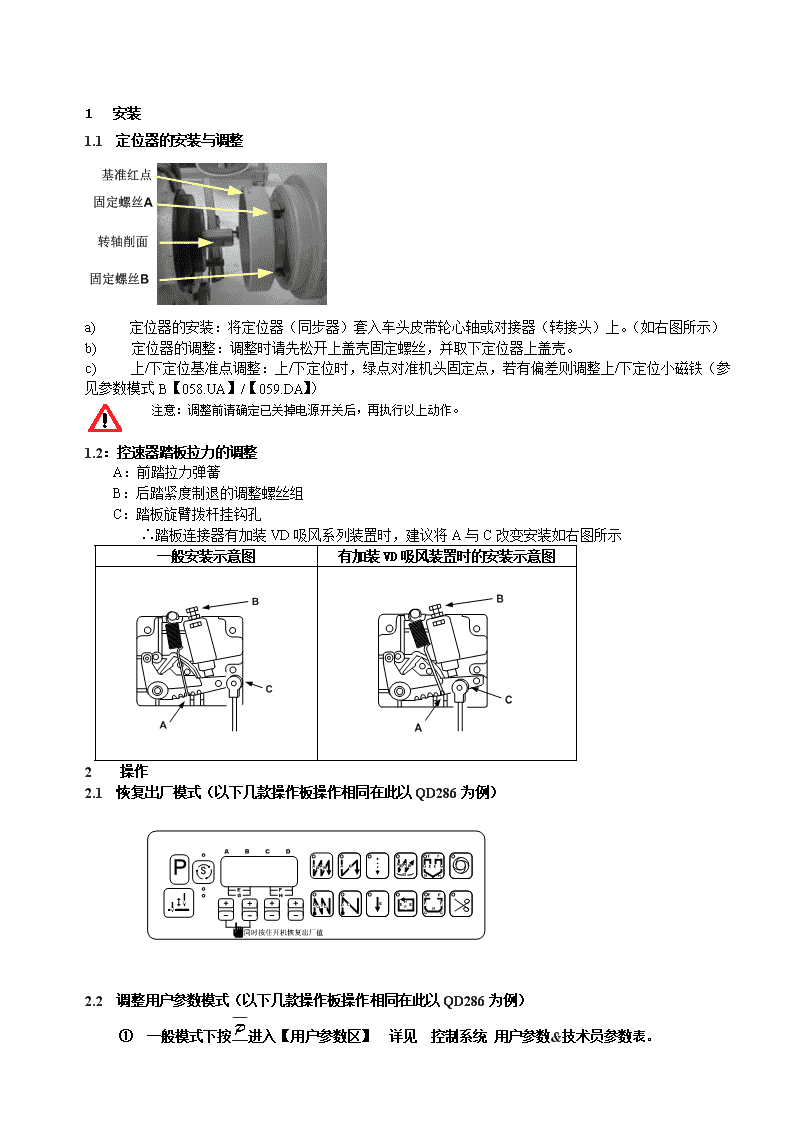
1安装1.1定位器的安装与调整a)定位器的安装:将定位器(同步器)套入车头皮带轮心轴或对接器(转接头)上。(如右图所示)b)定位器的调整:调整时请先松开上盖壳固定螺丝,并取下定位器上盖壳。c)上/下定位基准点调整:上/下定位时,绿点对准机头固定点,若有偏差则调整上/下定位小磁铁(参见参数模式B【058.UA】/【059.DA】)注意:调整前请确定已关掉电源开关后,再执行以上动作。1.2:控速器踏板拉力的调整A:前踏拉力弹簧B:后踏紧度制退的调整螺丝组C:踏板旋臂拨杆挂钩孔∴踏板连接器有加装VD吸风系列装置时,建议将A与C改变安装如右图所示一般安装示意图有加装VD吸风装置时的安装示意图2操作2.1恢复出厂模式(以下几款操作板操作相同在此以QD286为例)2.2调整用户参数模式(以下几款操作板操作相同在此以QD286为例)①一般模式下按进入【用户参数区】详见控制系统用户参数&技术员参数表。
②按进入参数内容值;按“加”“减”更改内容值2.3调整技术员参数模式(以下几款操作板操作相同在此以QD286为例)①按住键开机进入【技术员参数区】②按进入参数内容值;按“加”“减”更改内容值详见控制系统用户参数&技术员参数表。2.4选针盒2.4.1选针盒QD286B界面提针补针设置键连续回缝缝选择键定针缝选择键自由缝选择键触发自动加固缝调节键剪线选择键软启动选择键数值调节键加速减速键上下定针选择键压脚选择键
2.4.2选针盒QD287液晶显示说明备注:以下两款于上面几款操作和按键说明一样2.5选针盒按键功能说明功能按键车缝动作说明起始/终止回缝执行起始回缝2次执行起始回缝1次执行终止回缝2次执行终止回缝1次自由键1.一旦踏板前踏下就正常车缝,当踏板回到中立时,立即停止车缝。2.当踏板往后踏时,就自动完成切线/扫线等动作连续回缝一旦踏板前踩下,就自动执行来回的连续回缝动作,来回次数由D段设定。∴
前踏之后即自动执行此功能到完成切线为止,中途不会停止车缝,除非将踏板作后踏解除动作定针缝OROROR1.当踏板往前踩下时,就执行E,F段或G,H段定针缝的针数。2.在任何一段车缝途中,一旦踏板回到中立时,即立即停止车缝,此时当踏板再次往前踏下,即开始执行E,F或G,H段未完成的针数。3.当参数【010.ACD】设定为ON时,在执行完最后一段E,F或G,H段针数后则自动连贯完成终止回缝或切线等动作。针数设定选择/进入和存储内容值A,B,C,D等四键,其针数设定可选择从1到9。E,F,G,H等四键,其针数设定可选择从1到99。代表A=B=C=D=4针。代表E=F=15针。代表G=H=15针。按此键.可选择切换上段A、B、C、D,中段E、F,下段G、H的针数设定与窗口显示。QD286按此键进入参数内容值,其内容值如经调整变更后,需按下键予以储存确认,否则关掉电源后,变更的数值将会流失。提针/补针连续回缝除外,任何一种车缝中途停止时,按一下则作提针或往前补半针。任何一种车缝终止未切线时,按一下则作提针或往前补半针。触发自动(AUTO)1.在自由缝的式样中:按下此键蜂鸣器只会声响,但无功能LED灯亦不亮。2.在定针缝的式样中按下此键:a.当踏板一经往前踩下触发,即自动执行E,F段或G,H段中所设定的针数,直到段内针数完成后始自动停止。b.再逐一触发踏板,即自动执行下一段所设定的针数直到自动完成切线、扫线等动作为止。切线开关设定使用或取消切线功能。进入参数区功能键1.一般模式下按下[【P】进入参数模式A区(参数内容见1.11参数内容表)2.按住【P】开机进入参数模式B区(参数内容见1.11参数内容表)
最高速设置、加速键:速度不大于技术员设置的最高速、减速键:速度最小为200转/分钟1、抬压脚2、进入技术员模式键(QD287选针盒)1、图标亮时,切完线后压脚自动抬起。2、图标亮时,车缝中马达停止时压脚自动抬起。3、2个图标都亮时,切完线后和车缝中马达停止时压脚都自动抬起。4、当2图标都不亮时,无自动抬压脚功能。慢速启动1:图标亮了表示慢速起缝打开2:图标不亮表示慢速启动关闭上下停针设置1:图标亮了表示停车时在上停针位2:图标亮表示停车时在下停针位2.6数码款操作说明2.6.1液晶显示字体与实际字体对照表数字字体部分:实际数值0123456789液晶显示液晶画面的显示模式:英文字体部分:英文字母ABCDEFGHIJ液晶显示英文字母KLMNOPQRST液晶显示英文字母UVWXYZ液晶显示2.6.2按键说明
进入和存储内容值进入参数内容值,其内容值如经调整变更后,需按下键予以储存确认,进入参数区功能键一般模式下按下[【P】进入用户参数模式(参数内容见1.11参数内容表)按住【P】开机进入技术员参数模式(参数内容见1.11参数内容表)设置数值递增/参数递增1、A、B、C、D、E、F、G、H的设定针数增加2、参数选择区内当参数递增键3、参数内容区内当设定数值递增键设置数值递减/参数递减1、A、B、C、D、E、F、G、H的设定针数减少2、参数选择区内当参数递减键3、参数内容区内当设定数值递减键2.6.3恢复出厂设置按S键退确定同时按住上、下键开机2.6.4进入技术员模式及修改保存按S键进入参数设置按P键同时开机按上、下键进行调整参数项按P键同退出机按S键确定保存按上、下键进行调整参数
3控制系统(用户参数&技术员参数)3.1用户参数参数项目内容中文说明范围初始值设定键别内容值名称说明与备注P01最高转速(spm)100~75003700车缝时的最高转速设定P02加速曲线调整(%)1~100%80控速器爬升斜率设定斜率值愈大,速度愈陡;斜率值愈小,速度愈慢P03针停定位选择UP:上DN:下UP/DNDN同按键面板上之快速功能键UP:上停针DN:下停针P04起始回缝速度(spm)200~22001800前段回缝(起始回缝)时的速度设定P05终止回缝速度(spm)200~22001800后段回缝(终止回缝)时的速度设定P06连续回缝速度(spm)200~22001800连续回缝时的速度设定P07慢速起缝速度(spm)200~1500400慢速起缝时的速度设定P08慢速起缝针数(针)0~99针4慢速起缝时的针数设定,每一单位代表半针P09自动定针缝速度(spm)200~40003700定针缝【034.SMP】设定在A状态的速度设定(或选针盒AUTO键有按下时的速度设定)P10定针缝后自动执行终止回缝功能(不补针功能设定)ON/OFFON车缝途中停止,进行补针时机:注意:【011.RVM】必须设定在B时,始有效ON:不补针(定针缝时,可自动连贯动作CD功能)OFF:要补针(无法连贯执行CD功能)P11手按回缝时功能模式选择J/BJ手按车头回缝开关动作时机:J:JUKI方式(在车缝中或中途停止时具有动作)B:BROTHER方式(在车缝中始有动作)P12起始回缝运动模式选择A/MA起始回缝段,倒退电磁线圈动作时机:A:轻触踏板,即自动执行起始回缝M:受踏板控制,可任意停止P13起始回缝结束点操作模式选择CON/STPCONCON:起始回缝段完成后,自动连续下一段功能STP:起始回缝段针数完成后自动停止P14①起始回缝功能选择②慢速启动ON/OFFOff①外加选针盒②加全功能选针盒下始有效ON:①起始回缝功能②慢速启动功能开启OFF:①起始回缝功能②慢速启动功能关闭P15起始回缝功能A段针数之设定1~15针3在无外加选针盒下,且须【014.SBT】设定在ON状态始有效起始回缝A、B段的针数设定P16起始回缝功能B段针数之设定1~15针3
P17起始回缝功能来回次数之设定1~4回2在无外加选针盒下,且须【014.SBT】设定在ON状态始有效起始回缝来回次数设定P18起始回缝补偿1提前动作:1.2.3.4.5.6.7.8延迟动作:9.A.B.C.D.E.F10BT1,BT2=0无效BT1,BT2=1~8提早动作时机BT1,BT2=9~F延迟动作时机P19起始回缝补偿211P20终止回缝运动模式选择A/MM终止回缝段,倒退电磁线圈动作时机:A:车缝后踏板全后踏,即自动执行终止回缝M:受踏板控制,可任意停止P21终止回缝功能选择ON/OFFON在无外加选针盒下始有效ON:终止回缝功能开启OFF:终止回缝功能关闭P22终止回缝功能C段针数之设定1~15针3在无外加选针盒下,且须【021.EBT】设定在ON状态始有效终止回缝C、D段针数数设定P23终止回缝功能D段针数之设定1~15针3P24终止回缝功能来回次数之设定1~4回2在无外加选针盒下,且须【021.EBT】设定在ON状态始有效终止回缝来回次数设定P25终止回缝补偿3提前动作:1.2.3.4.5.6.7.8延迟动作:9.A.B.C.D.E.F10BT3,BT4=0无效BT3,BT4=1~8提早动作时机BT3,BT4=9~F延迟动作时机P26终止回缝补偿411P27终止回缝时C段自动在+1针ON/OFFON终止回缝时C段自动再加1针ON:有效OFF:无效P28连续回缝运动模式选择A/MA连续回缝段,倒退电磁线圈动作时机:A:轻触踏板,即自动执行连续回缝M:受踏板控制,可任意停止P29连续回缝功能选择ON/OFFOFF在无外加选针盒下始有效ON:连续回缝功能开启OFF:连续回缝功能关闭P30连续回缝针数设定1~99针4在无外加选针盒下,且须【029.BAR】设定在ON状态始有效。连续回缝来回针数设定P31连续回缝来回次数设定1~15次4在无外加选针盒下,且须【029.BAR】设定在ON状态始有效。连续回缝来回次数的设定P32连续回缝补偿5提前动作:1.2.3.4.5.6.7.8延迟动作:9.A.B.C.D.E.F10BT5,BT6=0无效BT5,BT6=1~8提早动作时机BT5,BT6=9~F延迟动作时机P33连续回缝补偿611P34定针缝运动模式选择A/MMA:轻触脚踏板,即自动执行定针缝动作M:受脚踏板控制,可任意停止与启动P35定针缝功能设定ON/OFFOFF在无外加选针盒下始有效
ON:定针缝功能开启OFF:定针缝功能关闭P36定针缝段数选择P11~250针00在无外加选针盒下始有效:且须【035.PM】设定在ON状态下,始能执行各段所设定的针数(P1~P4段于出厂时已被预设15针)P37拨线出力功能设定(夹线器压力设置)ON/OFF(0—10)ON(7)ON:有扫线动作(0无夹线动作)OFF:无扫线动作(1-10压力逐步增大)P38切线出力功能设定ON/OFFONON:有切线动作OFF:无切线动作P39车缝途中停止时,押脚出力选择UP:上DN:下UP/DNDN同按键面板上之快速功能键UP:车缝停止时,自动抬起押脚DN:车缝停止时,不自动抬押脚(由踏板后踏控制)P40切完线停止时,押脚出力选择UP:上DN:下UP/DNDN同按键面板上之快速功能键UP:切完线后,自动抬起押脚DN:车切完线后,不自动抬押脚(由踏板后踏控制)P41车缝完成件数显示0~99990自动累计完成件数P42车缝速度显示0自动显示车缝时的转速状况(速度值仅供参考)P43马达转动方向设定(正反转)CW/CCWCCWCW:逆时针方向CCW:顺时针方向3.2技术员参数内容表参数项目内容中文说明范围初始值设定键别内容值名称说明与备注P44车头皮带轮之尺寸(mm)50~20015随车头机型码之设定,已预置车头皮带轮尺寸P45马达皮带轮轮之尺寸(mm)50~15065随车头机型码之设定,已预置马达皮带轮尺寸P46切线后,反转提针角度的功能选择ON/OFFOFFON:切完线后,自动作反转的功能(角度由【047.TR8】调整决定)OFF:无作用P47切线后,反转提针角度的调整50~200160切完线后,由针上算起以反向运转作提针的角度调整P48低速(定位速度)(spm)200~300230定位速度设定P49切线速度(spm)200~300300调整切线周期时的电机速度P50押脚全额初始出力的动作时间(ms)10~990250押脚开始动作时,全额出力的动作时间P51押脚出力动作的周期信号(%)10~9030押脚动作时,以周期性省电输出,避免押脚发烫P52延迟马达起动,保护押脚下放时间10~990120踩下时延迟起动时间,以配合押脚放下之确认P53半后踏取消抬押脚功能ON/OFFONON:半后踏时,无抬押脚出力OFF:半后踏时,有抬押脚出力
P54切线动作时间(ms)5~10015切线时序所需的动作时间P55拨/扫线(或吹风)动作时间/(夹线器动作角度)10~990(1-360)30(270)拨/扫时序的动作时间(夹线器松开定位角度)P56开电后自动找上定位ON/OFFONON:开启电源后,自动找到上定位信号后停止OFF:无作用P57车头最高速度限制(spm)100~75003700最高速度总限制∴【0.01.H】速度值受此控制P58上定位调整40~18040上定位调整,数值减少时会提前停针,数值增加时会延迟停针P59下定位调整40~18050下定位调整,数值减少时会提前停针,数值增加时会延迟停针P60测试速度(spm)100~75002000设置测试速度P61A项测试ON/OFFOFFA项测试选项,设定后将按【060.TV】所设定之速度持续运行P62B项测试ON/OFFOFFB项测试选项,设定后将按【060.TV】所设定之速度执行启动-车缝-停车-剪线的循环P63C项测试ON/OFFOFFC项测试选项,设定后将按【060.TV】所设定之速度执行无定位动能的启动-车缝-停车的循环P64测试B、C导通时间1~25020B、C项测试中,设置导通时间P65测试B、C停车时间1~25020B、C项测试中,设置停车时间P66机头保护开关检测0~210:不检测,1:检测零信号,2:检测正信号P67剪线保护开关检测ON/OFFOFF0:不检测,1:检测3.3夹线方面的参数:夹线方面的参数P37(夹线器压力设置)(0—10)(7)(0无夹线动作)(1-10压力逐步增大)P55夹线器松开动作角度1-360270夹线器松开时定位角度P69夹线器启夹动作角度1-360100夹线器启夹时定位角度4错误代码表:4.1错误信息显示码一览表
错误码内容对策E7a)马达插头配线接触不良导致不转。a)定位器信号异常。b)车头机构死锁或马达皮带异物卷入卡死。c)加工物过厚,马达扭力不足无法贯穿。d)模块驱动出力异常。模块驱动出力与车头出力将全部关闭。等待电源重新开启/复位。(请检查车头是否卡住或定位器、马达、模块驱动等信号是否异常)E8连续手动倒缝超过15秒模块驱动出力与车头出力将全部关闭。等待电源重新开启/复位。E9定位器信号异常检查上下定位信号是否正常,或皮带轮是否太松了E11电源开启即自动找上定位,但定位器有插入控制箱,针上信号无法输出。自动进入无定位器模式,且切线、扫线、上定位等以及所有定针缝样式缝制功能亦无效。马达可正常操作(请检查定位器是否异常)。E12电源开启时,忘记插入定位器。自动进入无定位器模式运作,且切线、扫线、上定位等以及所有定针缝式样缝制功能亦无效。马达可正常操作。(请检查定位器是否忘记插入或异常)E14编码器信号异常检测编码器信号是否正常,或更换编码器E15电力模块不正常过流保护模块驱动出力与机头出力将全部关闭。等待电源重新开启/复位。(请仔细检查电源板各项机能)E16剪线开关不正确检查剪线机构是否回到正确位置E17机头保护开关不正确检查机头是否掀开,机头开关是否损坏5端口示意图5.1各个端口名称:220V电源定位器5V衣车灯选针盒机头保护抬压脚功能接口电机接口编码器脚踏板5.214P功能端口对应表
14132121141098762544321剪线电磁铁扫线空5V衣车灯手动倒缝倒缝电磁铁抬压脚1234(地)567891011(+5V)121314