


- 3.65 MB
- 7页

- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
小石坪电站设备检修及试运行情况分析报告郝燕林由于设备老化加上年久失修,我站今年设备故障频传,严重影响我站的安全生产工作。为了彻底搞好设备检修,确保所有设备均能正常工作,我站在公司的大力支持下,于2月25日至3月2日对2#水轮机组的发电机主轴进行了大修;3月25日至4月12日对1#水轮机组发电机进行了技术改造。现1、2#机组均已投入运行,现将设备损毁原因、检修情况及检修后的试运行情况分析报告如下:一、2#水轮发电机组发电机主轴(一)2#发电机主轴损坏经过、情况及原因1、经过:我站的2#发电机在2月20日凌晨两点左右完成328轴承的更换,在更换过程过程中发现主轴较以往有所变小,经简单处理后按照检修规程更换了328轴承,并将机组投入试运行。试运行过程中轴承出现声音大、震动大、温度高等情况。2月21日凌晨4点左右停机。2、损坏情况:撤发电机前端盖,发现328轴承内圈断裂、滚珠圈损坏、主轴原磨损而相套的套及主轴,磨坏。3、事故分析:3月22日,公司卢德敏经理在得到我站的报告后,立即从巫山赶到我站,和电站检修人员一起仔细对2#发电机损坏情况进行了全面检查,并对事故原因进行了全面分析,得出以下结论:经检查328轴承发现断裂处原有裂痕、8个滚珠有4个有多处破痕,存在严重的产品质量问题。另外,发电机前端盖328轴承盒和主轴原磨损而所镶套的套与主轴同心度精度不够。安装发电机时与水轮机主轴同心度偏差
大,是造成事故的原因。对存在的异常情况没有及时地进行处理是事故扩大的主要原因。并在现场确定了先车轴后镶套,最后再车所镶上的套的检修方案。(二)、检修过程3月23日至25日在巫山、宜昌两地组织检修材料及工具。并在巫山加工了一个内径¢133.5㎜,外径¢145㎜,长70㎜的无缝钢管套;还在三溪火电厂借了车床刀架、车刀等检修工具。3月26日,公司李贤柱经理、卢德敏经理一行赶到我站,指导我站2#发电机主轴的修复工作。在赶到工作现场后,首先将发电机的风叶卸掉,然后将经过加热后的发电机端连轴器上在发电机主轴上,待发电机连轴器冷后,将发电机吊装原安装位置,并用百分表、水平仪、塞尺等工具对发电机主轴进行找正,当确认发电机的同心度已达要求时,上好发电机地脚螺丝及连轴器的连接螺丝并上好简易车刀架;在车刀架上好后,用百分表检验车刀是否与发电机主轴平行。以上工作均结束以后,开启水轮机高压闸阀让发电机缓慢匀速转动,转速控制在100n/min —180n/min之间。要求将图1正在对发电机找中心图2正在进行第一次车主轴
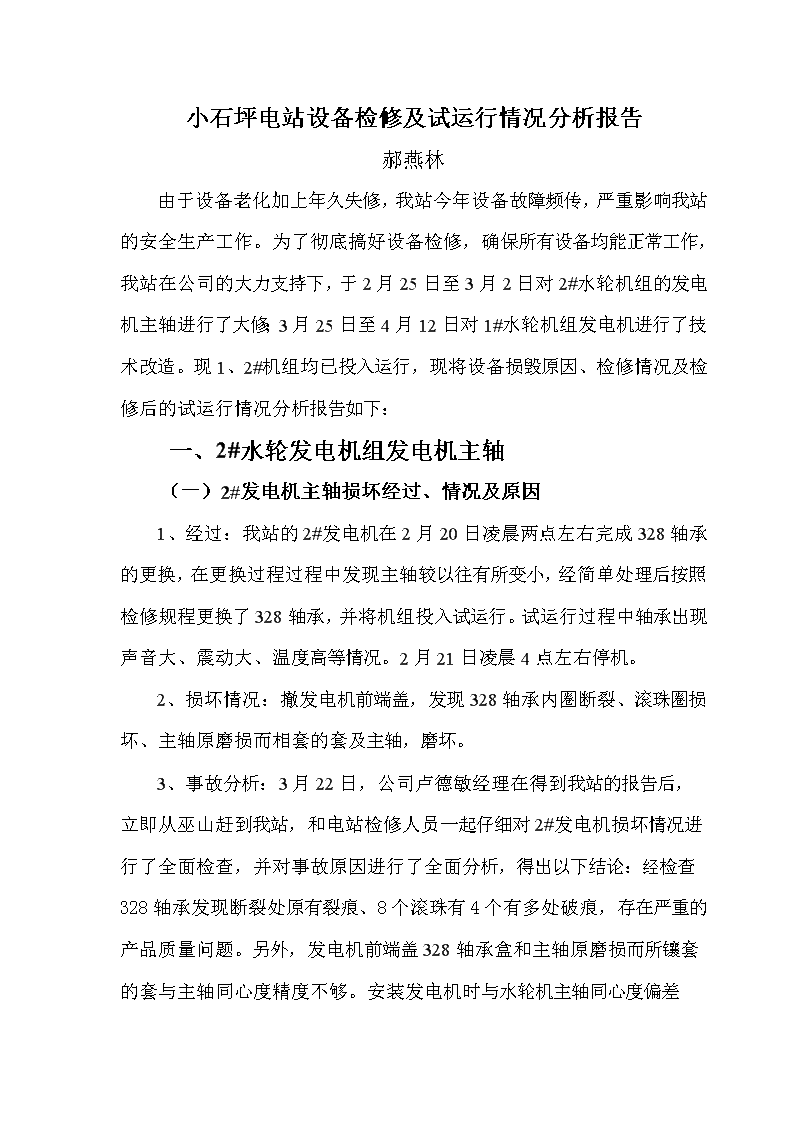
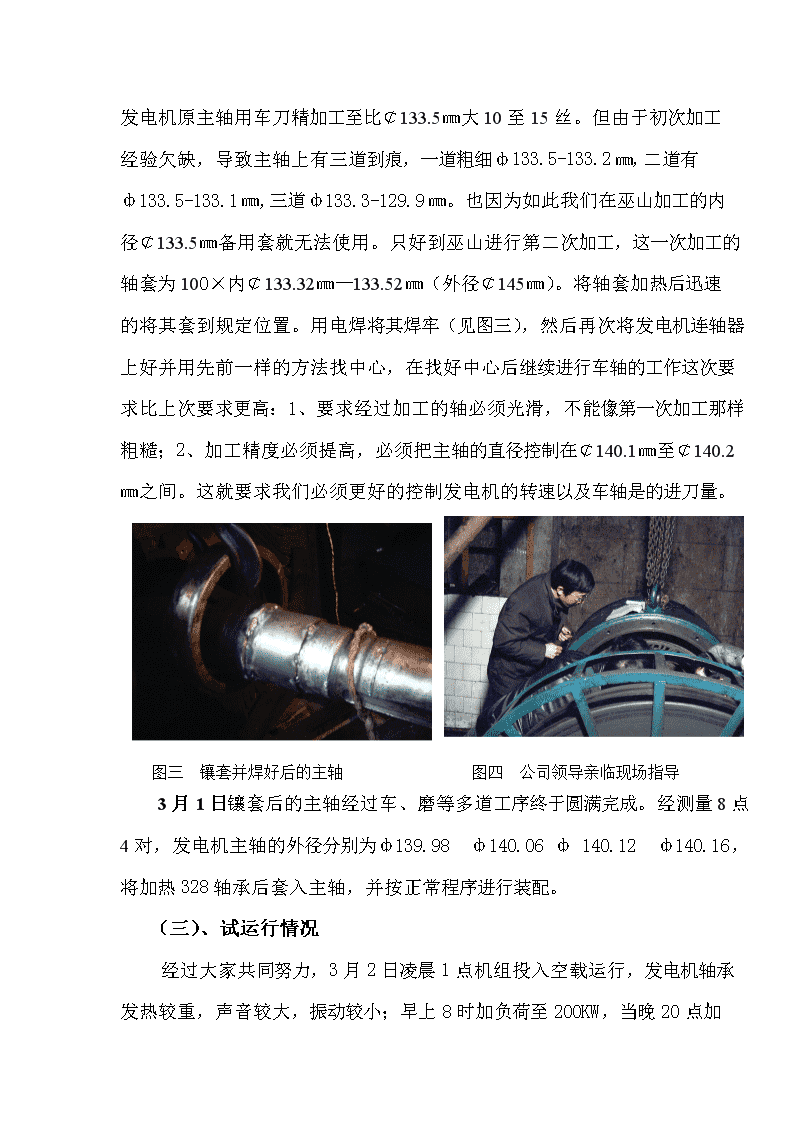
发电机原主轴用车刀精加工至比¢133.5㎜大10至15丝。但由于初次加工经验欠缺,导致主轴上有三道到痕,一道粗细ф133.5-133.2㎜,二道有ф133.5-133.1㎜,三道ф133.3-129.9㎜。也因为如此我们在巫山加工的内径¢133.5㎜备用套就无法使用。只好到巫山进行第二次加工,这一次加工的轴套为100×内¢133.32㎜—133.52㎜(外径¢145㎜)。将轴套加热后迅速的将其套到规定位置。用电焊将其焊牢(见图三),然后再次将发电机连轴器上好并用先前一样的方法找中心,在找好中心后继续进行车轴的工作这次要求比上次要求更高:1、要求经过加工的轴必须光滑,不能像第一次加工那样粗糙;2、加工精度必须提高,必须把主轴的直径控制在¢140.1㎜至¢140.2㎜之间。这就要求我们必须更好的控制发电机的转速以及车轴是的进刀量。图三镶套并焊好后的主轴图四公司领导亲临现场指导3月1日镶套后的主轴经过车、磨等多道工序终于圆满完成。经测量8点4对,发电机主轴的外径分别为ф139.98ф140.06ф140.12ф140.16,将加热328轴承后套入主轴,并按正常程序进行装配。(三)、试运行情况经过大家共同努力,3月2日凌晨1点机组投入空载运行,发电机轴承发热较重,声音较大,振动较小;早上8时加负荷至200KW,当晚20点加
负荷至400KW运行均较稳定。几日后加负荷至430KW,振动,温度、声音都有所下降。设备恢复正常运行。现2#机组出力可达480KW,运行均为正常。二、1#水轮机组发电机技改(一)1#发电机主轴损坏情况及原因3月27日早上7点,我站按调度命令加负荷运行,加负荷后经检查运行正常,7点30分,发电机轴承突然出现高温,轴承声音也随即增大,轴承盒出现冒烟现象,机房运行人员和在站负责人立即将1#机组停机。并马上报告公司相关负责人。14点30分,公司分管设备的卢德敏经理一行赶到电站,在询问当时上班人员一些具体情况后,和电站检修人员一起对事故现场进行了仔细检查,检查发现:328轴承滚珠夹严重变形,内圈高温后变形;发电机主轴较热;破坏328轴承检查,轴承并无质量问题;用500㎜游标卡尺测量主轴圆度粗处为ф139.98㎜,两边、细处为ф139.95㎜,轴承盒内圆ф300处也有严重的磨损;以主轴328轴承内端为参考点检测磨损处,发现不同心严重,相差1—1.5㎜。卢经理还和电站检修人员一道对这次事故原因进行了分析,并得出以下结论:由于以前经常反复撤装328轴承,发电机主轴经过磨损严重变细,现场修复多次又造成同心度发生大的偏移;运行时轴承向飞轮方向发生位移造成328轴承与发电机主轴内侧止口发生摩擦,产生铁屑,代入328轴承,造成轴承磨损,油温升高,磨损进而加剧,从而造成此次事故。(二)、检修方案卢经理在与电站检修人员座谈后确定了两种检修方案:1、返回原厂维修发电机主轴,技改前轴承盒为双轴承(328加46328)。2、现场对磨损
的发电机主轴用电焊进行堆焊,用磨光机、锉刀、砂纸进行打磨加工,控制圆度和同心度,在宜昌或重庆加工轴承盒。以上两种方案,第一种可靠性更高,第二种时间最短,我站力主用第一种方案,最后经公司研究决定用第一种方案。(三)、检修过程2006年3月29日,公司就此次发电机返厂技改与重庆新东方电机有限公司就技改时间、技改的可靠性、技改的价格进行了联系,并达成了初步协议。3月30日—3月31日电站组织人员将发电机从机房运到本站办公楼前的空地,并用三脚架和手拉葫芦将发电机吊装上运往巫山的方圆汽车上。3月31日晚吊装上运往重庆的长途货车,4月2日18点发电机运抵重庆新东方电机有限公司,开始了正式的技改检修工作。图五发电机转子抽出后的情况图六整修前的发电机定子在重庆新东方电机有限责任公司发电机一共进行了以下几项工作:1、将发电机抽心,并清洗发电机定子线圈,同时进行烘干和绝缘处理;2、将发电机主轴进行镶套及精加工(见图七),加工轴承紧固螺
母;3、将前轴承由单轴承(328)改成46328(实际上最好使用66328轴承)和32328轴承;发电机后轴承由32326改为42326,以承受46328(66328)损坏后推力反向串动;4、对发电机定子引出线的接线端子进行处理。以上几项工作完成后将发电机组装完好,完成以上工作,4月8日21点装上返回巫山的长途货车。图七镶套并加工好的发电机主轴图八技改后的发电机前轴承布置情况4月9日运送发电机的货车抵达巫山,4月10日下午14:30,发电机吊装上运往电站的方圆货车上,晚间21:30发电机运抵本站,电站组织人员下车。4月11日,电站组织人力将发电机迅速搬移至机房并在当晚20点安装结束,设备投入空转,空转时温度较低,震动较小;22点将发电机启励,电压、频率均达额定值,发电机前轴承发热较快,用手试摸,感觉烫手,立即转入空转状态,温度下降。4月12日7:30重新启励,感觉温度较昨日有所下降,震动没变,用并网灯核实
图九检修人员正在平移发电机图十发电机已吊移至机房外发电机出线相序,发现A、B两相接反,重新接线后相序正常,12点与系统并网,加负荷200KW运行,温度较高,震动小;18:30加负荷至300KW,温度较高,震动小。4月15日负荷300,温度达55℃,报告公司分管领导;4月18日,负荷350KW温度达58℃,4月21日,负荷400时温度62℃,负荷280KW温度达58℃;负荷200KW时温度65℃;4月25日负荷400KW温度70℃,负荷200KW温度只有55℃。针对这种情况,我站要求运行人员多检查,多记录,至少每半小时检查一次,一小时抄一次表(温度)。2006年4月15日