


- 234.19 KB
- 7页


- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
SH/T3903-A.4焊接工艺评定报验申请表编号:WHYT/A4-C76-5100-HJ-002致:(监理单位)我单位已完成山东四方安装工程有限公司焊接实验室焊接工艺评定整理工作,经自检合格,现报上该工程报验申请表,请予以审查和验收。附:焊接工艺评定项目经理:承包单位(章)日期:审核意见:项目监理机构总/专业监理工程师日期建设单位审查意见:(仅对A级控制点)专业工程师或项目部经理:A□B□日期
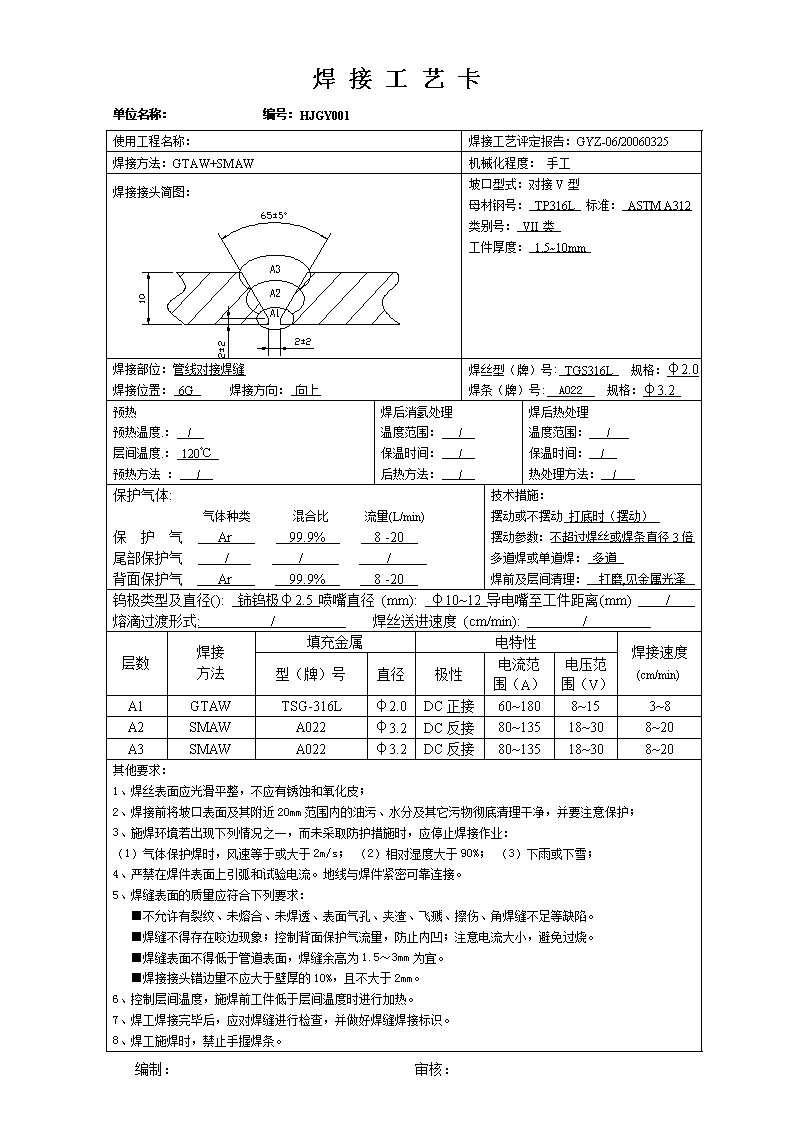
焊接工艺卡单位名称:编号:HJGY001使用工程名称:焊接工艺评定报告:GYZ-06/20060325焊接方法:GTAW+SMAW机械化程度:手工焊接接头简图:坡口型式:对接V型母材钢号:TP316L标准:ASTMA312类别号:VII类工件厚度:1.5~10mm焊接部位:管线对接焊缝焊接位置:6G焊接方向:向上焊丝型(牌)号:TGS316L规格:φ2.0焊条(牌)号:A022规格:φ3.2预热预热温度.:/层间温度.:120℃预热方法:/焊后消氢处理温度范围:/保温时间:/后热方法:/焊后热处理温度范围:/保温时间:/热处理方法:/保护气体:气体种类混合比流量(L/min)保护气Ar99.9%8-20尾部保护气///背面保护气Ar99.9%8-20技术措施:摆动或不摆动打底时(摆动)摆动参数:不超过焊丝或焊条直径3倍多道焊或单道焊:多道焊前及层间清理:打磨,见金属光泽钨极类型及直径():铈钨极φ2.5喷嘴直径(mm):φ10~12导电嘴至工件距离(mm)/熔滴过渡形式:/焊丝送进速度(cm/min):/层数焊接方法填充金属电特性焊接速度(cm/min)型(牌)号直径极性电流范围(A)电压范围(V)A1GTAWTSG-316Lφ2.0DC正接60~1808~153~8A2SMAWA022φ3.2DC反接80~13518~308~20A3SMAWA022φ3.2DC反接80~13518~308~20其他要求:1、焊丝表面应光滑平整,不应有锈蚀和氧化皮;2、焊接前将坡口表面及其附近20mm范围内的油污、水分及其它污物彻底清理干净,并要注意保护;3、施焊环境若出现下列情况之一,而未采取防护措施时,应停止焊接作业:(1)气体保护焊时,风速等于或大于2m/s;(2)相对湿度大于90%;(3)下雨或下雪;4、严禁在焊件表面上引弧和试验电流。地线与焊件紧密可靠连接。5、焊缝表面的质量应符合下列要求:■不允许有裂纹、未熔合、未焊透、表面气孔、夹渣、飞溅、擦伤、角焊缝不足等缺陷。■焊缝不得存在咬边现象;控制背面保护气流量,防止内凹;注意电流大小,避免过烧。■焊缝表面不得低于管道表面,焊缝余高为1.5~3mm为宜。■焊接接头错边量不应大于壁厚的10%,且不大于2mm。6、控制层间温度,施焊前工件低于层间温度时进行加热。7、焊工焊接完毕后,应对焊缝进行检查,并做好焊缝焊接标识。编制:审核:8、焊工施焊时,禁止手握焊条。
焊接工艺卡单位名称:编号:HJGY002使用工程名称:焊接工艺评定报告:GYE-05/20060324焊接方法:GTAW+SMAW机械化程度:手工焊接接头简图:坡口型式:对接V型母材钢号:TP304L标准:ASTMA312类别号:VII类工件厚度:1.5~12mm焊接部位:管线对接焊缝焊接位置:6G焊接方向:向上焊丝型(牌)号:TGS308L规格:φ2.0焊条(牌)号:A002规格:φ3.2预热预热温度.:/层间温度.:250℃预热方法:/焊后消氢处理温度范围:/保温时间:/后热方法:/焊后热处理温度范围:/保温时间:/热处理方法:/保护气体:气体种类混合比流量(L/min)保护气Ar99.9%8-20尾部保护气///背面保护气Ar99.9%8-20技术措施:摆动或不摆动摆动摆动参数:不超过焊丝或焊条直径3倍多道焊或单道焊:多道焊前及层间清理:打磨,见金属光泽钨极类型及直径():铈钨极φ2.5喷嘴直径(mm):φ10~12导电嘴至工件距离(mm)/熔滴过渡形式:/焊丝送进速度(cm/min):/层数焊接方法填充金属电特性焊接速度(cm/min)型(牌)号直径极性电流范围(A)电压范围(V)A1GTAW308Lφ2.0正接60~1708~153~8A2SMAWA002φ3.2反接60~13515~265~14A3SMAWA002φ3.2反接60~13515~265~14其他要求:1、焊丝表面应光滑平整,不应有锈蚀和氧化皮;2、焊接前将坡口表面及其附近20mm范围内的油污、水分及其它污物彻底清理干净,并要注意保护;3、施焊环境若出现下列情况之一,而未采取防护措施时,应停止焊接作业:(1)气体保护焊时,风速等于或大于2m/s;(2)相对湿度大于90%;(3)下雨或下雪;4、严禁在焊件表面上引弧和试验电流。地线与焊件紧密可靠连接。5、焊缝表面的质量应符合下列要求:■不允许有裂纹、未熔合、未焊透、表面气孔、夹渣、飞溅、擦伤、角焊缝不足等缺陷。■焊缝不得存在咬边现象;控制背面保护气流量,防止内凹;注意电流大小,避免过烧。■焊缝表面不得低于管道表面,焊缝余高为1.5~3mm为宜。■焊接接头错边量不应大于壁厚的10%,且不大于2mm。6、控制层间温度,施焊前工件低于层间温度时进行加热。7、焊工焊接完毕后,应对焊缝进行检查,并做好焊缝焊接标识。编制:审核:8、焊工施焊时,禁止手握焊条。
焊接工艺卡单位名称:编号:HJGY003使用工程名称:焊接工艺评定报告:HPBG200610焊接方法:GTAW+SMAW机械化程度:手工焊接接头简图:坡口型式:对接V型母材钢号:0Cr18Ni9标准:ASTMA312类别号:VII类工件厚度:6mm焊接部位:管线对接焊缝焊接位置:6G焊接方向:向上焊丝型(牌)号:H0Cr9Ni9规格:φ2.0焊条(牌)号:THA002规格:φ3.2预热预热温度.:/层间温度.:/预热方法:/焊后消氢处理温度范围:/保温时间:/后热方法:/焊后热处理温度范围:/保温时间:/热处理方法:/保护气体:气体种类混合比流量(L/min)保护气Ar99.9%8-20尾部保护气///背面保护气Ar99.9%8-20技术措施:摆动或不摆动稍作摆动摆动参数:稍作摆动多道焊或单道焊:单道焊焊前及层间清理:手工机械钨极类型及直径():铈钨极φ2.5喷嘴直径(mm):φ10~12导电嘴至工件距离(mm)/熔滴过渡形式:/焊丝送进速度(cm/min):/层数焊接方法填充金属电特性焊接速度(cm/min)型(牌)号直径极性电流范围(A)电压范围(V)A1GTAWH0Cr9Ni9φ2.0正接60~15012~145~6A2SMAWTHA102φ3.2反接80~10518~205~6A3SMAWTHA102φ3.2反接80~13518~205~6其他要求:1、焊丝表面应光滑平整,不应有锈蚀和氧化皮;2、焊接前将坡口表面及其附近20mm范围内的油污、水分及其它污物彻底清理干净,并要注意保护;3、施焊环境若出现下列情况之一,而未采取防护措施时,应停止焊接作业:(1)气体保护焊时,风速等于或大于2m/s;(2)相对湿度大于90%;(3)下雨或下雪;4、严禁在焊件表面上引弧和试验电流。地线与焊件紧密可靠连接。5、焊缝表面的质量应符合下列要求:■不允许有裂纹、未熔合、未焊透、表面气孔、夹渣、飞溅、擦伤、角焊缝不足等缺陷。■焊缝不得存在咬边现象;控制背面保护气流量,防止内凹;注意电流大小,避免过烧。■焊缝表面不得低于管道表面,焊缝余高为1.5~3mm为宜。■焊接接头错边量不应大于壁厚的10%,且不大于2mm。6、控制层间温度,施焊前工件低于层间温度时进行加热。7、焊工焊接完毕后,应对焊缝进行检查,并做好焊缝焊接标识。编制:审核:8、焊工施焊时,禁止手握焊条。
焊接工艺卡单位名称:编号:HJGY004使用工程名称焊接工艺评定报告:HPBG200606焊接方法:GTAW+SMAW机械化程度:手工焊接接头简图:坡口型式:对接V型母材钢号:20#标准:GB/T8163-2008类别号:I类工件厚度:1.5~10mm焊接部位:管线对接焊缝焊接位置:6G焊接方向:向上焊丝型(牌)号:H08Mn2Si规格:φ2.0焊条(牌)号:E4315规格:φ3.2预热预热温度.:/层间温度.:/预热方法:/焊后消氢处理温度范围:/保温时间:/后热方法:/焊后热处理温度范围:/保温时间:/热处理方法:/保护气体:气体种类混合比流量(L/min)保护气Ar99.9%8-20尾部保护气///背面保护气Ar99.9%8-20技术措施:摆动或不摆动摆动摆动参数:不超焊材直径3倍多道焊或单道焊:多道焊焊前及层间清理:手工机械钨极类型及直径():铈钨极φ2.5喷嘴直径(mm):φ10~12导电嘴至工件距离(mm)/熔滴过渡形式:/焊丝送进速度(cm/min):/层数焊接方法填充金属电特性焊接速度(cm/min)型(牌)号直径极性电流范围(A)电压范围(V)A1GTAWH08Mn2Siφ2.0正接50~908~124~8A2SMAWJ427φ3.2反接80~15018~263~10其他要求:1、焊丝表面应光滑平整,不应有锈蚀和氧化皮;2、焊接前将坡口表面及其附近20mm范围内的油污、水分及其它污物彻底清理干净,并要注意保护;3、施焊环境若出现下列情况之一,而未采取防护措施时,应停止焊接作业:(1)气体保护焊时,风速等于或大于2m/s;(2)相对湿度大于90%;(3)下雨或下雪;4、严禁在焊件表面上引弧和试验电流。地线与焊件紧密可靠连接。5、焊缝表面的质量应符合下列要求:■不允许有裂纹、未熔合、未焊透、表面气孔、夹渣、飞溅、擦伤、角焊缝不足等缺陷。■焊缝不得存在咬边现象;控制背面保护气流量,防止内凹;注意电流大小,避免过烧。■焊缝表面不得低于管道表面,焊缝余高为1.5~3mm为宜。■焊接接头错边量不应大于壁厚的10%,且不大于2mm。6、控制层间温度,施焊前工件低于层间温度时进行加热。7、焊工焊接完毕后,应对焊缝进行检查,并做好焊缝焊接标识。编制:审核:8、焊工施焊时,禁止手握焊条。
焊接工艺卡单位名称:编号:HJGY005使用工程名称焊接工艺评定报告:VII-1/I-1-CO2/PQR20041110焊接方法:CO2气体保护焊机械化程度:手工焊接接头简图:坡口型式:对接V型母材钢号:20#、0Cr18Ni9标准:GB/T8163-2008类别号:I+VII类工件厚度:6~14mm焊接部位:钢板对接焊缝焊接位置:全方位焊接方向:向上焊丝型(牌)号:ER-309规格:φ1.0焊条(牌)号:A302规格:φ3.2预热预热温度.:/层间温度.:/预热方法:/焊后消氢处理温度范围:/保温时间:/后热方法:/焊后热处理温度范围:/保温时间:/热处理方法:/保护气体:气体种类混合比流量(L/min)保护气Ar99.9%15-20尾部保护气///背面保护气///技术措施:摆动或不摆动摆动摆动参数:不超焊材直径3倍多道焊或单道焊:多道焊焊前及层间清理:手工机械钨极类型及直径():铈钨极φ2.5喷嘴直径(mm):φ10~12导电嘴至工件距离(mm)/熔滴过渡形式:/焊丝送进速度(cm/min):/层数焊接方法填充金属电特性焊接速度(cm/min)型(牌)号直径极性电流范围(A)电压范围(V)打底CO2气体保护焊ER309φ1.0反接50~18018~203~5盖面CO2气体保护焊ER309φ1.0反接50~18018~203~5其他要求:1、焊丝表面应光滑平整,不应有锈蚀和氧化皮;2、焊接前将坡口表面及其附近20mm范围内的油污、水分及其它污物彻底清理干净,并要注意保护;3、施焊环境若出现下列情况之一,而未采取防护措施时,应停止焊接作业:(1)气体保护焊时,风速等于或大于2m/s;(2)相对湿度大于90%;(3)下雨或下雪;4、严禁在焊件表面上引弧和试验电流。地线与焊件紧密可靠连接。5、焊缝表面的质量应符合下列要求:■不允许有裂纹、未熔合、未焊透、表面气孔、夹渣、飞溅、擦伤、角焊缝不足等缺陷。■焊缝不得存在咬边现象;控制背面保护气流量,防止内凹;注意电流大小,避免过烧。■焊缝表面不得低于管道表面,焊缝余高为1.5~3mm为宜。■焊接接头错边量不应大于壁厚的10%,且不大于2mm。6、控制层间温度,施焊前工件低于层间温度时进行加热。
7、焊工焊接完毕后,应对焊缝进行检查,并做好焊缝焊接标识。编制:审核:8、焊工施焊时,禁止手握焊条。