


- 236.18 KB
- 6页


- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
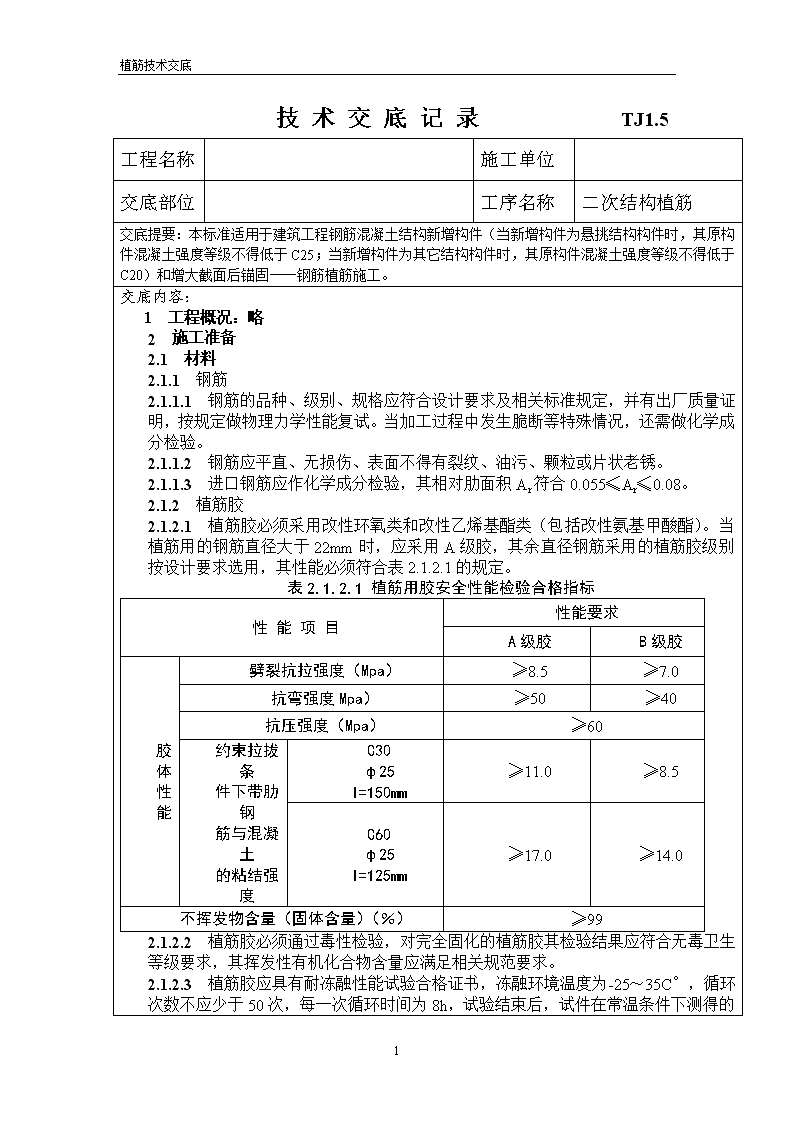
植筋技术交底技术交底记录TJ1.5工程名称施工单位交底部位工序名称二次结构植筋交底提要:本标准适用于建筑工程钢筋混凝土结构新增构件(当新增构件为悬挑结构构件时,其原构件混凝土强度等级不得低于C25;当新增构件为其它结构构件时,其原构件混凝土强度等级不得低于C20)和增大截面后锚固—钢筋植筋施工。交底内容:1工程概况:略2施工准备2.1材料2.1.1钢筋2.1.1.1钢筋的品种、级别、规格应符合设计要求及相关标准规定,并有出厂质量证明,按规定做物理力学性能复试。当加工过程中发生脆断等特殊情况,还需做化学成分检验。2.1.1.2钢筋应平直、无损伤、表面不得有裂纹、油污、颗粒或片状老锈。2.1.1.3进口钢筋应作化学成分检验,其相对肋面积Ar符合0.055≤Ar≤0.08。2.1.2植筋胶2.1.2.1植筋胶必须采用改性环氧类和改性乙烯基酯类(包括改性氨基甲酸酯)。当植筋用的钢筋直径大于22mm时,应采用A级胶,其余直径钢筋采用的植筋胶级别按设计要求选用,其性能必须符合表2.1.2.1的规定。表2.1.2.1植筋用胶安全性能检验合格指标性能项目性能要求A级胶B级胶胶体性能劈裂抗拉强度(Mpa)≥8.5≥7.0抗弯强度Mpa)≥50≥40抗压强度(Mpa)≥60约束拉拔条件下带肋钢筋与混凝土的粘结强度C30φ25l=150mm≥11.0≥8.5C60φ25l=125mm≥17.0≥14.0不挥发物含量(固体含量)(%)≥992.1.2.2植筋胶必须通过毒性检验,对完全固化的植筋胶其检验结果应符合无毒卫生等级要求,其挥发性有机化合物含量应满足相关规范要求。2.1.2.3植筋胶应具有耐冻融性能试验合格证书,冻融环境温度为-25~35C°6
植筋技术交底,循环次数不应少于50次,每一次循环时间为8h,试验结束后,试件在常温条件下测得的强度降低百分率A级不应大于10%,B级不应大于15%。2.1.3丙酮:有产品合格证书和检验报告。2.2机具设备2.2.1机械:钢筋探测仪器、电锤、水钻、小型气泵、砂轮锯、磨光机2.2.2工具:毛刷、钢丝刷、气管、胶枪2.3作业条件2.3.1对植筋操作的工人进行交底、培训,考试合格后方可进行操作施工。2.3.2大面积植筋前,必须先对不同品牌植筋胶和具有代表性的部位进行样板施工,抗拉拔承载力试验合格后方可进行大面积施工。2.3.3植筋部位原结构面的缺陷按相关要求进行补强或加固处理完成。2.3.4特殊部位的操作平台搭设完成,并经验收合格。2.3.5技术交底针对施工部位、所植钢筋、植筋深度、植筋根数等要求明确。3操作工艺3.1工艺流程3.2操作方法3.2.1定位、钻孔根据设计要求,在现场进行放线定位,标出钻孔位置,在放线定位前应采用探测仪器对原构件的钢筋位置进行探测,植筋的位置不得与原构件的钢筋位置冲突。确定好钻孔位置后使用水钻或电锤进行钻孔,当原构件质量较差,存在裂纹缝隙时必须采用水钻,乙减少施工震动对结构造成的破坏,一般情况下钢筋植筋大于18mm的植筋孔宜采用水钻成孔。植筋孔径大小为d+4~8mm,一般情况下各直径钢筋对应的孔径大小见表3.2.1。若基材上存在受力钢筋,钻孔位置可适当调整,但均宜植在箍筋内侧(对梁、柱)或分布筋内侧(对板、剪力墙)。表3.2.1植筋直径与对应的钻孔直径钢筋直径d(mm)钻孔直径D(mm)钢筋直径d(mm)钻孔直径D(mm)6818228122028101422301216253214182835162032406
植筋技术交底3.2.2植筋孔清理和验收3.2.2.1钻孔完成后,将孔周围灰尘清理干净,用气泵、钢丝刷清孔,对重要构件要作到三吹两刷,即吹孔三次、清刷两次。其余构件清孔应根据设计要求进行。清刷完毕后,用棉丝沾丙酮,清刷孔洞内壁,使孔洞内最终达到清洁干燥。3.2.2.2如遇成孔部位较潮湿的情况,还须用加热棒,对所成的孔进行干燥处理。3.2.2.3清孔后用干净棉丝将清洁过的孔封堵严密,以防有灰尘和异物落入。3.2.2.4植筋孔清理完成后,组织相关方进行隐蔽验收,并作好验收记录,验收记录见附表一。3.2.3钢筋除锈3.2.4.1植筋用钢筋必须做好除锈清理,采用磨光机固定钢丝刷对钢筋的除锈部位进行打磨,要求除锈长度大于锚固长度50mm左右。3.2.3.2普通没有锈蚀的钢筋,应用角磨机和钢丝刷将除锈清理长度范围内的钢筋表面打磨出光泽,严重锈蚀的钢筋不能作为植筋使用。3.2.3.3若钢筋粘有油污,应用丙酮将其清洗干净。3.2.3.4在植筋前再将钢筋打磨好的部分用棉丝沾丙酮擦拭干净。3.2.4注植筋胶将植筋胶管置入套筒,旋上混合器,然后将套筒置入打胶枪内,将胶枪上的混合喷头伸进孔的底部,扣动扳机,且每一次扣动扳机感觉有明显压力后,一步一步慢慢抽出,药剂添满孔深的2/3时,停止扣动扳机。3.2.5插筋锚固3.2.5.1非通孔锚固根据植入深度,在处理好的钢筋除锈端做明显标记,然后插向孔洞,一边插一边向同一方向缓慢旋转,直至到达孔洞底部为止,此时应有锚固胶从孔洞内溢出。3.2.5.2通孔锚固将处理好的钢筋插入孔内,孔两端用环氧砂浆封堵,封堵的同时,须在通孔两端预埋气管,一端注胶,另一端排气。将锚固用植筋胶装入打胶筒内,安装打胶嘴。将植筋胶通过注胶管注入孔洞内,直至另一端出气管溢出胶为止,而后将出气管弯折扎紧。4质量标准4.1主控项目4.1.1钢筋的品种和质量均必须符合设计要求和有关标准规定,进口钢筋需先经过化学成分检验,符合有关规定后方可使用。检查方法:进场验收,复核相关资料,现场取样进行复试。4.1.2植筋胶性能必须满足要求。检查方法:进场验收,复核相关资料,现场取样复试,现场样板抗拉拔承载力试验。4.1.3植入钢筋锚固的抗拉强度必须满足要求。检查方法:抗拉拔承载力的现场检验检查数量:同规格、同型号、基本相同部位的植筋组成一个检验批。抽取数量按每批植筋总数的1‰计算,且不少于3根。4.1.4植筋深度要求植筋的植入深度最小值I≥10*d(见下表)6
植筋技术交底检查方法:现场实测4.2一般项目4.2.1植筋孔的位置、直径、孔深和垂直度是否满足要求。检查方法:尺量和检查施工记录、植筋成孔记录4.2.2 植筋孔是否清理干净检查方法:抽查和检查施工记录4.2.3 植筋所用钢筋是否除锈,钢筋表面是否打磨出光泽检查方法:现场检查和检查施工记录4.2.4 植筋孔质量要求见表4.2.4表4.2.4 植筋孔质量要求植筋孔深度允许偏差(mm)植筋孔垂直度允许偏差(°)植筋孔位置允许偏差(mm)+20555 成品保护5.0.1清孔后用干净棉丝将清洁过的孔封堵严密封堵,以防有灰尘和异物落入对孔造成污染。5.0.2 除锈和清理完的钢筋要放置在干燥的地方,并且对打磨出光泽的钢筋部位进行包扎保护,以防被污染。5.0.3 对植好的钢筋应做好保护工作,以防在植筋胶固化时间内钢筋被摇摆或碰撞。6 应注意的质量问题6.0.1 定位的准确性钢筋植筋都是在已有构件上钻孔施工,钻孔时均不得破坏原结构钢筋,所以在钻孔前必须采用钢筋位置探测仪器对原结构的钢筋位置进行探测。6.0.2 钻孔深度6
植筋技术交底钢筋植筋的钻孔深度直接影响到植筋质量,所以对植筋孔必须逐一进行检查。6.0.3 孔洞和钢筋清理钢筋植筋的孔洞和钢筋清理是关系到植筋质量的又一重要因素,孔洞和钢筋清理做得不好,会使植人的钢筋和孔壁之间结合不紧密,达不到设计所需要的拉拔力。6.0.4 植筋注胶的密实度植筋阶段,注胶一定要饱满,注胶少了,胶量不够,植入的钢筋也无法达到设计所需要的拉拔力。所以注胶植筋阶段,负责钢筋植筋的专项工长及班组长必须有人在现场指挥监督,孔内注胶不得少于孔深的2/3,钢筋插至孔底部之后应有多余的胶从孔内溢出。6.0.5 植筋插筋 植筋插筋时钢筋应沿着一个方向旋转着插至孔底,以免在孔内产生气体留存,影响植筋质量。6.0.6 成品保护钢筋锚固用的植筋胶需要一定的固化时间,所以,植筋胶固化之前,不得扰动刚刚植好的钢筋。6.0.7植筋胶使用注意事项将植筋胶管置入套筒,旋上混合器,然后将套筒置入打胶枪内,扣动扳机。第一、二次挤出来的胶不要使用,因为此时胶可能没有混合均匀。7质量记录7.1 原材料7.1.1 钢筋:钢筋的出厂质量证明书、钢筋的标识牌7.1.2 植筋胶:产品合格证、性能型式检验报告、安全性能检验报告、有害物质含量检验报告、不含乙二胺检验报告、无毒检验报告、抗老化性能检验报告、产品质量50年保证书(进口产品)、进口货物报关单(进口产品)。7.2 试验报告 钢筋复试报告、钢筋化学分析报告(进口钢筋或对其质量存在怀疑的钢筋)、植筋的现场抗拉拔承载力样板试验报告、植筋抗拉拔承载力试验报告。7.3相关记录材料进场验收记录、施工记录、植筋孔检查记录、材料进场验收记录、质量评定记录。技术负责人刘中觉交底人接受交底人6
植筋技术交底注:本记录一式两份,一份交接受交底人,一份存档6