


- 132.50 KB
- 7页
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
表C1-3技术交底记录工程名称交底部位钢筋加工交底工程编号日期交底内容:一、工程概况:二、施工准备1、材料准备1)钢筋运到加工工地后,必须严格按分批同等级,牌号、直径、长度、分别挂牌存放,不得混放乱放。2)钢筋存放场地必须进行平整夯实,堆放时,钢筋下面要垫垫木,离地面不宜小于20cm,以防止钢筋锈蚀和污染。3)钢筋半成品要分部、分层、分段和构件名称,按号顺序堆放,同部位,同构件的钢筋应堆放在一起。并挂牌明显标识,标牌上注明构件的部位名称,钢筋型号、尺寸直径、根数。4)根据钢筋绑扎的顺序要求,确定钢筋加工顺序,安排适当,做到先进场的钢筋先用,钢筋半成品存放地点合理,实现钢筋绑扎与钢筋加工的互相有效配合。2、钢筋检验1)钢筋取样,每批重量不大于60T,在每批钢筋中任意取出两根钢筋,并各取一根,每试样要从钢筋端部截去50CM然后再另行截取试样两根,一根做拉力试验(包括屈服点,抗拉强度和延伸率),另一根作冷弯试验,试验时,如有一个试验结果不符合规范所规定的数值时,则应另取双陪数量的试件,对不合格的项目作第二次试验,如仍有一根不合格,则该批钢筋不能验收和使用。2)查对场地的钢筋品种、规格以及数量,是否满足施工要求,进场钢筋待复试合格后,方可进行加工。
表C1-3技术交底记录3、主要机具钢筋调直机、钢筋切断机、套丝机、手工弯曲扳子及钢筋弯曲机、无齿锯等。三、作业条件1、熟悉施工图,检查钢筋材料表,检查配料单或料牌(标有工程名称,图号、钢筋编号、根数、规格式样以及下料长度)核对每个编号钢筋的直径、式样、根数等项目是否存在与施工图不符的情况。如果提供的料单没有给出下料的长度,需要在正式加工前根据现场实际操作情况确定适当弯曲调整值,算出下料长度。2、保证现有的工地施工机具和工艺条件能在质量、任务量和工期上满足钢筋加工的要求。3、流水作业场地进行规划,便于钢筋加工。四、操作工艺1、工艺流程钢筋除锈→钢筋调直(调直冷拉)→钢筋切断→弯曲成型。原料除锈浮锈处理:①、浮锈在混凝土中不影响钢筋与混凝土粘结,除了在焊接操作时在焊点附近需擦干净外,一般不做处理。②、陈锈处理:螺纹钢筋表面陈锈用钢刷子刷祛;对直径较细的盘条钢筋通过现场调直冷拉自动去锈。2、钢筋的调直冷拉钢筋的调直冷拉采用钢筋调直机,适用于直径不大于14㎜的细钢筋。经过调直的钢筋被调直的同时清除了钢筋表面的铁锈。3、钢筋的切断1)汇集每批要切断的钢筋料牌,将同规格的钢筋分别统计,按不同长度进行长短搭配,应先断长料,后断短料,减少短头。2)检查和测量所用工具或标志的准确性,检查定尺挡板的牢固和可靠性。3)
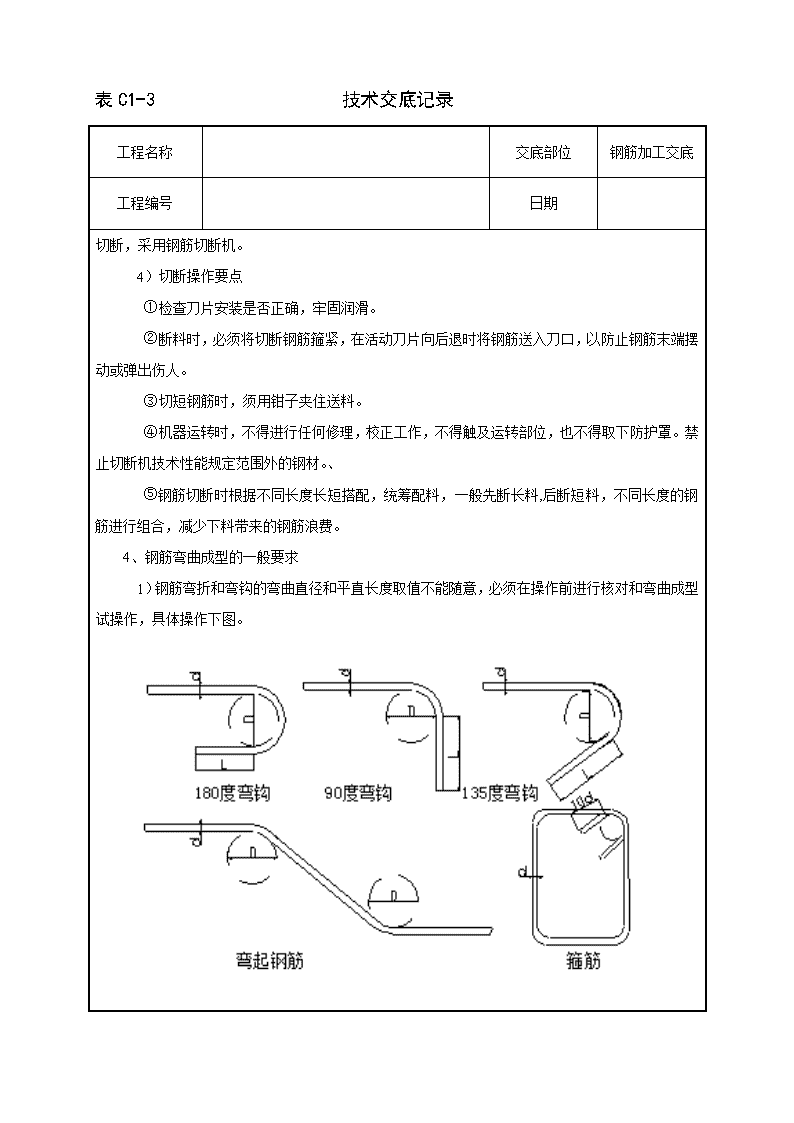
表C1-3技术交底记录对根数较多的批量切断,在正式操作前应试切两至三根,以检验长度的准确度。现场钢筋切断,采用钢筋切断机。4)切断操作要点①检查刀片安装是否正确,牢固润滑。②断料时,必须将切断钢筋箍紧,在活动刀片向后退时将钢筋送入刀口,以防止钢筋末端摆动或弹出伤人。③切短钢筋时,须用钳子夹住送料。④机器运转时,不得进行任何修理,校正工作,不得触及运转部位,也不得取下防护罩。禁止切断机技术性能规定范围外的钢材。、⑤钢筋切断时根据不同长度长短搭配,统筹配料,一般先断长料,后断短料,不同长度的钢筋进行组合,减少下料带来的钢筋浪费。4、钢筋弯曲成型的一般要求1)钢筋弯折和弯钩的弯曲直径和平直长度取值不能随意,必须在操作前进行核对和弯曲成型试操作,具体操作下图。
表C1-3技术交底记录2)根据下料单上要求的式样和尺寸分隔划线,划线和弯曲成型还应结合扳距大小以及弯曲调整值的取用等实际经验,并在弯曲操作方向相反的一侧内扣除。试弯曲成型后,要检查长度和角度的准确性,作为试弯数据为下一步提供成型依据。5、机械弯曲成型1)操作前要对机械各部件进行全面检查以及试转动,并查点齿轮、轴套等备件是否齐全。2)要熟悉倒顺开关的使用方法以及所控制的工作盘旋转方向,使钢筋的放置能与成型轴、挡铁轴的位置相应配合;变换工作盘旋转方向时,操纵开关从倒至顺(或从顺至倒)必须由“停”档过渡,不得快起停挡。
表C1-3技术交底记录钢筋加工示意图
表C1-3技术交底记录3)钢筋弯曲时,由于弯曲机成型轴和心轴同时转动,就会带动钢筋向前滑移。钢筋机械弯曲点线的划法虽然与手工弯曲一样,但在操作时放在工作盘上的位置就不同了,因此,在钢筋弯曲前,应先钢筋弯曲时,要根据钢筋粗细和所要求的圆弧弯曲直径大小随时更换轴套。4)钢筋弯曲时,要根据钢筋粗细和所要求的圆弧弯曲直径大小随时更换轴套。5)为了适应钢筋直径和心轴直径的变化,应在成型轴上加一个偏心套,以调节心轴、钢筋和成型轴三者之间的间隙(钢筋在心轴与成型轴之间的空隙应大于2㎜)。6)严禁在机械运转过程中更换心轴、成型轴,或进行清扫、注油。作试弯以摸索规律。7)弯曲较长的钢筋应有专人帮助扶持,帮助人员应听从指挥,不得任意推送。6、钢筋接头方式钢筋直径<Φ16的钢筋接头采用绑扎搭接;直径≥Φ16的钢筋采用剥肋滚压直螺纹机械连接,端头采用正反丝套筒连接。基础梁、框架柱、框架梁、次梁、等部位的主筋连接采用直螺纹连接;其余部位采用搭接连接。五、质量保证措施1、要有专人负责管理钢筋原材的堆放,钢筋加工,钢筋成品标识。2、配料单要经技术负责人下料人员认可后方可加工。定期检查钢筋加工机械,保证切断尺寸准确,防止切断过程中钢筋被顶穿以及钢筋被连切。3、对HRB335级及HRB335级以上钢筋要求一次成型,杜绝二次修改成型,避免钢筋弯曲点处有裂缝,并且HPB235级钢筋只限于返工一次,并应在弯折处仔细检查表面状况。六、质量标准1、主控项目受力钢筋的弯钩和弯折应符合下列规定:1)HPB235级钢筋末端应作180°弯钩,其弯弧内直径不应小于钢筋直径的2.5倍,弯钩的弯后平直部分长度不应小于钢筋直径的3倍。
表C1-3技术交底记录2)当设计要求钢筋末端需作135°弯钩时,HRB335级、HRB400级钢筋的弯弧内直径不应小于钢筋直径的4倍,弯钩的弯平直部分长度应符合设计要求。3)钢筋作不大于90°的弯折时,弯折处的弯弧内直径不应少于钢筋直径的5倍。4)除焊接封闭环式箍筋外,箍筋的末端应作弯钩,弯钩形式应符合下列规定:①箍筋弯钩弯折角度应为135°。②箍筋弯后平直部分长度不应小于箍筋直径的10倍并不小于75mm。2、一般项目钢筋加工的形状、尺寸应符合设计要求。七、成品保护弯曲成型好了的钢筋必须轻抬轻放,避免摔地产生变形;以经过规格、外形尺寸检查过的成品按编号拴上料牌,并应特别注意缩尺钢筋的料牌勿使遗漏(必要时需加制分号料牌)。1、清点某一编号钢筋成品确切无误后,将该号钢筋全部根数运离加工地点,堆放在指定的场地上,要按编号整齐堆放。地面保持干燥,并有木方或混凝土板等作为支垫。2、与安装班组联系好,按工程名称、部位以及钢筋编号,按使用顺序堆放,防止先用的被压在下面,使用时因翻垛使已成型的钢筋产生变形。八、安全文明施工1、用无齿锯切割钢筋时,应确保防护设施齐全;砂轮宽度小于5cm时不得使用,以免发生危险。2、钢筋切断、弯曲操作时应注意用电安全,非专业人员不得随意开关机械设备。3、钢筋搬运、吊装时一定要有专人进行指挥,以免发生意外。技术负责人:交底人:接交人: